Изобретение относится к области машиностроения, а именно к автоматизации дуговой сварки, и может быть использовано в сварочных работах при сварке пространственных швов.
Целью изобретения является расширение функциональных возможностей устройства за счет обеспечения сварки пространственных гавов.
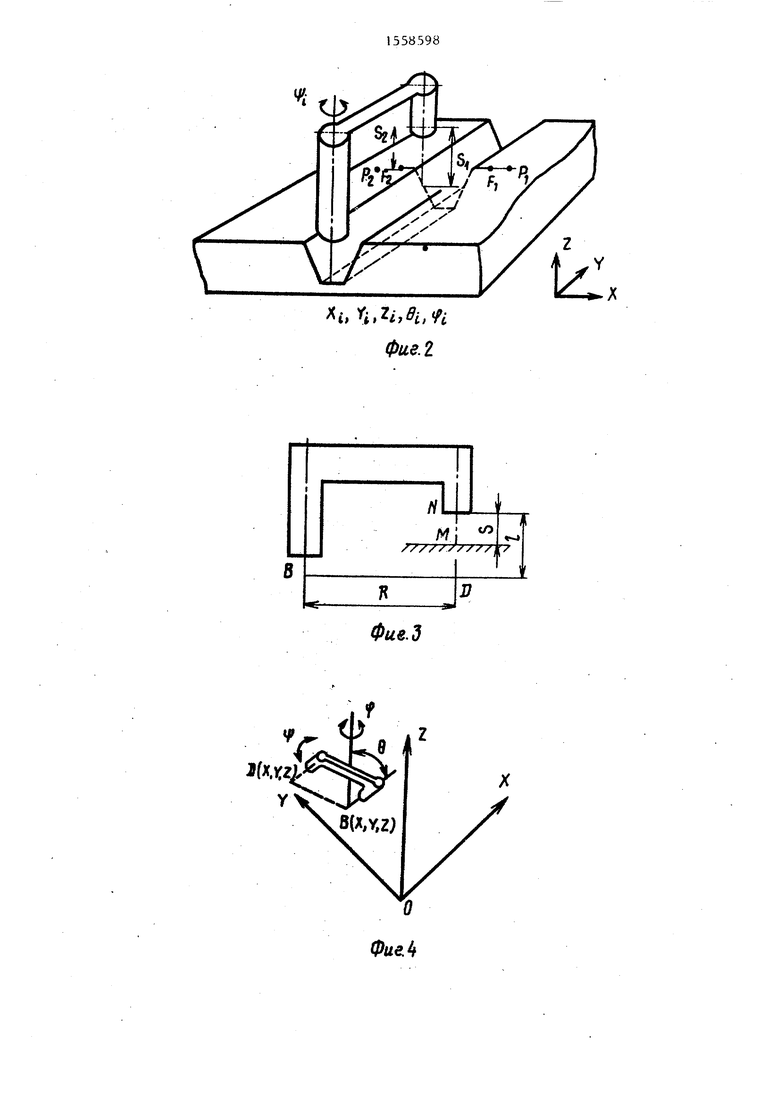
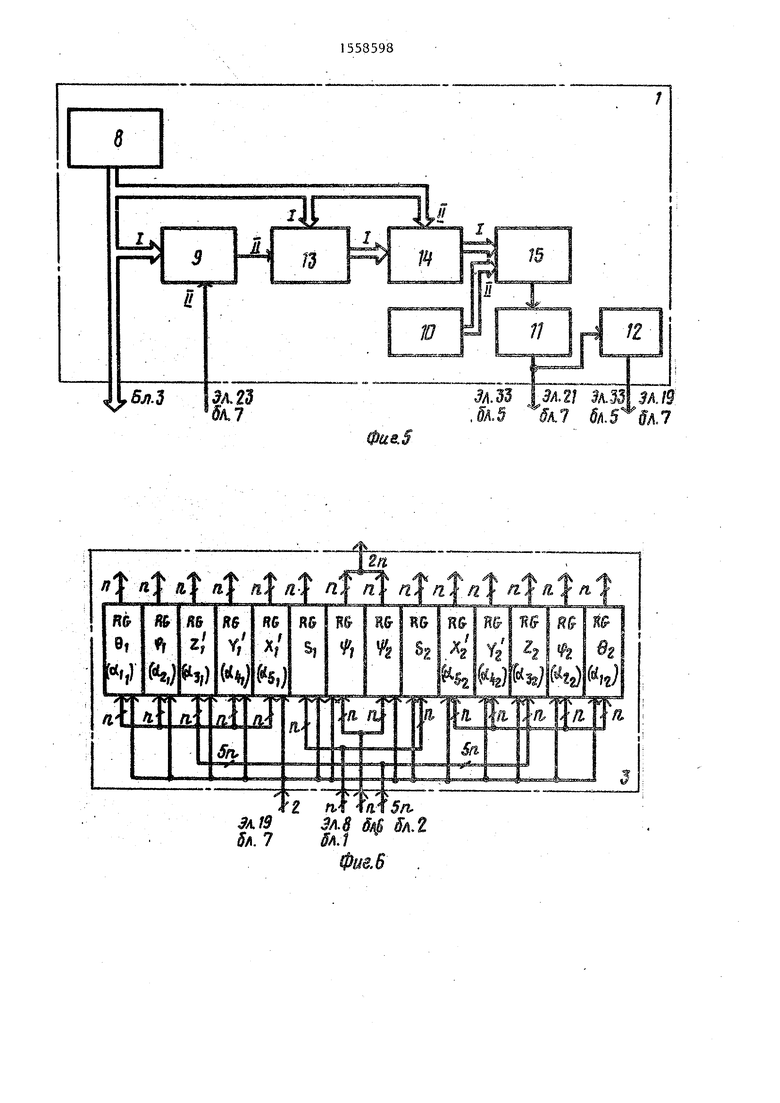
На фиг. 1 представлена блок-схема устройства; на Аиг. 2 - схема расположения сварочной головки над стыком; на гЪиг. 3 то .же, вид в плоскости средней линии стыка; на Лиг. 4 - ортогональная система координат робота; на Лиг 5 - блок-схема датчика стыкана фиг. 6 - блок-схема первого блока памяти текущих координат; на фиг. 7- блок-схема блока управления приводом вращения; на фиг. 8 - -элемент задержки; на фиг. 9 - блок-схема второго блока памяти вычисленных координат; на фиг. 10 - распределитель импульсов; на фиг. 11 - блок-схема системы контурного управления приводами; на фиг. 12 - блок-схема вычислительного блока.
