1
Изобретение относится к антомати- зяции сварки и может быть использовано в гварочньк работах как устройство адаптации.
Цель изобретения - поньшгенис точности слежения за стыком путем осуществления колебания электрода по дуге окружности с автоматическим реверсом направления вращения в зависимости от ширины разделки стыка при сварке стыков с изменяющейся кривизной.
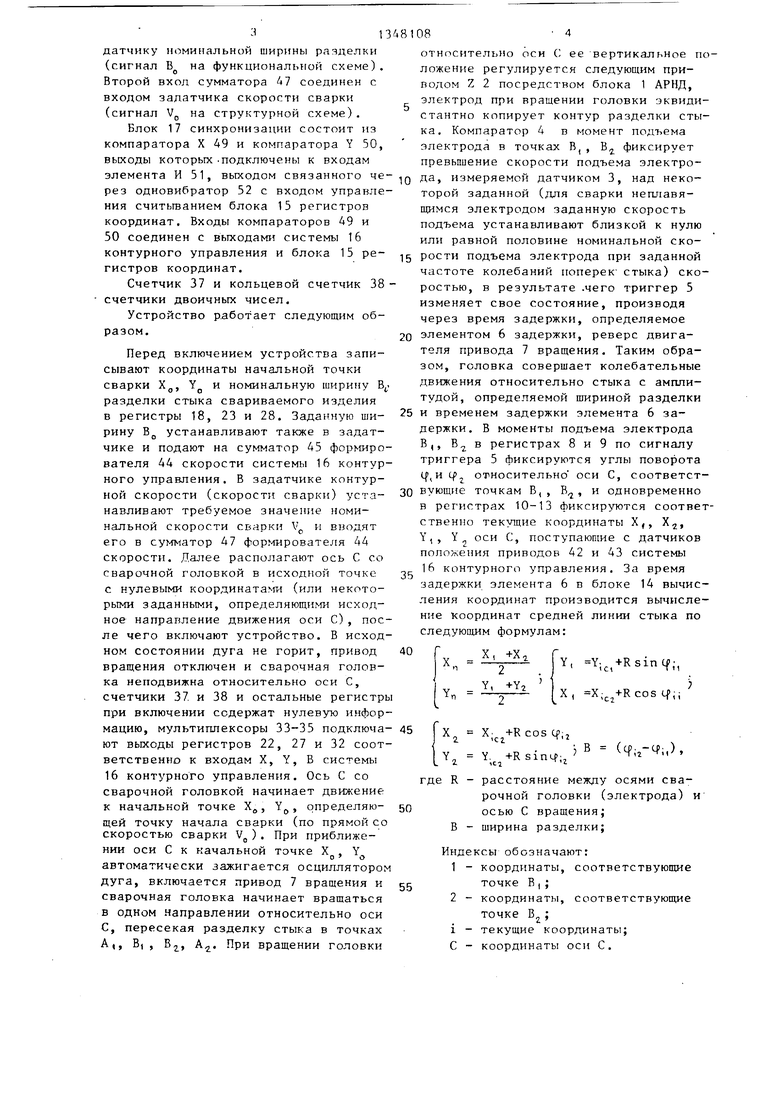
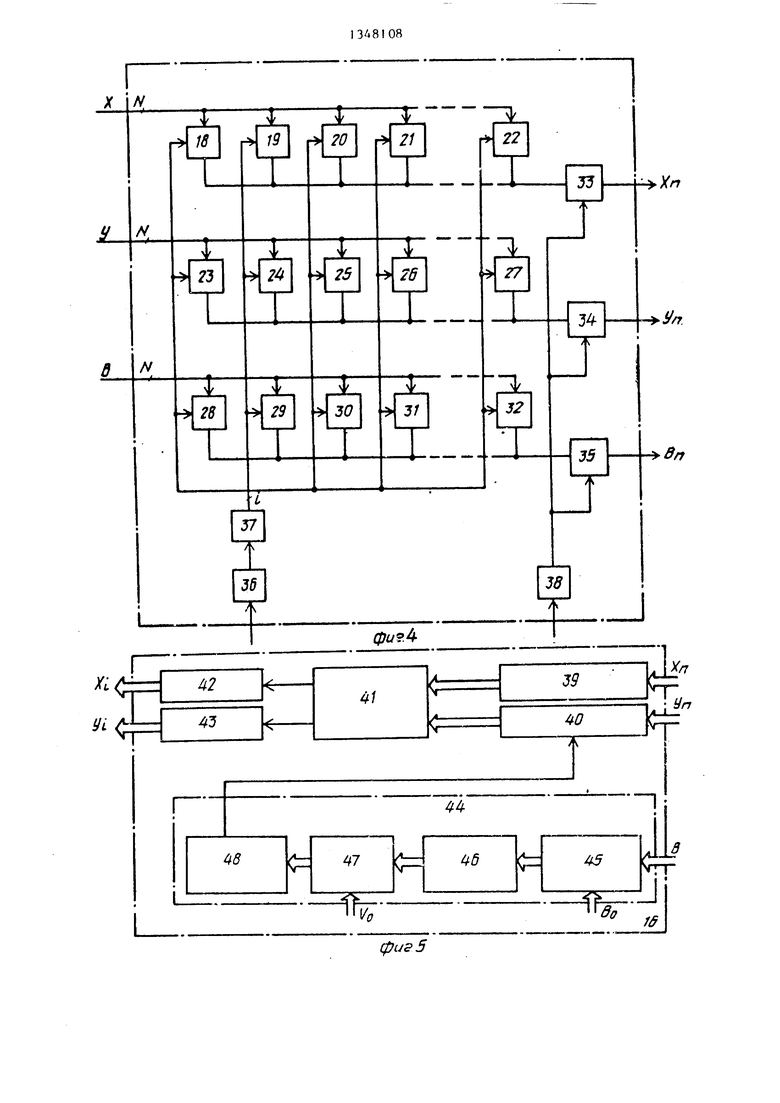
На фиг. 1 дана схема устройства (приводы X, Y, Z,q условно не показаны); на фиг. 2 - поперечное сечение разделки стыка и траектории движения электрода при повороте головки относительно оси ср с точками А,, Aj реверсов и точками В,, В изменения ско- рости вертикального перемещения электрода; на фиг. 3 - блок-схема устройства; на фиг. 4 - функциональная схема блока регистров координат; на
фиг. 5 - функциональная схема системы 25 гер 5 - счетный, изменяет состояние
контурного управления; на фиг. 6 - функциональная схема блока синхронизации.
Устройство содержит последовательпо положительному перепаду напряжения на входе.
Блок 15 регистров координат содержит регистры 18-22 канала X, регистры
но соединенные блок 1 автоматического 30 23-27 канала Y, регистры 28-32 канала
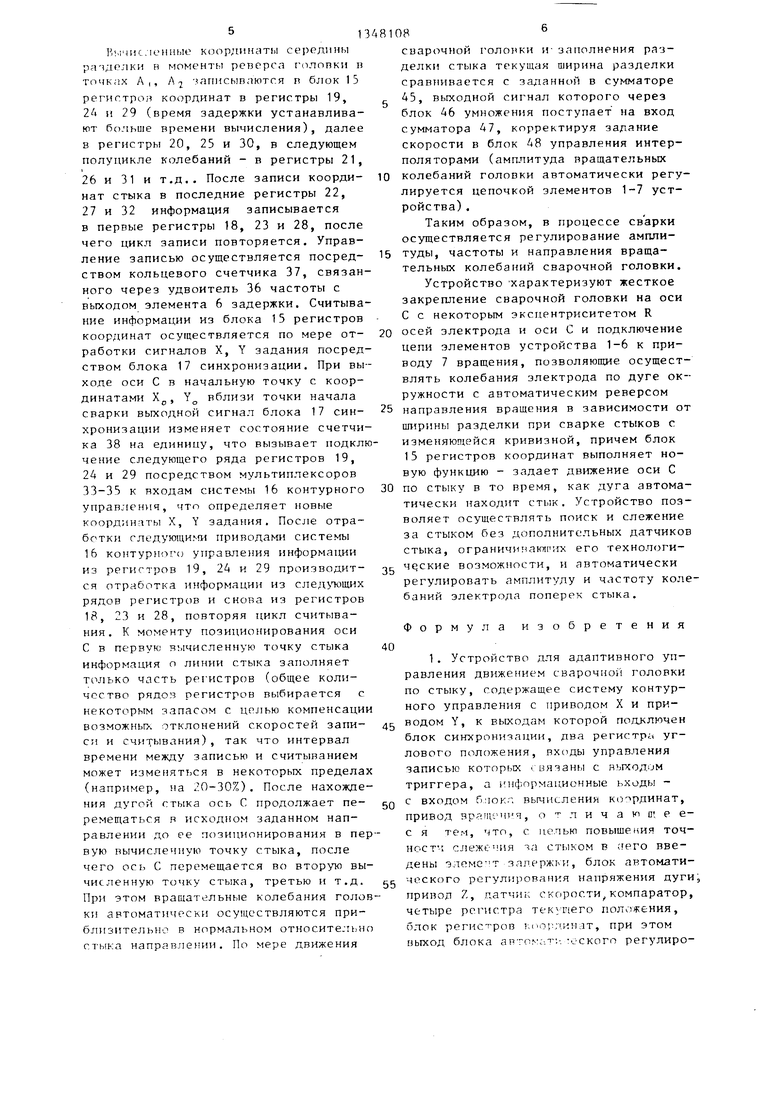
