3
расширение технологических возможностей за счет обеспечения объемной художественной обработки изделий цилиндрической формы. Для этого установка, содержащая станину 1 со шпиндельным узлом 22 для крепления обрабатываемых изделий 21, снабжена салазками 12 для крепления инструмента 13, подвижно закрепленными на планшайбе 10. Планшайба 10 закреплена
Изобретение относится к области обработки материалов свободным абразивом, а именно к установкам для объемной художественной обработки изделий из хрупких материалов, преимущественно из природного камня.
Целью изобретения является расширение технологических возможностей за счет обеспечения художественной обработки изделий цилиндрической формы.
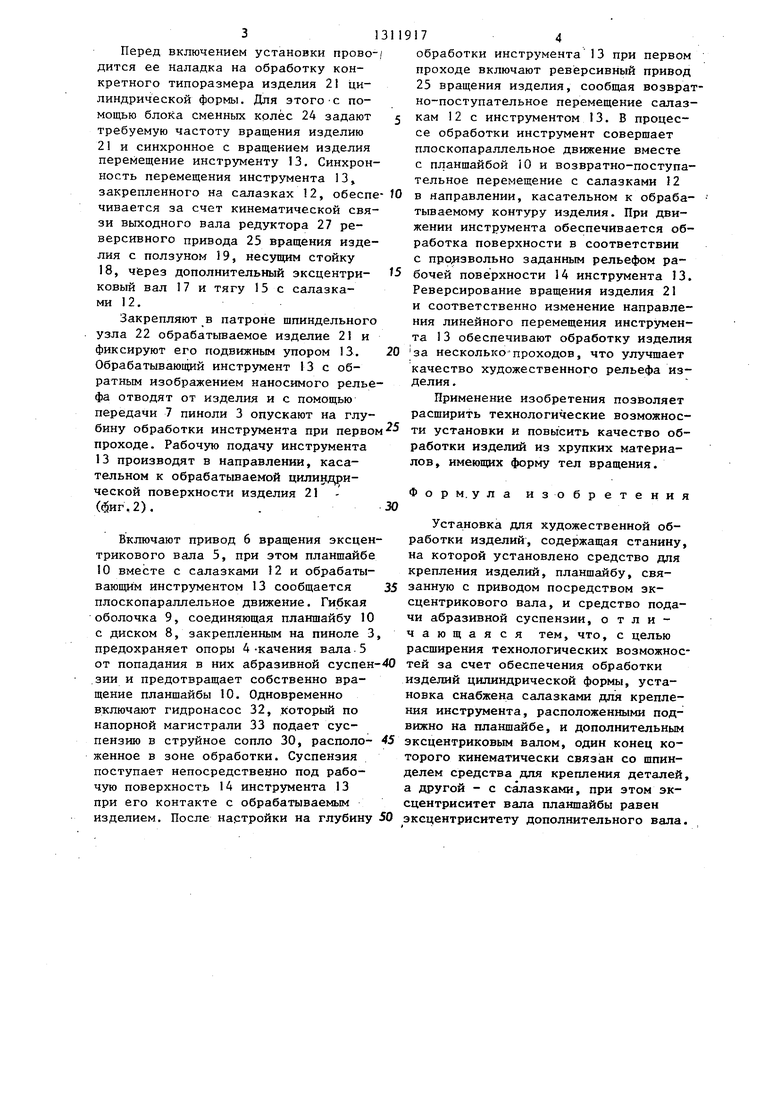
На фиг.1 схематично представлена установка для художественной обработки изделий; общий вид; на фиг.2 - сечение А-А на .фиг.1.
Установка состоит из станины 1, на которой закреплена вертикальная колонна 2, снабженная пинолью 3. В пиноли 3 на опорах 4 качения установлен эксцентриковый вал 5, который ременной передачей связан с приводом 6 вращения вала 5. Пиноль 3 установлена в колонне 2 с возможностью осевого перемещения от передачи 7 винт - гайка. На торце пиноли 3 за- креплен диск 8, который связан посредством гибкой оболочки 9 с планшайбой 10, закрепленной на конце эксцентрикового вала 5.
В планшайбе 10 выполнены направляющие 11, в которых подвижно установлены салазки 12. На салазках 12 зaкpeплe обрабатывающий инструмент 13, вьтолненньш в виде рейки с рабочей поверхностью 14, имеющей обратное объемное изобра кение художественного рельефа, наносимого на изделие (фиг.2).
К салазкам 12 прикреплена тяга 15 (прказанная в плоскости чертежа), имеющая на конце шарнирную опору 16
917
на конце эксцентрикового вала 5,рас- положенного в пиноли 3 и связанного с приводом 6 враш,ения вала. Салазки 12 посредством дополнительного эк- сцентрикового вала 17 кинематически связаны с реверсивным приводом 25 враш.ен.ия изделия 21 . Причем эксцентриситет вала 5 планшайбы 10 равен эксцентриситету дополнительного вала 17. 2 ил.