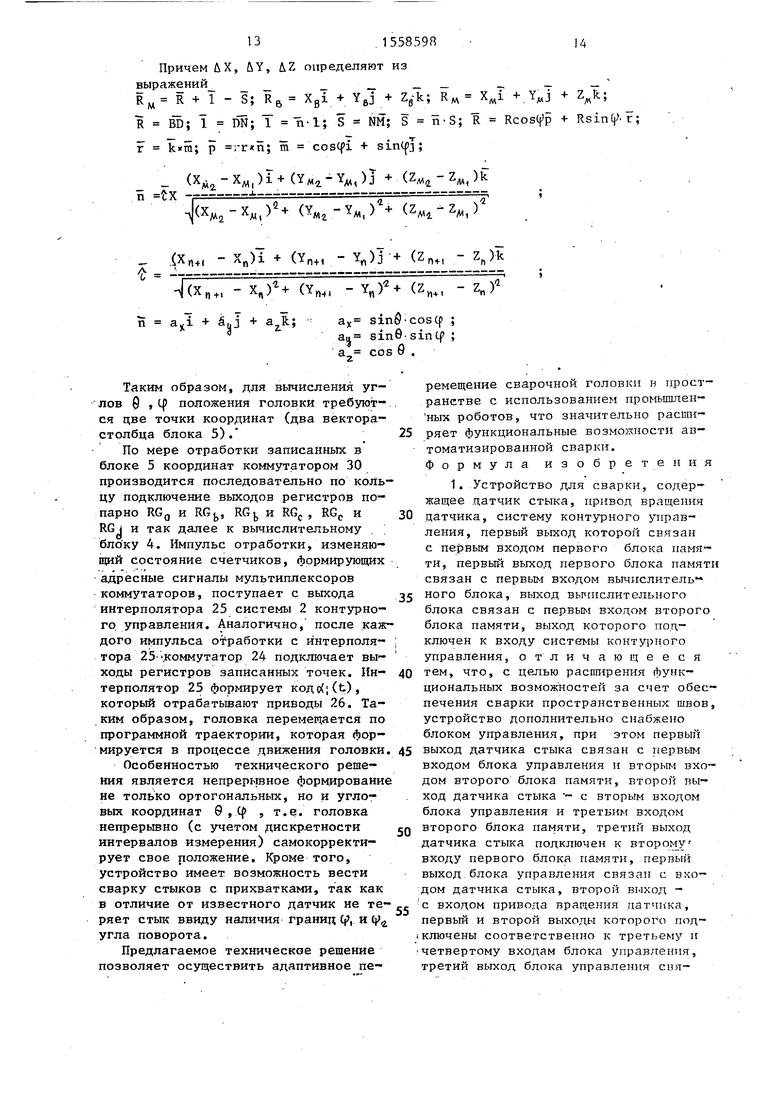
Устройство (фиг. 1) содержит датчик 1 стыка, после 1онателыю соединенные систему 2 контурного управления, первый блок 3 ПЛМ1Ш, вычислительный блок 4 и торой б ток 5 памя-
сл ел
00
сд
QD
О©
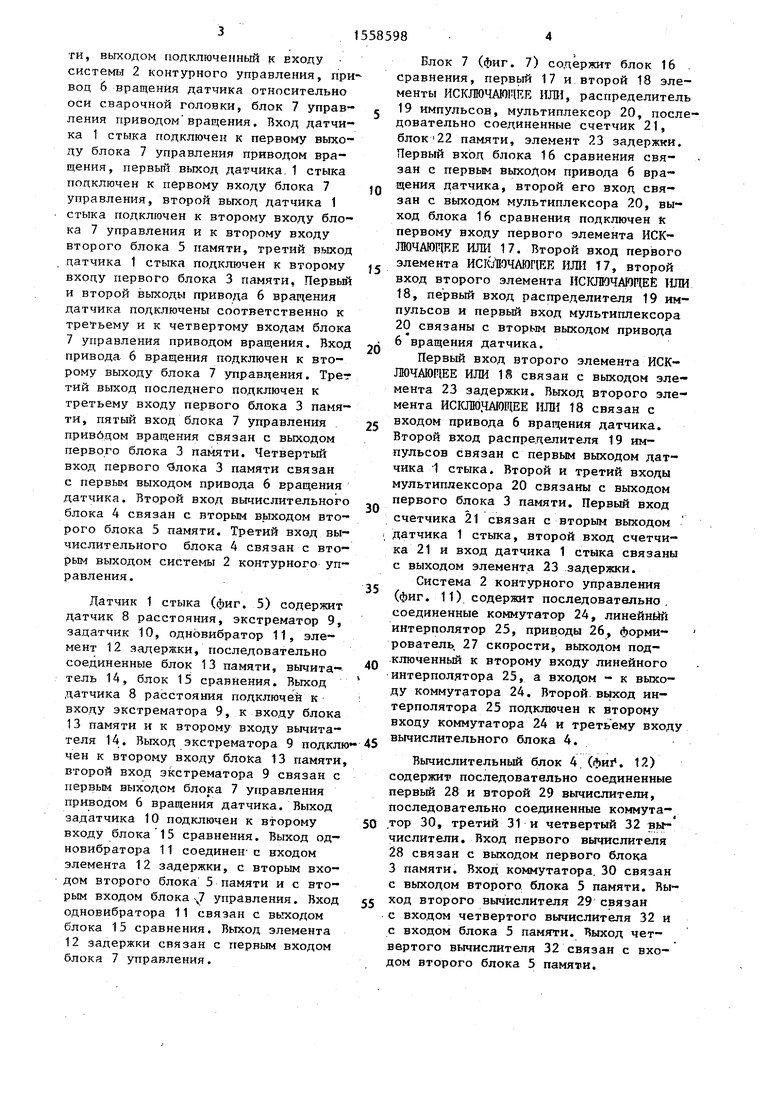
ти, выходом подключенный к входу системы 2 контурного управления, при вод 6 вращения датчика относительно оси сварочной головки, блок 7 управления приводом вращения. Вход датчика 1 стыка подключен к первому выходу блока 7 управления приводом вращения , первый выход датчика 1 стыка подключен к первому входу блока 7 управления, второй выход датчика 1 стыка подключен к второму входу блока 7 управления и к второму входу второго блока 5 памяти, третий выход датчика 1 стыка подключен к второму входу первого блока 3 памяти, Первый и второй выходы привода 6 вращения датчика подключены соответственно к третьему и к четвертому входам блока 7 управления приводом вращения. Вход привода 6 вращения подключен к второму выходу блока 7 управления. Трет тий выход последнего подключен к третьему входу первого блока 3 памяти, пятый вход блока 7 управления привбцом вращения связан с выходом первого блока 3 памяти. Четвертый вход первого Злока 3 памяти связан с первым выходом привода 6 вращения датчика. Второй вход вычислительного блока 4 связан с вторым выходом второго блока 5 памяти. Третий вход вычислительного блока 4 связан с вторым выходом системы 2 контурного управления.
