Изобретение относится к деревообрабатывающему оборудованию, а конкретно к пакетоукладчикам пакетоформирующих машин для укладки пиломатериалов, и является усовершенствованием устройства по авт. св. № 821354.
Цель изобретения - расширение технологических возможностей путем обеспечения формирования пакетов разной ширины.
На фиг. 1 схематично изображено пакетоформирующее устройство, общий вид; на фиг. 2 - кинематическая схема устройства.
Пакетоформирующее устройство состоит из последовательно установленных конвейера 1 с упорами 2 для подачи досок 3, щито10
вейере 4 набирается число досок, соответствующее ширине L одного «ковра досок, равного (B-l-5), выносные рычаги 7 укладчика под действием силовых цилиндров 25 поднимаются и снимают набранный на конвейере 4 «ковер досок (N - число досок в «ковре, а S - промежуток между ними). При этом приводной контур 8, к которому тягой 9 шарнирно закреплены рычаги 7, движется в направлении, указанном стрелкой. По направляющим рамы 5 каретка 6 с рычагами 7 катится и выносит «ковер досок в зону формирования пакета 41.
По достижении пакетом пункта назначенаборного конвейера 4 и укладчика щита ния рычаги опускаются за счет срабатывания силового цилиндра 25, доски укладываются на пакет 41 и рычаги 7 начинают двигаться в обратном направлении. При этом верхний уровень рычагов 7 находится ниже уровня щитонаборного конвейера 4, на ко- 20 тором непрерывно происходит формирование «ковра досок. За время перемещения рычагов 7 с набранным «ковром вперед и возвращение их в исходное положение на щитонаборном конвейере набирается очередной «ковер досок. Рычаги 7, вернувшись в исходное положение, не останавливаются, а продолжают движение и цикл повторяется, при этом путь, пройденный рычагами 7 туда и обратно, равеп длине nt контура 8, где п и t - число звеньев и шаг цепи этого контура.
досок в виде смонтированной на подъемной раме 5 каретки 6 с выносными рычагами 7, шарнирно связанной с приводным контуром 8, например, через тягу 9. Указанные конвейеры 1 и 4, приводной контур 8 укладчика имеют общий привод, который включает двигатель 10, первый и второй редукторы 11 и 12 с дискретным регулированием передаточного отношения, причем ведомый вал 13 первого редуктора 11 связан с приводным валом 14 щитонаборного конвейера 4 посредством цепной передачи 15, а ведущий вал 16 редуктора 11 связан с ведомым валом 17 второго редуктора 12 посредством цепной передачи 18 и с приводным валом 19 приводного контура 8 посредством цепной передачи 20, а ведущий вал 21 второго редуктора 12 - с двигателем 10 и приводным валом 22 конвейера 1 посредством цепных передач 23 и 24.
Привод подъема рамы 5 выполнен, например, в виде силового цилиндра 25 и рычажного механизма 26. Для изменения передаточного отношения первого редуктора 11, последний, например, имеет подвижно установленную на его ведущем валу 16 niec- терню 27, соединенную через промежуточную шестерню 28 с одной из шестерен 29-31, установленных на ведомом валу 13. причем п естерни 27 и 28 соединены между собой при помопли каретки 32, снабженной рукояткой 33 и фиксатором (не показан) известной конструкции.
Второй редуктор 12 для изменения его передаточного отношения может быть выполнен аналогично первому редуктору 11 или в виде двухступенчатого со сменными шестернями 34-37. На валах 14, 19 и 22 установлены тяговые звездочки соответственно 38-40 для приведения цепных контуров конвейера 4, укладчика и конвейера 1.
Устройство работает следующим образом.
Упорами 2 конвейера 1 доски надвигаются па щитонаборный конвейер 4, который движется с меньшей скоростью, чем конвейер 1. За время перемещения конвейера 1 с упорами 2 на один шаг Т конвейер 4 перемещается на величину, равную ширине В одной доски. Как только на щитонаборном кон
вейере 4 набирается число досок, соответствующее ширине L одного «ковра досок, равного (B-l-5), выносные рычаги 7 укладчика под действием силовых цилиндров 25 поднимаются и снимают набранный на конвейере 4 «ковер досок (N - число досок в «ковре, а S - промежуток между ними). При этом приводной контур 8, к которому тягой 9 шарнирно закреплены рычаги 7, движется в направлении, указанном стрелкой. По направляющим рамы 5 каретка 6 с рычагами 7 катится и выносит «ковер досок в зону формирования пакета 41.