В опоре 16 тяги 5 консольно установлен дополнительный эксцентриковый вал 17. Вал 17 вторым концом также шарнирно связан со стойкой 18. Стой- ка 18 жестко закреплена на ползуне 19, расположенном в направляющих 20, выполненных в станине 1. Дополнительный эксцентриковый вал 17 выполнен с эксцентриситетом, равным эксцен
5
триситету вала 5 планшайбы 10.
I
Средство для крепления обрабатываемого изделия 21 выполнено в виде шпиндельного узла 22, соосно которо0
му на станине закреплен подвижный упор 23. Шпиндельный узел 22 через блок сменных колес . 24 соединен с реверсивным приводом 25 вращения изделия 21. Реверсивный привод 25 вклю. чает в себя электродвигатель 26 и червячный редуктор 27. Выходной вал .редуктора 27 кинематически связан через блок сменных колес 24 со шпин5 дельным узлом 22 и ползуном 19 посредством зубчато-реечной передачи 28, рейка которой закреплена на ползуне 19.
Средство подачи абразивной суспенQ зии состоит,из камеры 29, экранирующей зону обработки, струйного сопла 30 и сборника 31 абразивной суспензии, расположенного в днище камеры 29. Подача суспензии к струйному, соплу 30 осуществляется гидронасосом 32 по напорной магистрали 33. Суспензия подается в зону контакта инструмента 13 с обрабатываемым изделием 21 (фиг.2). Отработанная суспензия стекает в сборник 31.
Установка работает следующим образом.
0
Перед включением установки прово-/ дится ее наладка на обработку конкретного типоразмера изделия 21 цилиндрической формы. Для этого-с помощью блока сменных колёс 24 задают требуемую частоту вращения изделию 21 и синхронное с вращением изделия перемещение инструменту 13, Синхронность перемещения инструмента 13, закрепленного на салазках 12, обеспе- 10 чивается за счет кинематической связи выходного вала редуктора 27 реверсивного привода 25 вращения изделия с ползуном 19, несущим стойку 18, через дополнительный эксцентри- 5 ковый вал 17 и тягу 15 с салазками 12,
Закрепляют в патроне шпиндельного узла 22 обрабатываемое изделие 2I и фиксируют его подвижным упором 13, 20 Обрабатывающий инструмент 13 с обратным изображением наносимого рельефа отводят от изделия и с помощью передачи 7 пиноли 3 опускают на глубину обработки инструмента при первом проходе. Рабочую подачу инструмента 13 производят в направлении, касательном к обрабатываемой цилиндфи- ческой поверхности изделия 21 (§иг,2),.30
Включают привод 6 вращения эксцентрикового вала 5, при этом планшайбе 10 вместе с салазками 12 и обрабатывающим инструментом 13 сообщается 35 плоскопараллельное движение. Гибкая оболочка 9, соединяющая планшайбу 10 с диском 8, закрепленным на пиноле 3, предохраняет опоры 4-качения вала.5
обработки инструмента 13 при перв проходе включают реверсивный прив 25 вращения изделия, сообщая возв но-поступательное перемещение сал кам 12 с инструментом 13, В проце се обработки инструмент совершает плоскопараллельное движение вмест с планшайбой 10 и возвратно-посту тельное перемещение с салазками 1 в направлении, касательном к обра тываемому контуру изделия. При дв жении инструмента обеспечивается работка поверхности в соответстви с про извольно заданным рельефом р бочей поверхности 14 инструмента Реверсирование вращения изделия 2 и соответственно изменение направ ния линейного перемещения инструм та 13 обеспечивают обработку издел за несколько Проходов, что улучшае качество художественного рельефа делия .
Применение изобретения позволя расширить технологические возможн ти установки и повысить качество о работки изделий из хрупких материа лов, имеющих форму тел вращения.
Форм.ула изобретени
Уста.новка для художественной об работки изделий, содержащая станин на которой установлено средство дл крепления изделий, планшайбу, связанную с приводом посредством эксцентрикового вала, и средство под чи абразивной суспензии, отличающаяся тем, что, с целью расширения технологических возможн
от попадания в них абразивной суспен-40 тей за счет обеспечения обработки
.зии и предотвращает собственно вращение планшайбы 10. Одновременно включают гидронасос 32, который по напорной магистрали 33 подает суспензию в струйное сопло 30, располо- 45 женное в зоне обработки. Суспензия поступает непосредственно под рабочую поверхность 14 инструмента 13 при его контакте с обрабатываемым
изделий цилиндрической формы, установка снабжена салазками для крепления инструмента, расположенными подвижно на планшайбе, и дополнительным эксцентриковым валом, один конец которого кинематически связан со шпинделем средства для крепления деталей, а другой - с салазками, при этом эксцентриситет вала планшайбы равен
изделием. После нартройки на глубину 50 эксцентриситету дополнительного вала.