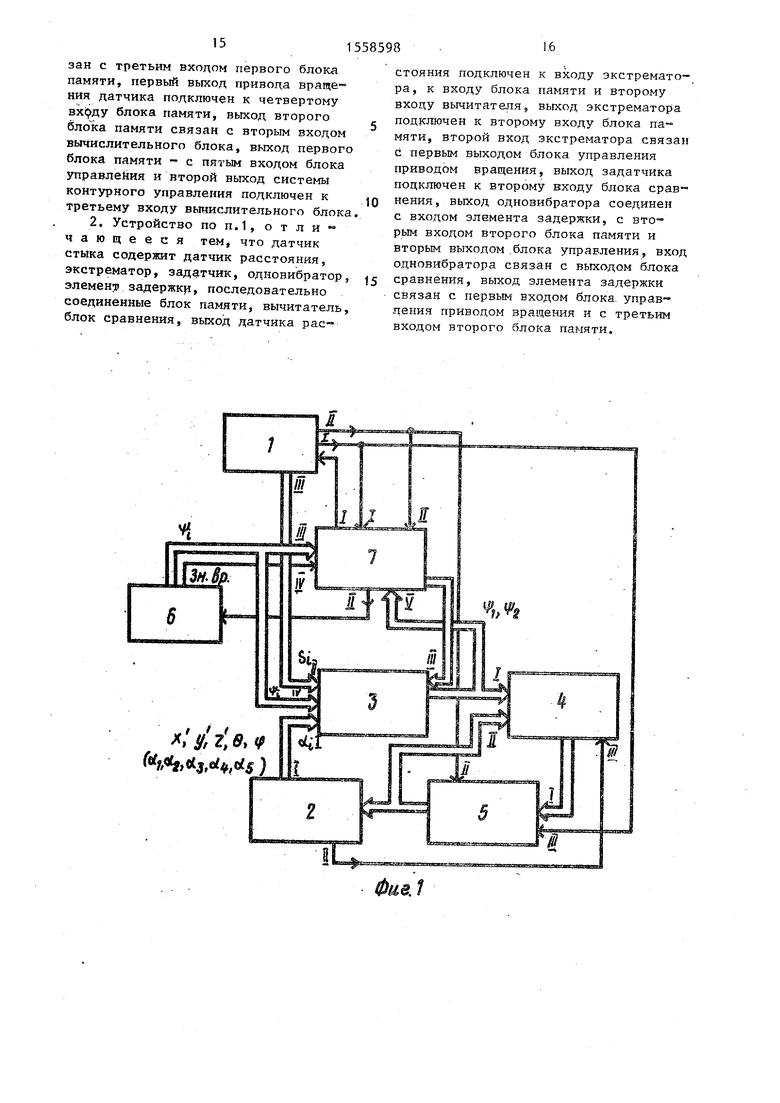
Датчик 1 стыка (фиг. 5) содержит датчик 8 расстояния, экстрематор 9, задатчик 10, одновибратор 11, элемент 12 задержки, последовательно соединенные блок 13 памяти, вычита- тель 14, блок 15 сравнения. Выход датчика 8 расстояния подключен к входу экстрематора 9, к входу блока 13 памяти и к второму входу вычита- теля 14. Выход экстрематора 9 подклю чен к второму входу блока 13 памяти второй вход экстрематора 9 связан с первым выходом блока 7 управления приводом 6 вращения датчика. Выход задатчика 10 подключен к второму
входу блока 15 сравнения. Выход од- новибратора 11 соединен- с входом элемента 12 задержки, с вторым входом второго блока 5 памяти и с вторым входом блока Ч7 управления. Вход одновибратора 11 связан с выходом блока 15 сравнения. Выход элемента 12 задержки связан с первым входом блока 7 управления.
