Изобретение относится к области машиностроения.
Целью изобретения является повышение качества обработки и снижение энергоемкости процесса.
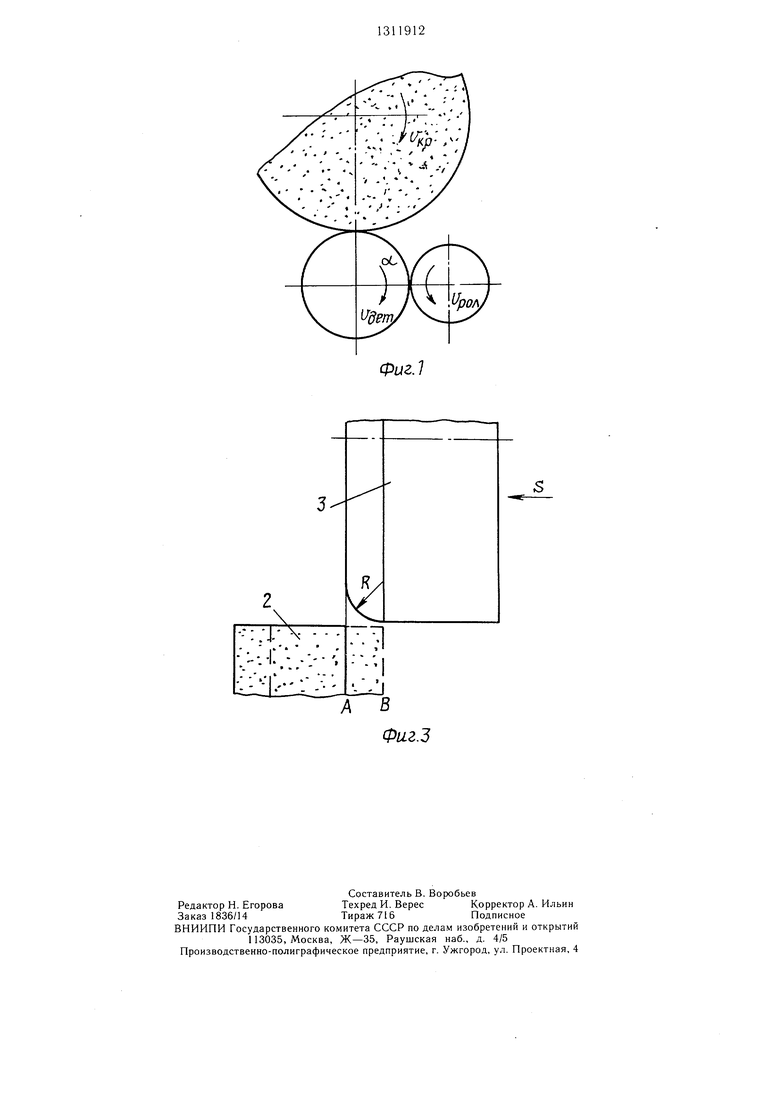
На фиг. 1 изображена схема обработки, вид инструментов с торца; на фиг. 2 - схема обработки с осевым смещением инструментов; на фиг. 3 - перекрытие шлифовального круга и деформирующего элемента.
Обработка осуществляется следующим образом.
Заготовка 1 закрепляется в центрах станка и приводится во вращение. Режущий инструмент, вьшолнен«ый в виде шлифовального круга 2, и деформирующий элемент (ролик) 3 жестко закрепляют относительно заготовки 1 и задают движение подачи S. Шлифовальный круг и деформирующий ролик вращаются в противоположные стороны, причем деформирующий ролик может быть снабжен индивидуальным приводом вращения. Шлифовальный круг снимает определенный припуск, а деформирующий ролик производит пластическое деформирование обрабатываемой поверхности. Осевое смещение шлифовального круга и деформирующего ролика берут из условия их взаимного перекрытия на величину не более радиуса рабочей части деформирующего элемента (ролика). Такая установка обеспечивает наложение температурных полей, образующихся при щлифовании и пластическом деформировании, что позволяет поддерживать температуру объема деформируемого металла от 200-300 до 600--800°С. Вследствие этого ролик производит не холодную, а теплую деформацию, что уменьшает потребление энергии (по сравнению с холодным деформированием) примерно вдвое.
Кроме этого, применение теплового пластического деформирования позволяет получить высокое качество поверхностного слоя деталей: наряду с повышенной прочностью сохраняется высокий уровень пластичности и вязкости. Структурные исследования показали, что высокий уровень механических свойств деталей обусловлен формированием развитой и устойчивой структуры и общей фрагментацией тонкого строения в результате теплового пластического деформирования. Следует отметить также, что при определенных условиях обработки на некоторых
5
материалах проявляется эффект сверхпластичности. Это открывает больщие возможности для получения сложных профилей на поверхности детали пластическим деформированием без разрушения. Шлифовальный круг и деформирующий ролик в процессе работы должны перекрывать друг друга в пределах отрезка А-В.