обработки инструмента 13 при первом проходе включают реверсивный привод 25 вращения изделия, сообщая возвратно-поступательное перемещение салазкам 12 с инструментом 13, В процессе обработки инструмент совершает плоскопараллельное движение вместе с планшайбой 10 и возвратно-поступательное перемещение с салазками 12 в направлении, касательном к обраба- тываемому контуру изделия. При движении инструмента обеспечивается обработка поверхности в соответствии с про извольно заданным рельефом рабочей поверхности 14 инструмента 13. Реверсирование вращения изделия 21 и соответственно изменение направления линейного перемещения инструмента 13 обеспечивают обработку изделия за несколько Проходов, что улучшает качество художественного рельефа изделия .
Применение изобретения позволяет расширить технологические возможности установки и повысить качество обработки изделий из хрупких материалов, имеющих форму тел вращения.
Форм.ула изобретения
Уста.новка для художественной обработки изделий, содержащая станину, на которой установлено средство для крепления изделий, планшайбу, связанную с приводом посредством эксцентрикового вала, и средство подачи абразивной суспензии, отличающаяся тем, что, с целью расширения технологических возможносизделий цилиндрической формы, установка снабжена салазками для крепления инструмента, расположенными подвижно на планшайбе, и дополнительным эксцентриковым валом, один конец которого кинематически связан со шпинделем средства для крепления деталей, а другой - с салазками, при этом эксцентриситет вала планшайбы равен
V/VV
Фиг. 2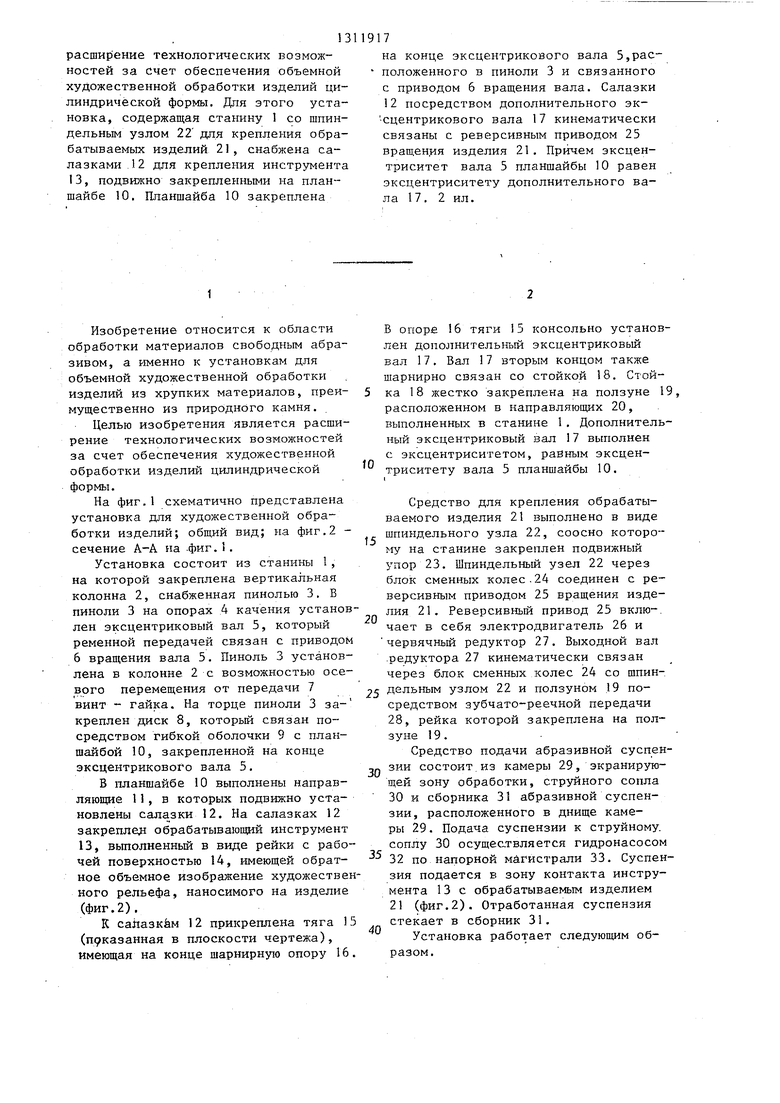
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки неметаллических материалов | 1982 |
|
SU1110052A1 |
| Установка для художественной обработки изделий | 1984 |
|
SU1311916A1 |
| Установка для обработки неметаллических материалов | 1984 |
|
SU1214401A1 |
| Установка для обработки неметаллических материалов | 1983 |
|
SU1234173A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Способ копировальной обработки природного камня и станок для его осуществления | 1985 |
|
SU1818241A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
Изобретение относится к области обработки материалов свободным абразивом, а именно к устройствам для объемной декоративно-художественной обработки наружных поверхностей изделий. Целью изобретения является W
Редактор Н.Егорова
Составитель В.Жуков Техред А.Кравчук
Заказ 1922/15 Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полигр.афическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Пожо