0
5
0
5
0
5
45 50
5
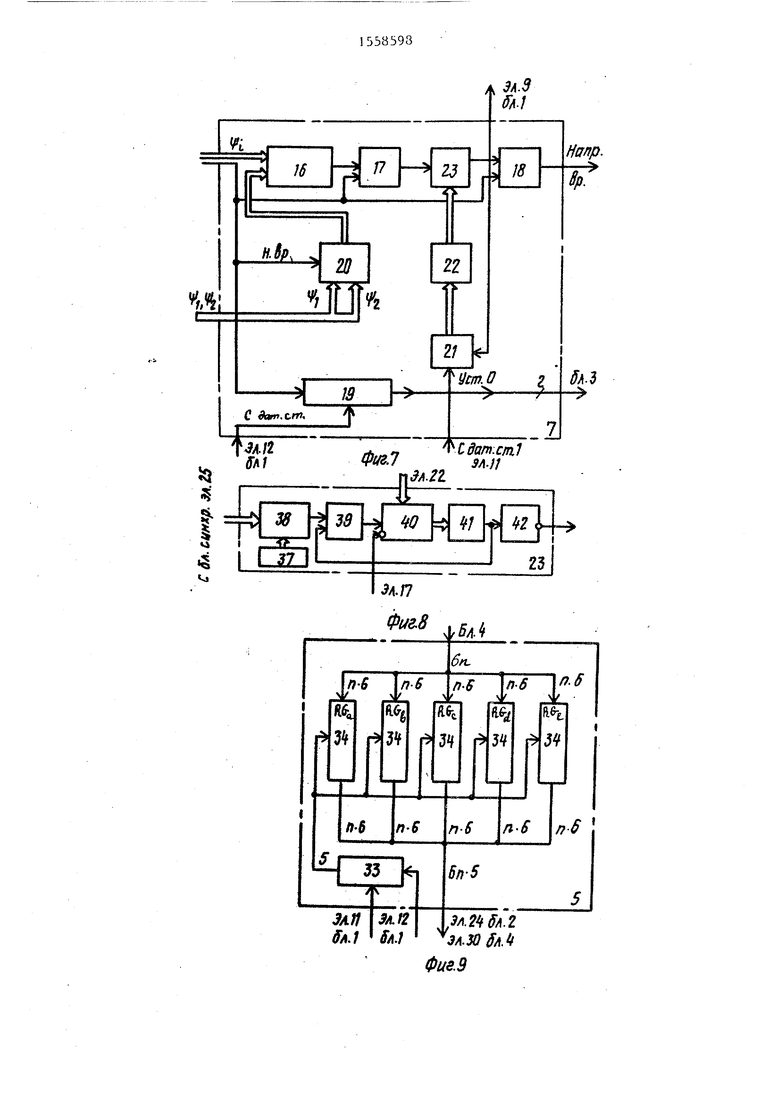
Блок 7 (фиг. 7) содержит блок 16 сравнения, первый 17 и второй 18 элементы ИСКЛЮЧАЮЩЕЕ ИЛИ, распределитель
19импульсов, мультиплексор 20, последовательно соединенные счетчик 21, блок 22 памяти, элемент 23 задержки. Первый вход блока 16 сравнения связан с первым выходом привода 6 вращения датчика, второй его вход связан с выходом мультиплексора 20, выход блока 16 сравнения подключен к первому входу первого элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 17. Второй вход первого элемента ИСКЛЮЧАЮЩЕЕ ИЛИ Т7, второй вход второго элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 18, первый вход распределителя 19 импульсов и первый вход мультиплексора
20связаны с вторым выходом привода 6 вращения датчика.
Первый вход второго элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 18 связан с выходом элемента 23 задержки. Выход второго элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 18 связан с входом привода 6 вращения датчика. Второй вход распределителя 19 импульсов связан с первым выходом датчика 1 стыка. Второй и третий входы мультиплексора 20 связаны с выходом первого блока 3 памяти. Первый вход счетчика 21 связан с вторым выходом датчика 1 стыка, второй вход счетчика 21 и вход датчика 1 стыка связаны с выходом элемента 23 задержки.
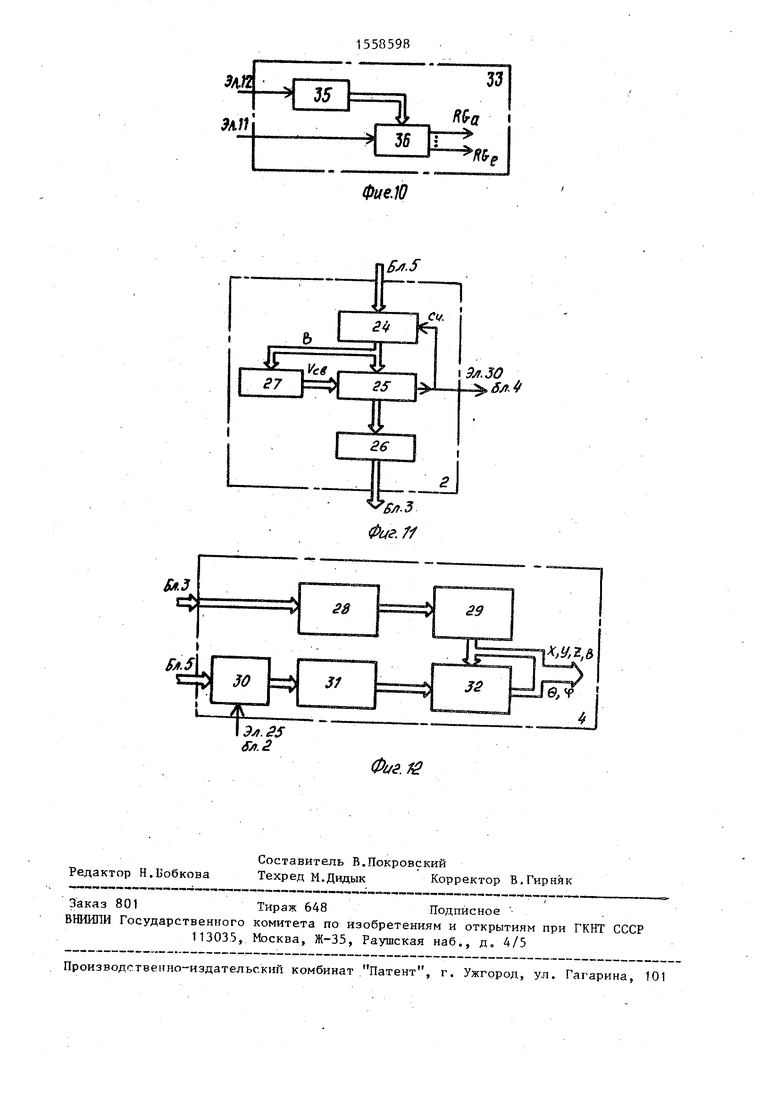
Система 2 контурного управления (фиг. 11) содержит последовательно, соединенные коммутатор 24, линейный интерполятор 25, приводы 26, форми- рователь 27 скорости, выходом подключенный к второму входу линейного интерполятора 25, а входом - к выходу коммутатора 24. Второй выход интерполятора 25 подключен к второму входу коммутатора 24 и третьему входу вычислительного блока 4.