регулирора 1ия напряжения дуги (УПНД) привод 2 перемощения сгзарочной головки относитечьно вортикальной оси Z, датчик 3 скорс сти, компаратор А, триггер 5, элемент Ь задержки, привод 7 5 враще11ия, регистр 8 угла ср, поворота, соответствующего точке В,, регистр 9 угла ер. поворота головки, соответствующего точке В,, регистр 10 положения головки относительно оси X Р точке регистр 1 1 ;тол(жения головки относительно оси X в точке В,, регистр 12
45
50
положения голорки относительно оси Y в точке В,, регистр 13 положения головки относительно оси Y в точке Б, блок 14 вычисления кг ординат, подключенный входом к выходам регистров 8- 13, блок 15 регистров координат, связанный входами В, X, Y с соответствующими входами системы 16 контурного управления и блок 17 синхронизации, входы Х, Y которого соединены с выходами Х, Yf, блока 15 регистров координат, л входы X, Y; - с выхода- Ю1 системы 16 коитуг.ного управления. элементл f задержки связан с входом управлемия записью блока 15 регистров координат, шяход триггера 5 соединен с пхо;:а№ мпр.шления записью
В, мультиплексор 33 капала X, мультиплексор 34 канала Y, мультиплексор 35 канала В, пгпт.ледо ателъно соединенные удвоитель 36 ч а готы и счетчик 37, выходы которого подключены к входам управления записью регистров 18-32, вход удвоителя 36 частоты соединен с выходом элемента 6 задержки, счетчик 38, связанный выходом с вхо- В 40 управления мультиплексоров 33- 35 и входом с выходом блока 17 син- хрониза1щи.
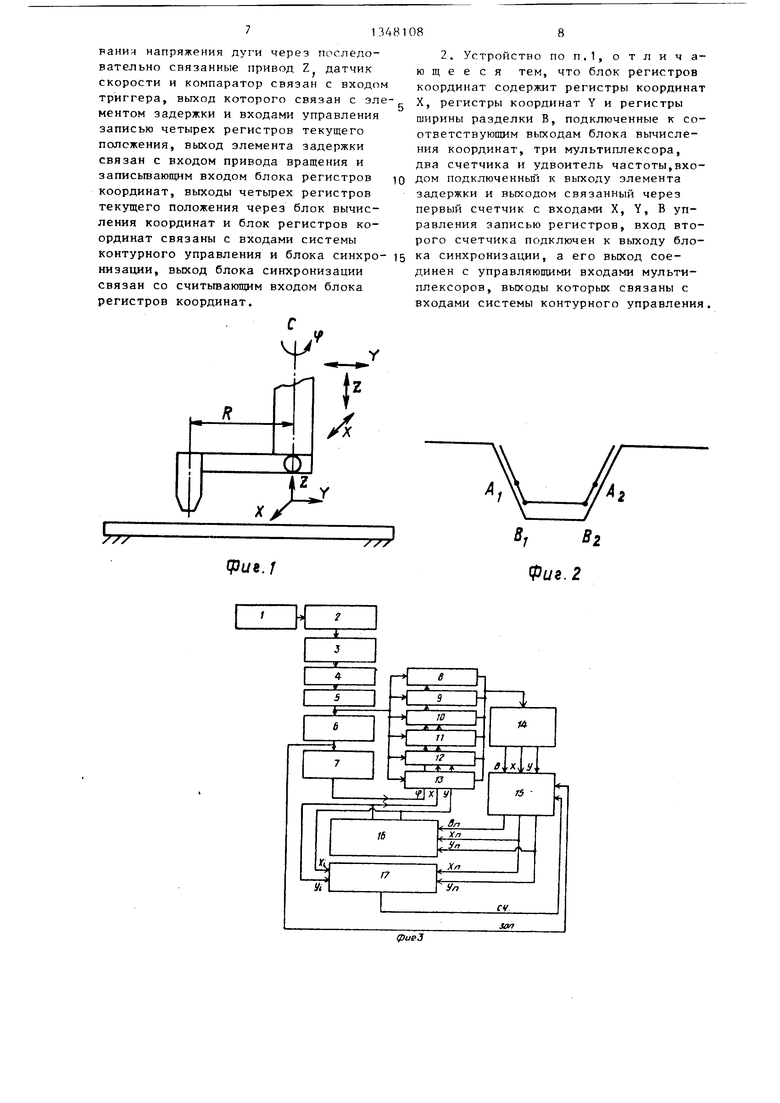
