Изобретение относится к обработке деталей из хрупких и твердьк материалов с целью получения на поверхности объемного изображения.
Цель изобретения - повышение производительности путем сокращения вспомогательного времени на снятие и установление обрабатываемых деталей.
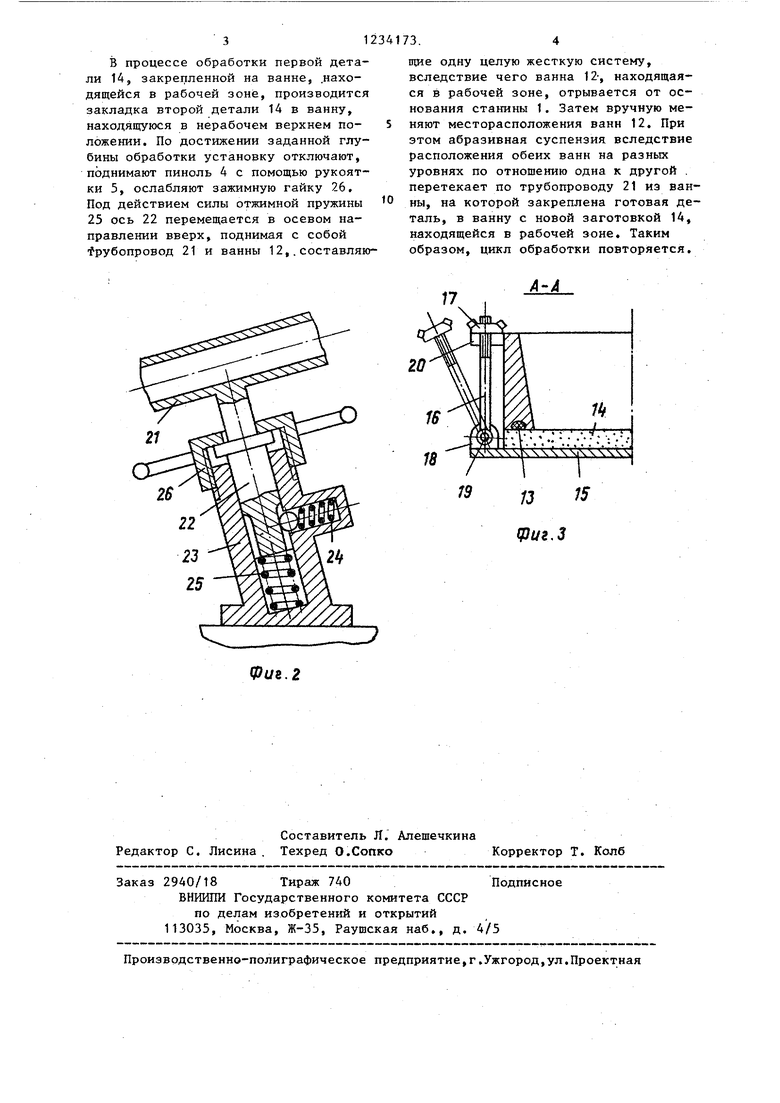
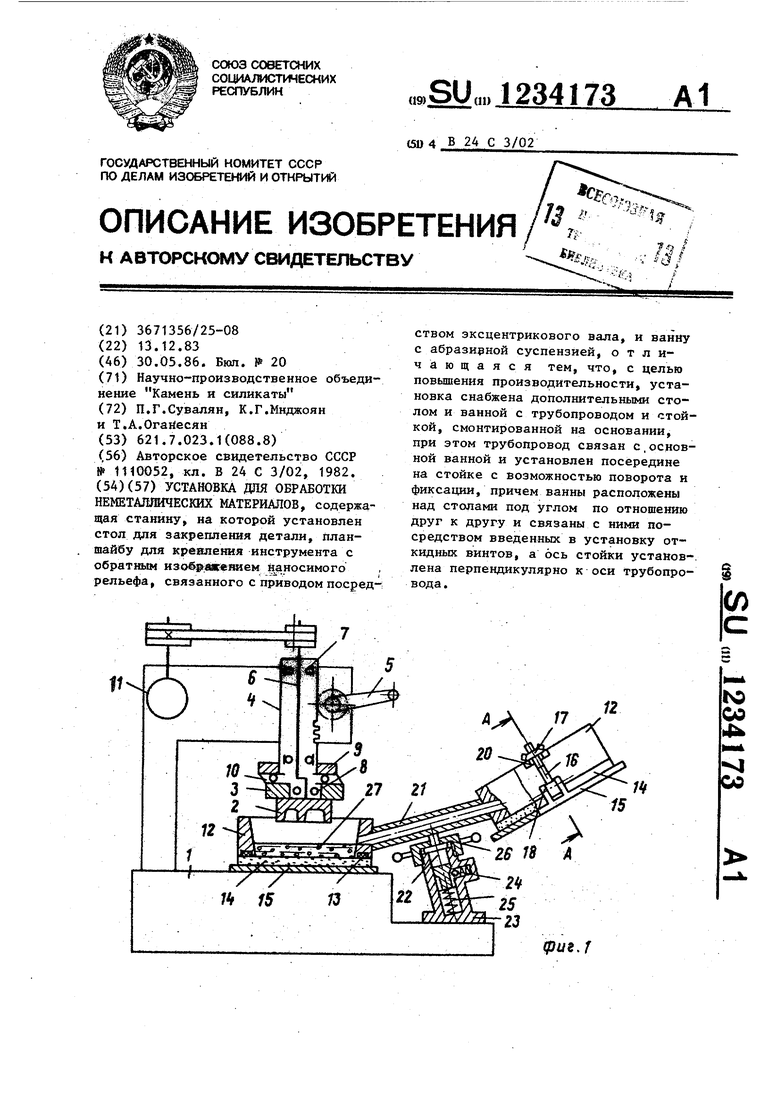
На фиг. 1 схематически изображена предлагаемая установка, общий вид; на фиг. 2 - механизм поворота и фиксации ванн установки; на фиг.З - разрез А-А на фиг. 1 .