Вычислительный блок 4 (фиг. 12) содержит последовательно соединенные первый 28 и второй 29 вычислители, последовательно соединенные коммута-( тор 30, третий 31 и четвертый 32 вычислители. Вход первого вычислителя 28 связан с выходом первого блока 3 памяти. Вход коммутатора. 30 связан с выходом второго блока 5 памяти. Выход второго вычислителя 29 связан с входом четвертого вычислителя 32 и с входом блока 5 памяти. Выход четвертого вычислителя 32 связан с входом второго блока 5 памяти.
Распределитель 33 импульсов выходом связанный с пятью регистрами 34 содержит последовательно соединенные счетчик 35 и демультиштексор 36.
Элемент 23 задержки (фиг. 8) содержит последовательно соединенные задатчик 37, мультиплексор 38, элемент И 39, счетчик 40, элемент ИЛИ 41, элемент НЕ 42. Выход элемента ИЛИ 41 подключен к второму входу элемента И 39. Вход предустановки счетчика 40 связан с выходом блока ,22 памяти. Вход разрешения предустановки связан с выходом элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 17. Информационный вход мультиплексора 38 связан с выходом блока синхронизации линейного интерполятора 25,
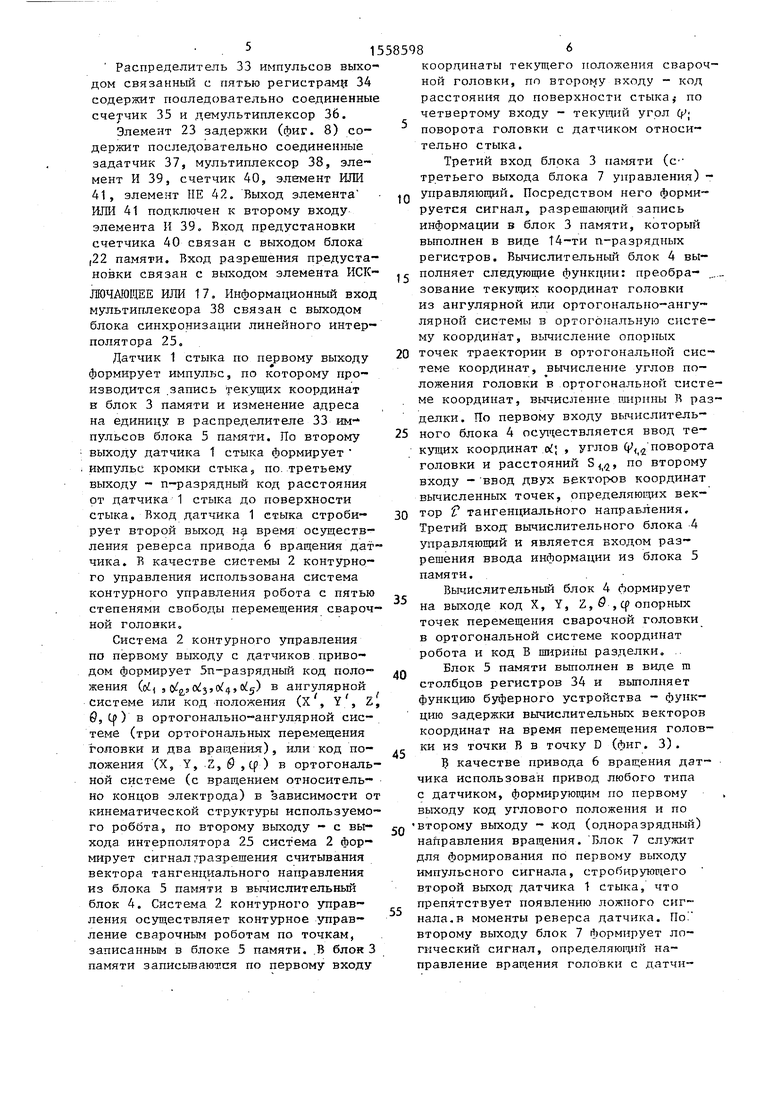
Датчик 1 стыка по первому выходу формирует импульс, по которому производится запись текущих координат в блок 3 памяти и изменение адреса на единицу в распределителе 33 импульсов блока 5 памяти. По второму выходу датчика 1 стыка формирует импульс кромки стыка, по третьему выходу - п-разрядный код расстояния от датчика 1 стыка до поверхности стыка. Вход датчика 1 стыка строби- рует второй выход на время осуществления реверса привода 6 вращения датчика. В качестве системы 2 контурного управления использована система контурного управления робота с пятью степенями свободы перемещения сварочной головки.
Система 2 контурного управления по первому выходу с датчиков приводом формирует 5п-разрядный код положения (оЈ, ,xfa,) B апгулярной системе или код положения (х , Y , Z, б, tj) в ортогонально-ангулярной системе (три ортогональных перемещения головки и два вращения), или код поожения (X, Y, Z, б ,Ср) в ортогональной системе (с вращением относительно концов электрода) в зависимости от кинематической структуры используемого роббта, по второму выходу - с выода интерполятора 25 система 2 форирует сигнал разрешения считывания ектора тангенциального направления з блока 5 памяти в вычислительный лок 4. Система 2 контурного управения осуществляет контурное управение сварочным роботам по точкам, аписанным в блоке 5 памяти. В блок 3 амяти записываются по первому входу
10
координаты текущего положения сварочной головки, по второму входу - код расстояния до поверхности стыка,- по четвертому входу - текущий угол л поворота головки с датчиком относительно стыка.
Третий вход блока 3 памяти (с третьего выхода блока 7 управления) - управляющий. Посредством него формируется сигнал, разрешающий запись информации в блок 3 памяти, который выполнен в вице Т4-ти п-разрядных регистров. Вычислительный блок 4 вы- jc полняет следующие функции: преобразование текущих координат головки из ангулярной или ортогоналыю-ангу- лярной системы в ортогональную систему координат, вычисление опорных 20 точек траектории в ортогональной системе координат, вычисление углов положения головки в ортогональной системе координат, вычисление ширины R разделки. По первому входу вычислитель- 25 ного блока 4 осуществляется ввод текущих координат оЈ; , углов Ц{Л поворота головки и расстояний S, по второму входу - ввод двух векторов координат вычисленных точек, определяющих век- 30 тор тангенциального направления. Третий вход; вычислительного блока 4 управляющий и является входом разрешения ввода информации из блока 5 памяти.