Систему 16 контурного управления образуют интерполяторы 39 и 40, подключенные к блоку управления следящими природами, пЬ Ходь) которого подключены к ну.пду привода X 42 и к входу привода Y ; 3, фо миропатепь 44 скорости, с огтияший из последовательно соед,ин(; ним:; гч-мматорл 45, блока 46 умножения, еуммлТ .фа 47 и блока 48 управлс-кия ингериоляторпми, Выходы приподоь X, Y (..ключены к входам X, Y блока i/ ( инхрс:н11заиии. Входы
инторполяторои 3 выходам X, Y б.чокл динат, nepKMi i иход ключен к Г координат, р I lT. и
подключены к 1) ре(истров коор- су,г лтора 45 под- J кл 15 регис тров Mj:,oM вход - к заlO
204Rl()82
регигтроп 8-13, и11(1)орма1 ,ио1Н1ые входы регистров В и 9 связаны с пьгходом привода 7 пратпния, информационные входы регистров 10 и 11 связаны с выходом X систем) If) контурного управления, информационные входы регистров 12 и 13 связаны с выходом Y системы контурного управления, выход блока 17 синхронизации подключен к входу управления считыванием блока 15 регистров координат.
Блок 1 АРНД выполнен в виде датчика напряжения, подключенных к входам 15 дифференциального усилителя, выход которого соединен с входом преобразователя напряжение - частота.
Компаратор 4 - цифровой, формирует на выходе сигнал логической единицы в случае превышения скорости вертикального подъема электрода, измеряемой датчиком 3 над заданны - значением и сигнал логического нуля в случае невыполнения указанного условия.Триг
по положительному перепаду напряжения на входе.
Блок 15 регистров координат содержит регистры 18-22 канала X, регистры
30 23-27 канала Y, регистры 28-32 канала
45
50