Как показали исследования, каждая точ0 ка обрабатываемой поверхности должна показаться из-под шлифовального круга под деформирующий ролик не более чем через 1/4 оборота детали. Это. достигается угловым смещением деформирующего элемента относительно круга на угол 45-90° в направлении, совпадающем с направлением вращения заготовки. При этом надо учитывать, что пластическая деформация начинается на определенном расстоянии от вершины деформирующего ролика в направле0 НИИ подачи, соизмеримом с радиусом его рабочей части. При обработке гладкого вала из стали 45, НВ 160-180, были использованы следующие режимы обработки: скорость вращения шлифовального круга
г 35 м/с, скорость вращения заготовки 3 м/мин, глубина шлифования 0,05 мм, подача инструментов 0,6 м/об.
Формула изобретения
0 Способ комбинированной обработки, при котором обрабатываемую заготовку враша- ют и вводят в контакт со шлифовальным кругом и смещенным относительно его в осевом направлении деформирующим элементом с радиусной рабочей кромкой, при
5 этом шлифовальный круг и деформируюпхий элемент вращают и сообщают им осевое относительно заготовки перемещение, отличающийся тем, что, с целью повыщения качества обработки путем увеличения глубиQ ны деформации обрабатываемой заготовки, деформирующий элемент дополнительно смещают на угол 45-90° относительно шлифовального круга в окружном направлении, совпадающем с направлением вращения заготовки, и вращают в сторону, противо5 положную вращению щлифовального круга, причем осевое с.мещение шлифовального круга и ролика берут из условия их взаимного перекрытия на величину не более радиуса рабочей кромки деформирующего элемента.
Фиг.1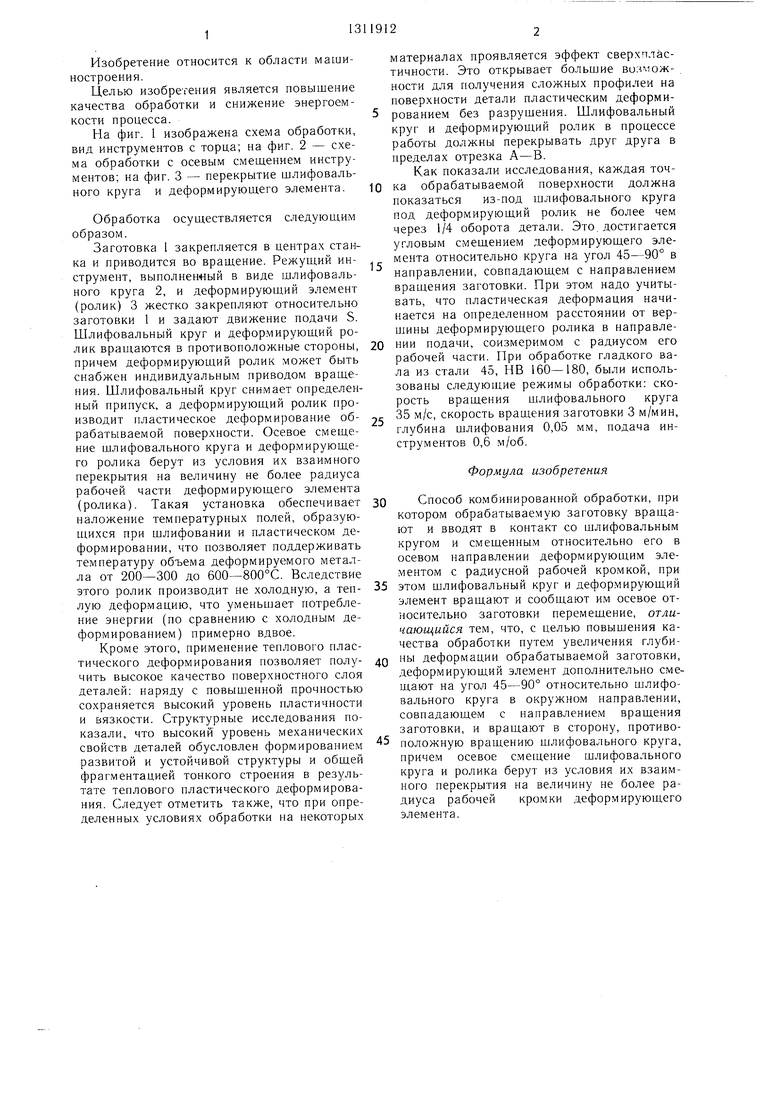
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464154C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464155C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2370355C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| Инструмент для совмещенной черновой и чистовой обработки | 1989 |
|
SU1698040A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
Изобретение относится к области машиностроения, в частности к методам комбинированной обработки деталей. Целью изобретения является повышение качества обработки и снижение энергоемкости процесса. Обработка цилиндрической заготовки 1 проводится с использованием шлифовального круга 2 и деформирующего ролика 3 с радиусной рабочей кромкой. Инструменты смеш,ены относительно друг друга как в осевом, так и в окружном направлении. Оптимальным смещением будет такое, при котором краевые участки перекрывают друг друга на величину, не превышающую радиуса рабочей кромки ролика. Деформирующий ролик смещен в окружном направлении относительно шлифовального круга в сторону вращения заготовки Шлифовальный круг и ролик вращают в противоположньЕе стороны. 3 ил. О5 СО ГО .2
| Инструмент для чистовой обработки поверхностей вращения | 1984 |
|
SU1155431A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
