Изобретение относится к производству бесшовных труб, в частности к производству труб на пилигримовых станах.
Цель изобретения - повышение точности и качества поверхности труб.
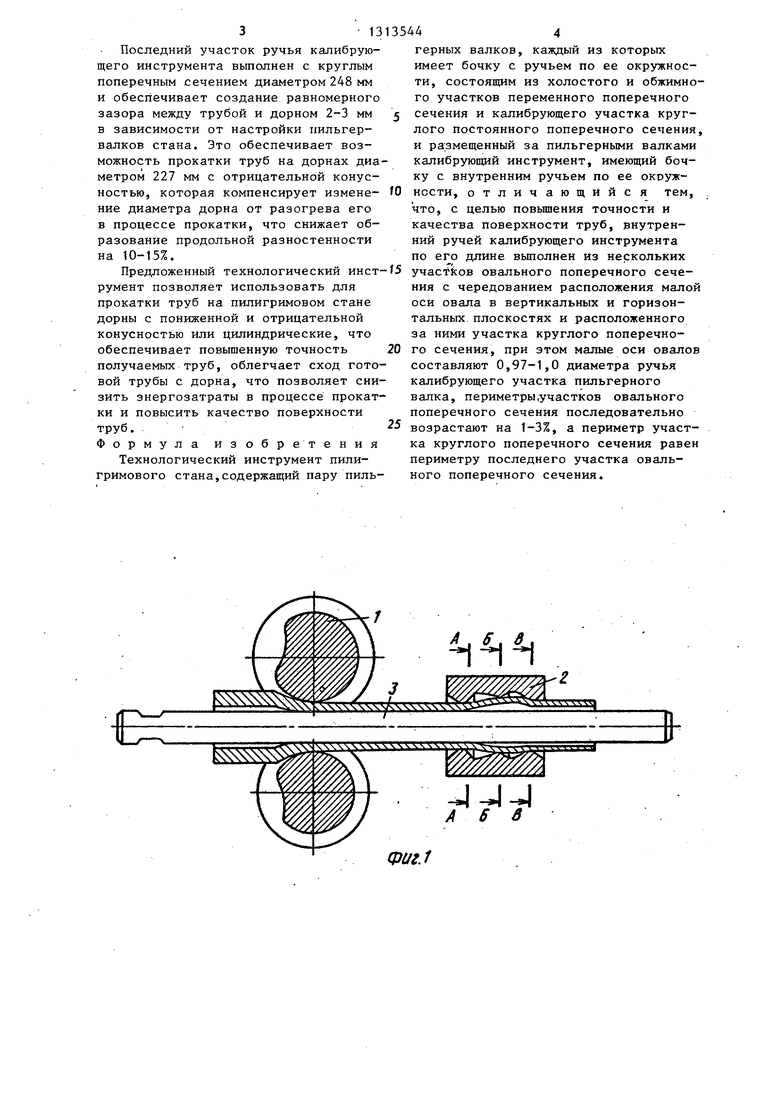
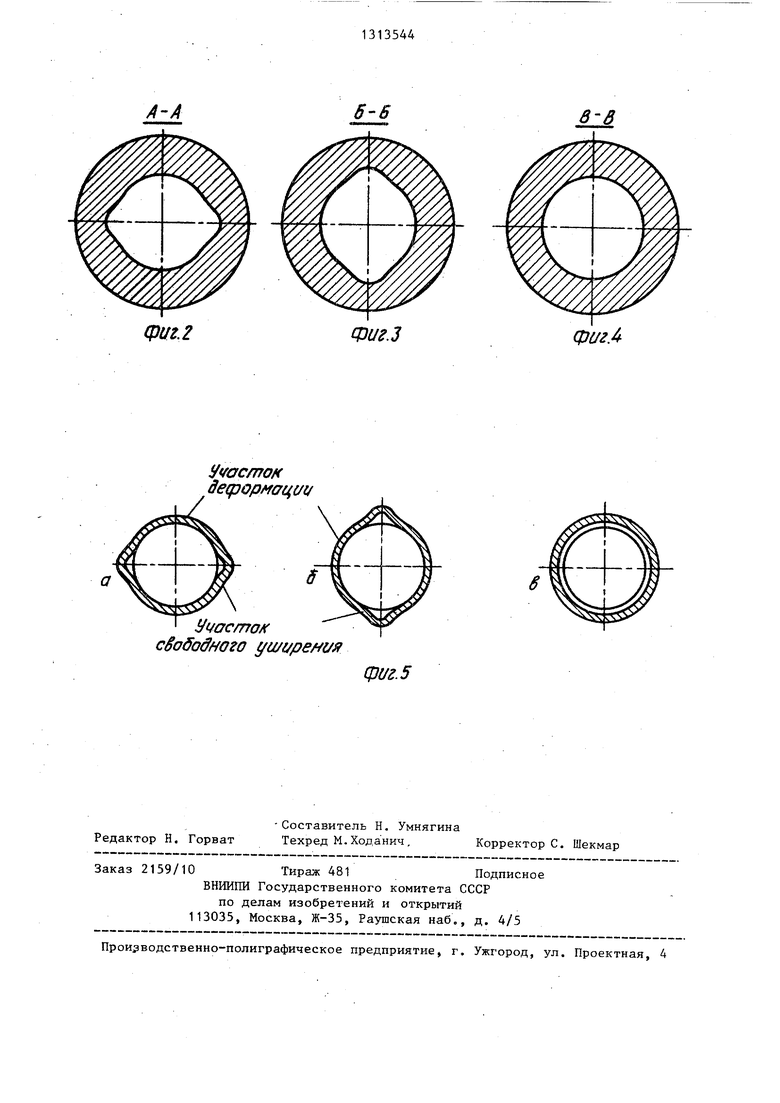
На фиг. 1 изображен технологичес- кий инструмент; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б .на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 (а,б,в) - процесс деформации металла калибрующим инструментом.
Технологический инструмент содержит пару пильгерных валков 1, каждый из которых имеет бочку с ручьем по ее окружности состоящим из холостого и обжимного участков переменного поперечного сечения и калибрующего участка постоянного поперечного сечения, размещенный за пильгерными валками калибрующий инструмент 2, имеющий бочку с внутренним ручьем по ее окружности, составленным из участков овального поперечного сечения с чередующимся расположением малой оси овала в вертикальных и горизонтальных плоскостях и расположенного за ними участка круглого поперечного сечения, и дорн 3.
Малые оси валов составляют 0,97- 1,0 диаметра ручья калибрующего участка пильгерного валка, периметры участков овального поперечного, сечения последовательно возрастают на 1-3%, а периметр участка круглого поперечного сечения равен периметру последнего участка овального поперечного сечения.