В, мультиплексор 33 капала X, мультиплексор 34 канала Y, мультиплексор 35 канала В, пгпт.ледо ателъно соединенные удвоитель 36 ч а готы и счетчик 37, выходы которого подключены к входам управления записью регистров 18-32, вход удвоителя 36 частоты соединен с выходом элемента 6 задержки, счетчик 38, связанный выходом с вхо- 40 управления мультиплексоров 33- 35 и входом с выходом блока 17 син- хрониза1щи.
Систему 16 контурного управления образуют интерполяторы 39 и 40, подключенные к блоку управления следящими природами, пЬ Ходь) которого подключены к ну.пду привода X 42 и к входу привода Y ; 3, фо миропатепь 44 скорости, с огтияший из последовательно соед,ин(; ним:; гч-мматорл 45, блока 46 умножения, еуммлТ .фа 47 и блока 48 управлс-кия ингериоляторпми, Выходы приподоь X, Y (..ключены к входам X, Y блока i/ ( инхрс:н11заиии. Входы
инторполяторои 3 выходам X, Y б.чокл динат, nepKMi i иход ключен к Г координат, р I lT. и
подключены к 1) ре(истров коор- су,г лтора 45 под- J кл 15 регис тров Mj:,oM вход - к за:i13
датчику номинальной ширины разделки (сигнал В на функционально схеме) . Второй вход сумматора 47 соединен с входом задатчика скорости сварки (сигнал VP на структурной схеме),
Блок 17 синхронизации состоит из компаратора X 49 и компаратора Y 50, выходы которых.цодключены к входам элемента И 51, выходом связанного че- рез одновибратор 52 с входом управления считьгеанием блока 15 регистров координат. Входы компараторов 49 и 50 соединен с выходами системы 16 контурного управления и блока 15 ре- гистров координат.