Вычислительный блок 4 Лормирует на выходе код X, Y, Z, 6 , ср опорных точек перемещения сварочной головки в ортогональной системе координат робота и код В ширины разделки.
Блок 5 памяти выполнен в виде m столбцов регистров 34 и выполняет функцию буферного устройства - функцию задержки вычислительных векторов координат на время перемещения головки из точки В в точку D (фиг. 3).
В качестве привода 6 вращения датчика использован привод любого типа с датчиком, формирующим по первому , выходу код углового положения и по п второму выходу - код (одноразрядный) направления вращения. Блок 7 служит для формирования по первому выходу импульсного сигнала, стробирующего второй выход датчика 1 стыка, что препятствует появлению ложного сигнала.в моменты реверса датчика. По второму выходу блок 7 формирует логический сигнал, определяющий на правление вращения головки с датчи-
5
0
5
5
ком, по третьему выходу - двухразрядный импульсный сигнал, по которому производится в зависимости от направления вращения датчика запись информации текущего положения головки либо в левые регистры с индексом 1 (при движении к левой кромке), либо в правые регистры с индексом 2 (при движении к правой кромке). По первому входу блока 7 с датчика 1 стыка поступает импульсный сигнал, распределяемый блоком 7 по входам разрешения записи; регистров блока 3 памяти По второму входу блока 7 поступает импульсный сигнал с датчика 1 стыка в момент пересечения датчиком кромки стыка на заданной высоте от дна разделки. По третьему входу в блок 7 с датчика положения привода 6 вращения датчика поступает код Vf; текущего углового положения сварочной головки. На четвертый вход блока 7 поступает одноразрядный код направления вращения сварочной головки относительно оси Cf , посредством которого импульсный сигнал разрешения записное первого входа распределяется на выход (двухразрядный) блока 7.
На пятый вход блока 7 с блока 3 посту-.
пает код Ц, , у4 , определяющий точки реверса вращения головки по оси (j Датчик 8 расстояния имеет на выходе аналого-цифровой преобразователь.
Экстрематор 9 формирует в момент достижения максимума расстояния импульсный сигнал и выполнен с одно- вибратором на втором входе, по сигналу которого стробируетая выход экстрематора в моменты реверса. Блок 13 памяти выполнен в виде регистра. Задатчик 10 выполнен в виде регистра или десятичного переключателя с шиф
0
5
0
5
0
5
0
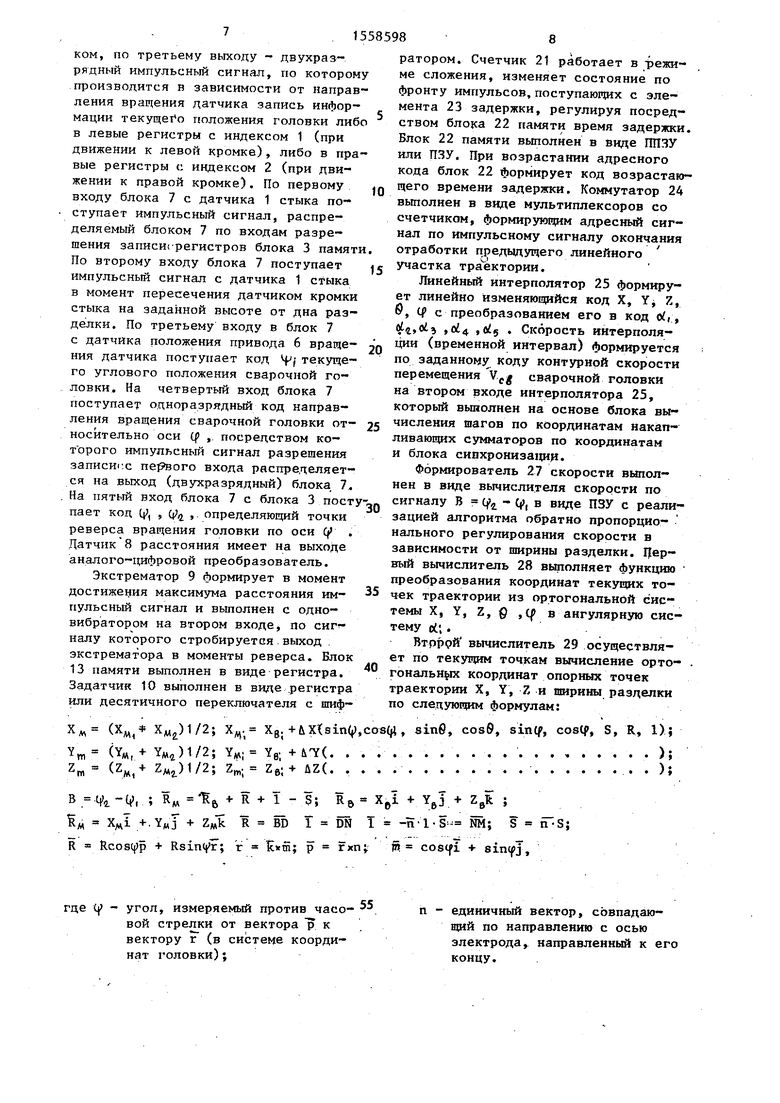
ратором. Счетчик 21 работает в режиме сложения, изменяет состояние по фронту импульсов, поступающих с элемента 23 задержки, регулируя посредством блока 22 памяти время задержки. Блок 22 памяти выполнен в виде ППЗУ или ПЗУ. При возрастании адресного кода блок 22 формирует код возрастающего времени задержки. Коммутатор 24 выполнен в виде мультиплексоров со счетчиком, формирующим адресный сигнал по импульсному сигналу окончания отработки предыдущего линейного участка траектории.
Линейный интерполятор 25 формирует линейно изменяющийся код X, Y, Z, Ot Cf с преобразованием его в код ct,, 4 5 Скорость интерполяции (временной интервал) формируется по заданному коду контурной скорости перемещения Veg сварочной головки на втором входе интерполятора 25, который выполнен на основе блока вычисления шагов по координатам накапливающих сумматоров по координатам и блока синхронизации.