Установка содержит станину 1, инструмент 2 с обратным изображением иаиосимого рельефа, жестко закреп- евйый на планшайбе 3 пиноли 4 с возможностью перемещения в вертикальном направлении с помощью рукоятки 5. ерез пиноль 4 проходит вал 6, насаенный на подшипник 7. Шейка вала выполнена с эксцентриситетом и сое- динена с планшайбой 3 с помощью подшипника 8. Планшайба 3 связана с пи- нолью 4 посредством упорного подшипника 9, а ее части соединены одна с другой при помощи ограничителя 10 вращения, выполненного в виде упругого кольцевого элемента. Вращение эксцентриковому валу 6 передается от электродвигателя 11 через ременную передачу.
Установка снабжена двумя ваннами 12, в нижней части которых рас- положень уплотнительные кольца 13, В качестве дна для ванн служат обра- батьшаемые детали (заготовки) 14, установленные на столах 15 с откидными винтами 16 и зажимными гайками 17.. На столах 15 имеются ушки 18 с осями 19, на которых насажены откидные винты 16 с возможностью свободного поворота вокруг оси. На верхней части ванны выполнены выступы
20с пазами, по которым перемещаются откиднью винты 16, Стол 15с деталью 14 крепится к ваннам 12 с помощью гаек 17, насаженных на откидные винты .
Ванны 12 расположены под углом по отношению одна к друной и жестко соединены между собой трубопроводом
21по принципу сообщающихся сосудов. На средней части трубопровода 21 перч пендикулярно к ней выполнена ось 22
с возможностью поворота в неподвижной стойке 23, Последняя жестко соединена со станиной 1 и снабжена
фиксатором 24. Между дном отверстия стойки 23 и торцом оси 22 размещена отжимная пружина 25. На верхней части стойки 23 с помощью резьбового
соединения насажена зажимная гайка 26, В ванне 12 находится абразивная суспензия 27.
Установка работает следующим образом.
В исходном положении пиноль 4 с помощью рукоятки 5 поднимают в верхнее положение. Деталь 14 с помощью стола 15, откидных винтов 16 и гаек 17 поджимается к нижней части ванны 12, находящейся в нерабочем верхнем положении. После этого отжимают зажимную гайку 26, Под действием силы отжимной пружины 25 ось 22 перемеща- |ется в осевом направлении (вверх), поднимая с собой трубопровод 21 с ваннами 12, вследствие чего ванна 12. находящаяся в рабочей зоне, отрьгеа- ется от основания станины 1. Затем вручную, поворачивая ванны 12 вокруг
стойки 23 (на 180°) до срабатывания фиксатора 24, меняют их месторасположения С помощью зажимной гайки 26 осуществляется опускание оси 22, что приводит, соответственно, к прижиму
жестко связанной с ней посредством трубопровода 21 ванны 12 к основанию станины 1, Ванну 12, находящуюся в рабочей зоне, заливают рабочим агентом - абразивцой суспензией 27. После этого с помощью рукоятки 5 пиноль 4 опускают до прикосновения инструмента 2 к заготовке; 14.
Включают электродвигатель 11, который с помощью ременной передачи
сообщает вращательное движение валу 6, при этом планшайба 3 и жестко закрепленный на ней инструмент 2 получают колебательное движение ввиду эксцентриситета шейки вала 6, Вращательному движению планшайбы 3 препятствует упругий кольцевой элемент 10,
Абразивные частицы, попадающие под сложнопрофильный инструмент 2 и находясь под давлением последнего, производят микроразрушения. Инструмент 2 постепенно углубляется в заготовку 14, копируя на ней (;вой рельеф, одновременно сообщая колебательное движение суспензии и обеспечивая взвешенное состояние частиц абразива в воде.