Счетчик 37 и кольцевой счетчик 38 счетчики двоичных чисел.
Устройство работает следующим образом.
Перед включением устройства записывают координаты начальной точки сварки Хд, J и номинальную ширину В разделки стыка свариваемого изделия в регистры 18, 23 и 28. Заданную ши- рину Bjj устанавливают также в задат- чике и подают на сумматор 45 формирователя 44 скорости системы 16 контурного управления. В задатчике контурной скорости (скорости сварки) уста- навливают требуемое значение номинальной скорости сварки V и вводят его в cyNfbiaTop А7 форг-шрователя 44 скорости. Далее располагают ось С со сварочной головкой в исходной точке с нулевыми координатами (или некоторыми заданными, определяющими исходное направление движения оси С), после чего включают устройство. В исходном состоянии дуга не горит, привод вращения отключен и сварочная головка неподвижна относительно оси С, счетчики 37 и 38 и остальные регистры при включении содержат нулевую информацию, мультиплексоры 33-35 подключа- ют выходы регистров 22, 27 и 32 соответственно к входам X, Y, В системы 16 контурного управления. Ось С со CBapo4Hofi головкой начинает движение к начальной точке Х, Y , определяю- щей точку начала сварки (по прямой со скоростью сварки V). При приближении оси С к начальной точке Х, Y. автоматически зажигается осциллятором дуга, включается привод 7 вращения и сварочная головка начинает вращаться в одном направлении относительно оси С, пересекая разделку стыка в точках А), В) , Bj, А. При вращении головки
08 4
относительно оси (; ее вертикальное положение регулируется следующим приводом Z 2 посредством блока 1 АРНД, электрод при вращении головки эквидистантно копирует контур разделки стыка. Компаратор 4 в момент подъема электрода в точках В,, В фиксирует превьпиение скорости подъема электрода, измеряемой датчиком 3, над некоторой заданной (для сварки неплавящимся электродом заданную скорость подъема устанавливают близкой к нулю или равной половине номинальной скорости подъема электрода при заданной частоте колебаний поперек стыка) скоростью, в результате .чего триггер 5 изменяет свое состояние, производя через время задержки, определяемое элементом 6 задержкут, реверс двигателя привода 7 вращения. Таким образом, головка соверщает колебательные движения относительно стыка с амплитудой, определяемой шириной разделки и временем задержки элемента 6 задержки. В моменты подъема электрода В,, В в регистрах В и 9 по сигналу триггера 5 фиксируются углы поворота Ср, и LP относительно оси С, соответствующие точкам В,, В, и одновременно в регистрах 10-13 фиксируются соответственно текущие координаты X,, Х, Y,, Y оси С, поступаюпше с датчиков положения приводов 42 и 43 системы 16 контурного управления. За время задержки элемента 6 в блоке 14 вычисления координат производится вычисление Координат средней линии стыка по следую1дим формулам:
х. Ь ГУ, Y; +Rsintf;,
Y, +Y2
X, X; +Rcos cfii
X X; +Rcos qjjj
Y, , (),
де R - расстояние между осями сварочной головки (электрода) и осью С вращения; В - ширина разделки;
Индексы обозначают:
1- координаты, соответствующие
точке В I;
2- координаты, соответствующие
точке
i - текущие координаты; С - координаты оси С,
1
Вычисленные ксзординаты середины рачделки н моменты реверса гсхтопки и точк; Х А|, Л 2 .итписыплются п блок 15 регистро; координат в регистры 19, 2Д и 29 (время задержки устанавливают бс). 1ьше времени вычисления), далее в регистры 20, 25 и 30, в следующем полуцикле колебаний - в регистры 21,
26и 31 и т.д.. После записи коорди- нат стыка в последние регистры 22,
27и 32 информация записывается