По достижении пакетом пункта назначения рычаги опускаются за счет срабатывания силового цилиндра 25, доски укладываются на пакет 41 и рычаги 7 начинают двигаться в обратном направлении. При этом верхний уровень рычагов 7 находится ниже уровня щитонаборного конвейера 4, на ко- тором непрерывно происходит формирование «ковра досок. За время перемещения рычагов 7 с набранным «ковром вперед и возвращение их в исходное положение на щитонаборном конвейере набирается очередной «ковер досок. Рычаги 7, вернувшись в исходное положение, не останавливаются, а продолжают движение и цикл повторяется, при этом путь, пройденный рычагами 7 туда и обратно, равеп длине nt контура 8, где п и t - число звеньев и шаг цепи этого контура.
Формирование пакета происходит непрерывно, без остановки механизмов. Скорость V2 конвейера 4 согласована со скоростью Vi конвейера 1, а скорость Уз перемещения рычагов 7 - со скоростью набора «ковра досок, т.е. со скоростью Va щитонаборного
конвейера 4, и отвечает следующей зависимости:
NT V,
N(B+S) Vg
n t Vs
где V2 V,
(B+ S) ,, N(B+ S) T 3 n-t
(2)
45
Принимая условно, что звездочки 38-40 одинаковы и передаточные отношения ii,-is равны единице, из схемы (фиг. 2) и формулы (2) вытекат
,
i
- Vn
tp, Jll и
U-l
NT t -n
A
i,T-
или .,, где Ai t-n - const;
- const
Изменение скорости Уг щитонаборного конвейера 4 и укладчика в зависимости от параметров «ковра В, N и S осуществляется установкой передаточных соответственно отношений ip, и if редукторов П и 12 путем простого и оперативного определения их величины по указанным формулам и соответствующего передаточным отношениям введения в зацепление необходимых пар шестерен, например в редукторе 11 путем перемещения шестерен 27 и 28 по валу 16 и введения в зацепление шестерни 28 с одной из шестерен 29-31 блока.
В редукторе 12 эта операция может быть осуществлена аналогичным образом. Для облегчения подбора передаточного отношения, соответствующего различной ширине досок и ширине «ковра, составляется таблица, на которой указаны положения шестерен обоих редукторов при тех или иных величинах L, В, S и N. В каждом «ковре доски набираются одной ширины.
Изменение общей скорости формирования пакета досок осуществляется посредством изменения скорости двигателя 10. При настроенных на определенную ширину доски и «ковра редукторах 11 и 12 изменение скорости выходного вала двигателя 10 при
водит к пропорциональному изменению скорости конвейера 1 с упорами 2 щитонаборного конвейера 4 и приводного контура 8 выносных рычагов 7, т.е. обеспечивается изменение скорости работы всех механизмов без какой-либо подстройки их между собой в связи с указанной зависимостью (1) скоростей Vi, Va и УЗ конвейера 4 и укладчика досок. Редуктор 12 с дискретным регулированием передаточного отношения обеспечивает при полной синхронизации работы устройства в целом возможность формировать «ковры различной ширины.