Периметр участка круглого поперечного сечения равен периметру послед- ,40 него участка овального сечения, что .
обеспечивает точную калибровку трубы по диаметру.
В качестве примера предложен техТехнологический инструмент работает следующим образом.
Толстостенная гильза раскатывается; пильгерными валками 1 в трубу на дор- не 3. Передний конец трубы после вы- нологический инструмент при производ . хода из рабочих валков попадает в не- стве труб размером 245x9 мм на пили- приводной калибрующий инструмент 2. гримовом стане. Калибрующий участок На первом участке калибрующего инст- ручья валков пилигримового стана румента происходит деформация участ- имеет диаметр 247 мм. Для первого ков стенки, прилегающих к вершине ка- л участка ручья калибрующего инструменлибра зтого участка, за счет этого происходит увеличение периметра трубы. На следующем участке происходит деформация участков стенки, не подвергавшихся деформации на предыдущем участке, при этом периметр получает дополнительное приращение На последующих участках происходит окончательная калибровка стенки с увелита выбираем размер малой оси 245 мм и величину большей оси 256 мм, что обеспечивает прирост периметра трубы за счет деформации стенки и свобод- се Лого уширения на 1,5-1,7%. На следующем участке с малой осью 245 мм и большей осью 258 мм происходит еще приращение периметра и в сумме сос- т-авляет 3% в обеих зонах.