В процессе обработки первой детали 14, закрепленной на ванне, .находящейся в рабочей зоне, производится закладка второй детали 14 в ванну, находящуюся в нерабочем верхнем положении. По достижении заданной глубины обработки установку отключают, поднимают пиноль 4 с помощью рукоятки 5, ослабляют зажимную гайку 26, Под действием силы отжимной пружины 25 ось 22 перемещается в осевом направлении вверх, поднимая с собой fpyбoпpoвoд 21 и ванны 12,.составляю
щие одну целую жесткую систему, вследствие чего ванна 12, находящаяся в рабочей зоне, отрывается от основания станины 1. Затем вручную меняют месторасположения ванн 12. При этом абразивная суспензия вследствие расположения обеих ванн на разных уровнях по отношению одна к другой , перетекает по трубопроводу 21 из ванны, на которой закреплена готовая деталь, в ванну с новой заготовкой 14, находящейся в рабочей зоне. Таким образом, цикл обработки повторяется.
А-А
Фиг. 2
Составитель Л. Алешечкина Редактор С. Лисина. Техред О.СопкоКорректор Т. Колб
Заказ 2940/18 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по де.пам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная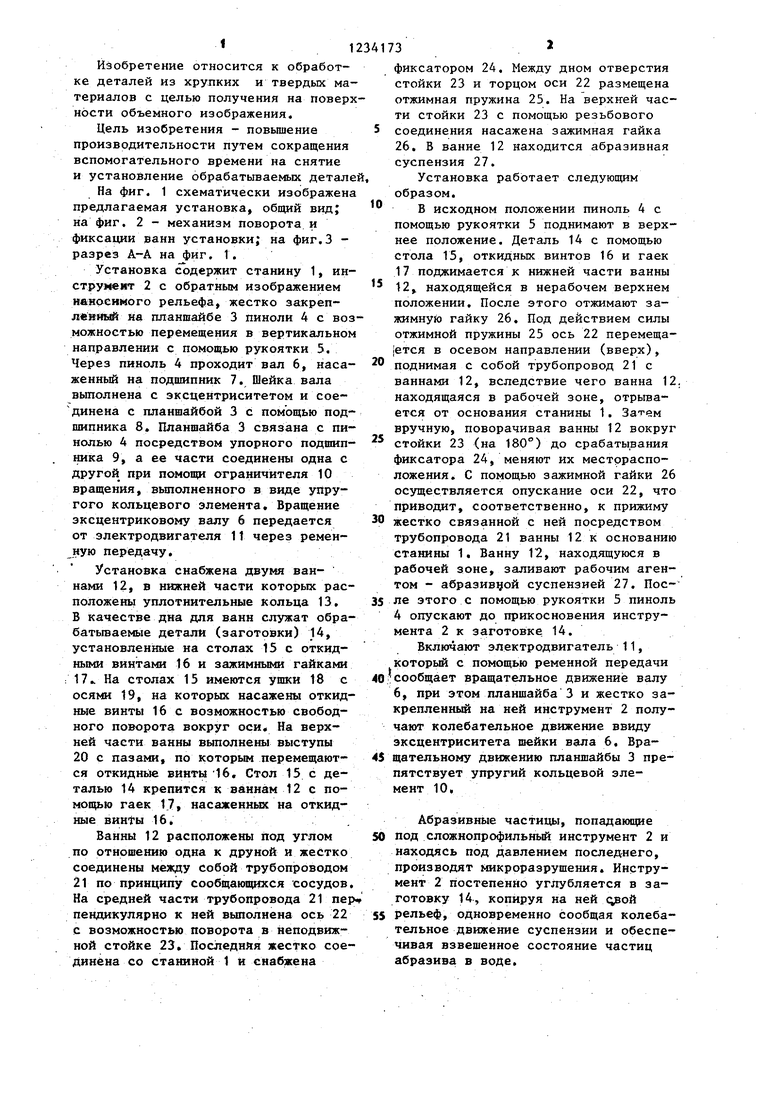
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки неметаллических материалов | 1982 |
|
SU1110052A1 |
| Установка для художественной обработки изделий | 1984 |
|
SU1311916A1 |
| Устройство для ленточного шлифования лопаток гтд | 1974 |
|
SU524676A1 |
| Установка для художественной обработки изделий | 1985 |
|
SU1311917A1 |
| Устройство для обработки фасонного изделия | 1985 |
|
SU1271723A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Установка для обработки неметаллических материалов | 1984 |
|
SU1214401A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Стенд для сборки прессовых соединений деталей типа вал-втулка | 1974 |
|
SU506487A1 |
| Установка для обработки неметаллических материалов | 1982 |
|
SU1110052A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