Формирователь 27 скорости выполнен в виде вычислителя скорости по сигналу В tfc - ty в виде ПЗУ с реализацией алгоритма обратно пропорционального регулирования скорости в зависимости от ширины разделки. Первый вычислитель 28 выполняет функцию преобразования координат текущих точек траектории из ортогональной системы X, Y, Z, $ ,if з ангулярную систему oL .
Вторрй вычислитель 29 осуществляет по текущим точкам вычисление ортогональных координат опорных точек траектории X, Y, Z и ширины разделки по следующим формулам:

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1311885A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для автоматического контроля процесса сварки | 1984 |
|
SU1238921A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НАГРУЖЕНИЕМ ПРИ ПРОГРАММНЫХ ИСПЫТАНИЯХ МЕХАНИЧЕСКИХ КОНСТРУКЦИЙ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ | 2007 |
|
RU2365963C2 |
| Устройство слежения за стыком | 1987 |
|
SU1445880A1 |
| Система числового программногоупРАВлЕНия "TPACCA-Кп | 1979 |
|
SU813371A1 |
Изобретение относится к автоматизации сварочного производства и может быть использовано в сварочных работах. Цель изобретения - расширение функциональных возможностей устройства за счет сварки пространственных швов. Устройство содержит датчик стыка с приводом его вращения, систему контурного управления, вычислительный блок, блок памяти, блок управления. В устройстве осуществляется сканирование датчика относительно оси сварочной головки. В моменты пересечения датчиком стыка записываются текущие координаты сварочной головки, по которым вычисляют опорные точки траектории. В соответствии с этим сварочная головка перемещается по стыку. Дополнительно вычисляется положение нормали к программной траектории, а перемещение головки производится по трем ортогональным и трем угловым осям. При этом головка непрерывно (с учетом дискретности интервалов измерения) самокорректирует свое положение. Таким образом появляется возможность сварки стыков с прихватками. 1 з.п. ф-лы, 12 ил.
if угол, измеряемый против часо- 5 вой стрелки от вектора р к вектору г (в системе координат головки);
п - единичный вектор, совпадающий по направлению с осью электрода, направленный к его концу.
Коммутатор 30 осуществляет ввод координат опорных точек траектории в третий вычислитель 31. Коммутатор 30 выполнен аналогично коммутатору 24, Третий вычислитель 31 выполняет вычисление направляющих косинусов единичного вектора тангенциального
п ЈХ
(мл - Хм.Н + (YMo - YM)j + (ZM, - ZMl)k
1ма
л|(ХМа-ХМ1)Ч (YMi- YM,)+ (ZM2 - ZM|)
t (Xntl - Xn)i + (YM, - Yn)j + (Zn + ( - Zn)k n|(X, - Х„)Ч (Yn+7- Yn)2+ (Zn+l - Z,)2
n axi + anj + ; Cf arctg a(,/ax 0
Вычислители 28, 29, 31 и 32 могут бы выполнены на основе вычислителей сину- са, косинуса (ПЗУ), сумматора, умно- жителей, а также в виде микропроцессорной системы.
Распределитель 33 импульсов осуществляет распределение по кольцу сигналов разрешения записи в регистры 34. Например, запись производится последовательно в RGe, RGa, RGj,, &Ge RGj и далее, снова в RCe, RGa и т.д. .Распределитель 33 выполнен в виде двоичного счетчика 35 с демультиплек- сором 36.
Элемент 23 задержки выполняет функцию задержки сигнала, изменяющего направление вращения головки относительно оси (f , следовательно, изменяет амплитуду колебаний..
Задатчик 37 может быть выполнен в виде регистра или десятичного переключателя с шифратором. Мультиплексор 38 осуществляет выбор необходимой частоты, определяющей дискретность отсчета времени с блока синхронизации интерполятора 25 ( нератора частоты с п выходами различной частоты). Счетчик 40 вычитающий с предустановкой.
Способ осуществляют следующим образом.
Записывают перед сваркой в блок 5 памяти исходные координаты, определяющие начальную точку сварки и направление сварки, и записывают в регистры блока 3 памяти информацию, соответствующую этим точкам. В фор-
направления по приращениям координат опорных точек.
В четвертом вычислителе 32 производится вычисление угловых координат @ , ср по вектору п нормали, определяемому по формуле:
arccos a.
30
35
0
25
5
0
5
мирователе 27 задают закон формирования контурной скорости в зависимости от ширины разделки, программируют блок 22 памяти, формируя закон изменения амплитуды колебаний головки.
При включении устройства все счетчики устанавливаются в исходное нулевое состояние. При этом счетчик 21 обеспечивает при нулевом адресном сигнале минимальное время задержки и минимальную амплитуду поиска стыка. Сварочный ток выключен, привод ( может находиться в произвольном состоянии - либо выключен, либо включен. Тогда при движении к исходной точке головка совершает угловые колебания. Включение сварочного тока осуществляется после выхода головки в исходную точку.
Формирование линейной траектории при движении головки к исходной точке производится таким же образом, как и последующая работа. При вращении головки против часовой стрелки (если смотреть по направлению к концу электрода) схема определения направления вращения привода 6 вращения датчика формирует нулевой логический сигнал, при вращении против часовой стрелки - единичный сигнал, что вызывает подключение к второму входу блока 16 сравнения выхода регистра ф, или Ср2 В моменты выхода кода текущего положения ф; за установленные границы (j, , ф2 на выходе элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 17 формируется единичный сигнал,
11
10
IS
20
оторый через время задержки элемента 23 вызывает посредством второго элеента ИСКЛЮЧАЮЩЕЕ ИЛИ 13 изменение ода направления и последующий реерс привода -6 вращения датчика. С каждым моментом реверса состояние счетчика 21 увеличивается на единицу, что вызывает изменение адреса блока 22 памяти и соответствующее увеличение времени задержки. При этом амплитуда колебаний головки с датчиком растет до максимальной. Если датчик 1 не находит стык при максимальной амплитуде, то в следующем единичном состоянии счетчика 21 производится отключение сварочного тока или остановка выполнения программы.