в первые регистры 18, 23 и 28, после чего цикл записи повторяется. Управление записью осуществляется посред- ством кольцевого счетчика 37, связанного через удвоитель 36 частоты с выходом элемента 6 задержки. Считывание информации из блока 15 регистров координат осуществляется по мере от- работки сигналов X, Y задания посредством блока 17 синхронизации. При выходе оси С в начальную точку с координатами Х, Y вблизи точки начала сварки выходной сигнал блока 17 син- хронизации изменяет состояние счетчика 38 на единицу, что вызывает подключение следующего ряда регистров 19, 24 и 29 посредством мультиплексоров 33-35 к входам системы 16 контурного управления, что определяет новые координаты X, Y задания. После отработки гледующи.-яи приводами системы 16 контурнот о управления информации из регистров 19, 24 и 29 производит- ся отработка информации из след тощих рядов регистров и снова из регистров 18, 23 и 28, повторяя цикл считывания. К моменту позиционирования оси С в первую вычисленную точку стыка информация о линии стыка заполняет TevibKO часть регистров (общее количество рядов регистров выбирается с некоторым запасом с целью компенсации возможные, отклонений скоростей запи- си и считывания), так что интервал времени между записью и считыванием может изменяться в некоторых пределах (например, на 20-30%). После нахождения дугой стыка ось С продолжает пе- ремещаться в исходном заданном направлении до ее позиционирования в первую вычисленную точку стыка, после чего ось С перемещается во вторую вычисленную точку стыка, третью и т.д. При этом вращательные колебания головки автоматически осуществляются приблизительно в нормальном относител1;Но направлении. По мере движения
08
сварочной голонки и-заполнения разделки стыка текущая ширина разделки сравнивается с заданной в сумматоре 45, выходно сигнал которого через блок 46 умножения поступает на вход сумматора 47, корректируя задание скорости в блок 48 управления интерполяторами (амплитуда вращательных колебаний головки автоматически регулируется цепочкой злементов 1-7 устройства) .
Таким образом, в процессе сварки осуществляется регулирование амплитуды, частоты и направления вращательных колебаний сварочной головки.
Устройство характеризуют жесткое закрепление сварочной головки на оси С с некоторым эксцентриситетом R осей электрода и оси С и подключение цепи элементов устройства 1-6 к приводу 7 вращения, позволяющие осуществлять колебания электрода по дуге окружности с автоматическим реверсом направления вращения в зависимости от ширины разделки при сварке стыков с изменяющейся кривизной, причем блок 15 регистров координат выполняет новую функцию - задает движение оси С по стыку в то время, как дуга автоматически находит стык. Устройство позволяет осуществлять поиск и слежение за стыком без дополнительных датчиков стыка, ограничивающих его технологические возможности, и автоматически регулировать амплитуду и частоту колебаний электрода поперек стыка.
Формула изобретения
1. Устройство для адаптивного управления движением сварочной головки по стыку, содержащее систему контурного управления с приводом X и приводом Y, к выходам которой под ;лючен блок синхронизации, два регистра углового положения, входы управления записью которых связаны с ныходом триггера, а информационные ьходы - с входом блок. вычислении координат, привод зра Ц .чи ч, о т л и ч а ю щ е е- с я тем, что, с целью повышения точное т ; слежечия та стыком в аего введены злеме т задержки, блок автоматического регулирования напряжения дуги принод Z, датчик скорости компаратор, четыре регистра текущего положения, блок регистров ,,1т, при этом ныход блока .-. :ескогп регулироранич напряжения дуги через последовательно связанные привод Z датчик скорости и компаратор связан с входом триггера, выход которого связан с элементом задержки и входами управления записью четырех регистров текущего положения, выход элемента задержки связан с входом привода вращения и записьгоающим входом блока регистров координат, выходы четырех регистров текущего положения через блок вычисления координат и блок регистров координат связаны с входами системы контурного управления и блока синхро- низации, выход блока синхронизации связан со считьтающим входом блока регистров координат.