Формула изобретения
Пакетоформирующее устройство по авт.- св. 821354, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения формирования пакетов разной ширины, привод шитонаборного конвейера и укладчика снабжен дополнительным редуктором с дискретным регулированием передаточного отношения, установленным между приводным валом укладчика щита досок и основным редуктором и связанным ведомым валом с упомянутым валом укладчика и ведущим валом основного редуктора, а ведущим - с двигателем.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетоформирующее устройство | 1978 |
|
SU821354A1 |
| Устройство для укладки изделий в пакет | 1985 |
|
SU1255532A1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Устройство для поштучной выдачи пиломатериалов | 1979 |
|
SU960107A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРОКЛАДОК ПРИ ВАНИИ ШТАБЕЛЯ ДОСОКФОРМИРО- | 1968 |
|
SU211393A1 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| Пакетоукладчик слоев плоских изделий | 1988 |
|
SU1546394A1 |
| УКЛАДЧИК ДОСОК В СУШИЛЬНЫЙ ПАКЕТ | 1973 |
|
SU378367A1 |
| Устройство для браковки пиломатериалов | 1978 |
|
SU1337153A1 |
| Сортировочно-пакетирующая линия длинномерных изделий | 1986 |
|
SU1493325A1 |
Изобретение относится к деревообрабатывающему оборудованию и позволяет расширить технологические возможности ,4 Я-. / Jhn путем обеспечения формирования пакетов разной ширины. Устройство содержит конвейер 1 с упорами 2 для подачи досок 3, щитонаборный конвейер 4 и укладчик досок в виде смонтированной на подъемной раме 5 каретки 6 с выносными рычагами 7. Конвейеры и укладчик имеют общий привод с двигателем 10 и основной и дополнительный 12 редукторы с дискретным регулированием передаточного отношения. Ведомый вал первого редуктора связан с приводным валом 14 конвейера 4, а ведущий вал этого редуктора - с ведомым валом второго редуктора и приводным валом укладчика. В обоих редукторах настраивается определенное передаточное отношение, в результате чего набирается соответствующая щирина «ковра досок 3. 2 ил. to (Л со ю о со СО ISO ФигЛ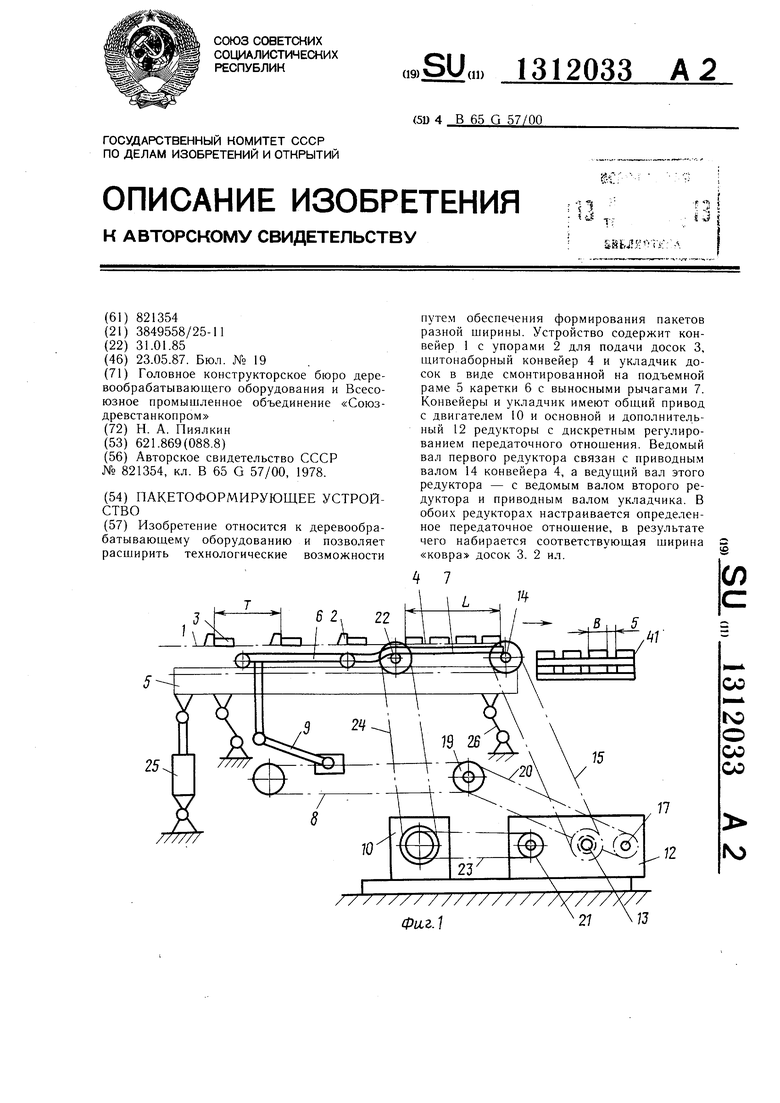
| Пакетоформирующее устройство | 1978 |
|
SU821354A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