Если датчик 1 находит стык, то по сигналу с одновибратора 11 счетчик 21 устанавливается в нулевое состояние, при котором амплитуда колебаний минимальна. Формирование задержки на заданное время обеспечивается счетчиком 40 посредством элементов ИЛИ 41, г НЕ 42, :И 39. При нулевом сигнале с выхода элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 17 счетчик 40 находится в предустановленном состоянии, при единичном сигнале с выхода элемента ИСКЛЮЧАЮЩЕЕ ИЛИ 17 счетчик работает в режиме вычитания и после прихода в нулевое состояние формирует единичный сигнал на выходе элемента НЕ 42. При приближении датчика 1 к исходной точке датчик пересекает стык и формирует на 35 левой и правой поверхностях от кромок стыка в точках F , F импульсные сигналы, по которым в регистры ф, и (записываются новые значения, определяющие новые границы колебаний. N 40 Кроме того, датчик 1 формирует сигнал .расстояния 84Д в эти же моменты 1 меня посредством датчика 8 расстояния. В момент наибольшего расстояния код расстояния записывается в блок 13 па- 45 мяти по импульсу с экстрематора 9, разрешающего запись. При вращении
датчика код расстояния уменьшается
;
25
30
Хм (XMi+ Xw&)1/2; Хд,; Х„. + uX(sinq, cos(j, sin9, cos0, sintf, coscp, S, R, ), YM (YMt+ YMft)1/2; ,. + ftY(...,,;
ZM ZMI + z«4n/2vz V+ z(.......,;
В Цг -M, ; .
Y arctg 8 arcos a, .
10
8598 12
и на выходе вычитателя 14 появляется возрастающий код разности. В момент превышения заданной величины в задат- чике 10 по единичному сигналу с блока 15 сравнения одновибратор 11 формирует сигнал кромки стыка, посредством которого срабатывается счетчик 21. Сигнал с одновибратора 11 задерживается элементом 12 задержки с целью осуществления записи расстояния
S
0
5 0 45
5
0
за пределами стыка в точках F, F , так как в этом случае расстояния S , 8д характеризуют угловое положение электрода относительно продольной плоскости стыка. Сигнал расстояния S- и сигнал текущего положения if;. , а также текущие координаты головки tftjOi, , otg записываются в регистры с индексом 1 .или в регистры с индексом 2, в зависимости от направления вращения головки, что обеспечивается распределителем 19 имнуль сов с элемента 12 задержки датчика 1 стыка.
По первому импульсу с одновибратора 1 1 производится перезапись в регистр 34 (RGa) первой вычисленной точки, затем состояние счетчика 35 изменяется на единицу по импульсу с элемента 12 и с приходом нового импульса с одновибратора 11 вновь вычисленная точка (вектор) записывается уже в столбец регистра 34 RG и далее запись по импульсам с однови0 ратора 11 производится по кольцу в столбцы RGC, RGj, RGe. Таким образом, за время между импульсами с элементов 12 и 11, т.е. за время Ј 2ЈЭА./2э 1 +/с9Л,г + м производится вычисление последующего вектора координат, где Ј«- время перемещения головки по дну разделки с поднятием на заданную высоту Н, на которой формируется импульс кромки одновибратором 11.
.Вычисление координат производится по следующему алгоритму:
131558598 4
Причем UX, UY, 4Z определяют из выражений
RM R + 1 - S; R6 XBi + Y6j 4 ZB-k; RM XMI + YMj +
R BD; 1 DN; Т h-1; S NM; S n-S; R + r p m coscfi + sinCfj;
- -XM|)i+(YMl-YM,)J + (ZMl-ZM()k n tX
XMU-XM(4 (,)
(Xn+) - Xn)i H- (Yn+1 - Yn)j + (ZJH, Z)k (X«+, - Х,)г+ (Y, Yn)+ (ZM+I Zn) + Sj.j +
ax sinS-cos(f ; sin6- sintf ;
ax sinS-c sin6- s
az cos 9 .
Таким образом, для вычисления углов $ , (| положения головки требуются две точки координат (два вектора- столбца блока 5).
По мере отработки записанных в блоке 5 координат коммутатором 30 производится последовательно по кольцу подключение выходов регистров по
парно RG0 и RGfc, RGb и RGC, RGC и RGj и так далее к вычислительному блоку 4. Импульс отработки, изменяющий состояние счетчиков, формирующих адресные сигналы мультиплексоров коммутаторов, поступает с выхода интерполятора 25 системы 2 контурного управления. Аналогично, после каж дого импульса отработки с интерполятора 25 -коммутатор 24 подключает выходы регистров записанных точек. Интерполятор 25 формирует (О, который отрабатывают приводы 26. Таким образом, головка перемещается по программной траектории, которая формируется в процессе движения головки.
Особенностью технического решения является непрерывное формирование не только ортогональных, но и угловых координат 0 , q , т.е. головка непрерывно (с учетом дискретности интервалов измерения) самокорректирует свое положение. Кроме того, устройство имеет возможность вести сварку стыкав с прихватками, так как в отличие от известного датчик не теряет стык ввиду наличия границ (,, и фг угла поворота.
Предлагаемое техническое решение позволяет осуществить адаптивное пе
- Yn)j + (ZJH, Yn)+ (ZM+I ax sinS-cos(f sin6- sintf
az cos 9 .
25
30
35
40
45
50
5
ремещение сварочной головки в прост™ ранстве с использованием промышлен- ных роботов, что значительно расширяет функциональные возможности автоматизированной сварки. Формула изобретения
f«Mfc j,rf,efc)
стояния подключен к входу экстремато- ра, к входу блока памяти и второму входу вычитателя, выход экстрематора
подключен к второму входу блока па мяти, второй вход экстрематора связан с первым выходом блока управления приводом вращения, выход задатчика подключен к второму входу блока срав
нения, выход одновибратора соединен с входом элемента задержки, с вторым входом второго блока памяти и вторым выходом блока управления, вход оцновибратора связан с выходом блока
сравнения, выход элемента задержки связан с первым входом блока управления приводом вращения и с третьим входом второго блока памяти.
о w
гыф WW+ч
4
Т
47
t 4 4 4 4 4 ч # д.
ъ nk л.
я. ж я.
со а .л УЗ л
U1
л
ч
Ǥ
S;
,s 1
Is
15
f
SZWdiwvg j
ФиеЮ
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1311885A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