2. Устройство по п.1, о т л и ч а- ю щ е е с я тем, что блок регистров координат содерясит регистры координат X, регистры координат Y и регистры ширины разделки В, подключенные к соответствующим вькодам блока вычисления координат, три мультиплексора, два счетчика и удвоитель частоты,входом подключенньй к выходу элемента задержки и выходом связанный через первый счетчик с входами X, Y, В управления записью регистров, вход второго счетчика подключен к выходу блока синхронизации, а его выход соединен с управляющими входами мультиплексоров, выходы которых связаны с входами системы контурного управления
фае.;
Фиг. 2
I
42
43
45
c
47
/
k
JS
i
ЛГ
УП
T
45
V-
45
1
Vo
/
фиг5
Редактор А. Orар
Составитель В. Грибова
Техред А.Кравчук КорректорВ. Гирняк
Заказ 5149/12Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 6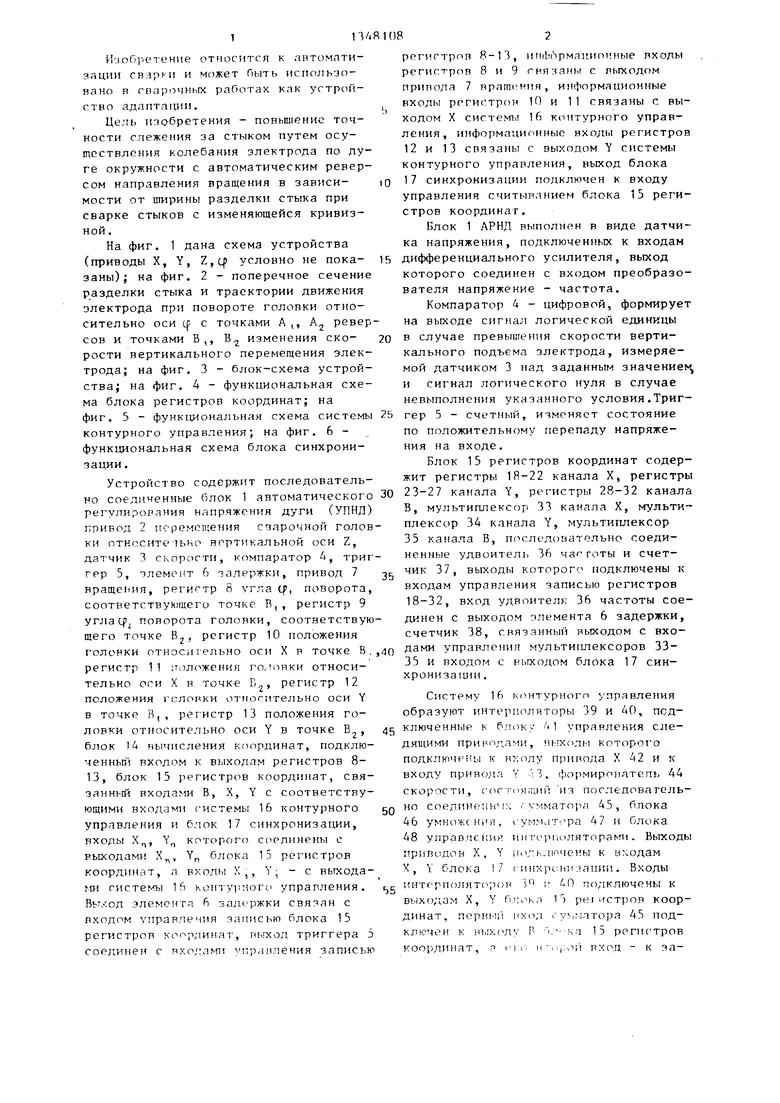
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1311885A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство слежения за стыком | 1987 |
|
SU1445880A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1985 |
|
SU1368127A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Устройство для автоматического направления сварочной головки по стыку | 1982 |
|
SU1199516A1 |

Изобретение относится к автоматизации сварки и м.б. использовано в сварочных работах как устройство адаптации робота. Устройство содержит триггер, привод вращения, блок вычисления координат, систему контурного управления, блок синхронизации. С целью повьппения точности слежения за стыком устройство снабжено блоком автоматического регулирования напряжения дуги, приводом перемещения головки по вертикальной оси, датчиком скорости, компаратором, элементом задержки, регистрами и блоком регистров координат. Сварочная головка жестко закреплена на вращающейся оси с некоторым эксцентриситетом, позволяющим осуществлять колебания электрода по дуге окружности с автоматическим реверсом направления вращения в зависимости от ширины разделки стыка при сварке стыков с изменяющейся кривизной. При этом блок регистров координат задает движение оси вращения по стыку. Датчиком стыка является дуга. 1 з.п. ф-лы, 6 ил. (Л со 4 X)
| Патент США № 4215299, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