чением периметра. Последний участок, служащий для калибровки трубы по диаметру, обеспечивает образование раз- , номерного зазора между дорном и внутренней поверхностью трубы.
Пределы изменения малых осей зон деформации стенки (малая- ось овала) определены из условия изменения толщины стенки прокатываемых труб,стенки 6-10 мм прокатываются в области минусовых допусков и для их деформации устанавливается величина малой оси, равная 0,97 диаметра ручья калибрующего участка пильгерного валка. Трубы с толщиной стенки большей 10 мм прокатываются с плюсовыми допусками и для них величина малой оси равна диаметру ручья калибрующего участка валка.
В то же время ось участка свободного уширения (большая ось овала) учеличивается на последующих участках, обеспечивая увеличение периметра на 1-3%. Такое приращение периметра при последующей калибровке трубы но диаметру с подпором способствует образованию зазора не менее 0,3- 1,0% от диаметра Трубы. Меньший за
зор не обеспечивает облегченный сход металла с дорна и не позволяет использовать для прокатки дорны с минимальной и отрицательной конусностью. Большее увеличение-периметра приводит
к значительным деформациям при калибровке трубы и образованию дефектов на ее поверхности.
Периметр участка круглого поперечного сечения равен периметру послед- него участка овального сечения, что .
обеспечивает точную калибровку трубы по диаметру.
В качестве примера предложен технологический инструмент при производстве труб размером 245x9 мм на пили- гримовом стане. Калибрующий участок ручья валков пилигримового стана имеет диаметр 247 мм. Для первого участка ручья калибрующего инструмента выбираем размер малой оси 245 мм и величину большей оси 256 мм, что обеспечивает прирост периметра трубы за счет деформации стенки и свобод- Лого уширения на 1,5-1,7%. На следующем участке с малой осью 245 мм и большей осью 258 мм происходит еще приращение периметра и в сумме сос- т-авляет 3% в обеих зонах.
3 1313544
Последний участок ручья калибрующего инструмента выполнен с круглым
г им
поперечным сечением диаметром 248 мм и обеспечивает создание равномерного зазора между трубой и дорном 2-3 мм в зависимости от настройки пильгер- валков стана. Это обеспечивает возможность прокатки труб на дорнах диаметром 227 мм с отрицательной конусностью, которая компенсирует изменение диаметра дорна от разогрева его в процессе прокатки, что снижает образование продольной разностенности на 10-15%.
fO
ти, состоящим из холостого и обжимно го участков переменного поперечного сечения и калибрующего участка круглого постоянного поперечного сечения и размещенный за пильгерными валками калибрующий инструмент, имеющий бочку с внутренним ручьем по ее окружности, отличающийся тем, что, с целью повышения точности и качества поверхности труб, внутренний ручей калибрующего инструмента по его длине выполнен из нескольких
Предложенный технологический инст- 5 участков овального поперечного сечерумент позволяет использовать для прокатки труб на пилигримовом стане дорны с пониженной и отрицательной конусностью или цилиндрические, что обеспечивает повышенную точность получаемых труб, облегчает сход готовой трубы с дорна, что позволяет снизить энергозатраты в процессе прокатки и повысить качество поверхности труб.
Формула изобретения
Технологический инструмент пили- гримового стана,содержащий пару пильгерных валков, каждый из которых имеет бочку с ручьем по ее окружнос
ти, состоящим из холостого и обжимного участков переменного поперечного сечения и калибрующего участка круглого постоянного поперечного сечения, и размещенный за пильгерными валками калибрующий инструмент, имеющий бочку с внутренним ручьем по ее окружности, отличающийся тем, что, с целью повышения точности и качества поверхности труб, внутренний ручей калибрующего инструмента по его длине выполнен из нескольких
ния с чередованием расположения малой оси овала в вертикальных и горизонтальных плоскостях и расположенного за ними участка круглого поперечного сечения, при этом малые оси овалов составляют 0,97-1,0 диаметра ручья калибрующего участка пильгерного валка, периметры .участков овального поперечного сечения последовательно возрастают на 1-3%, а периметр участка круглого поперечного сечения равен периметру последнего участка овального поперечного сечения.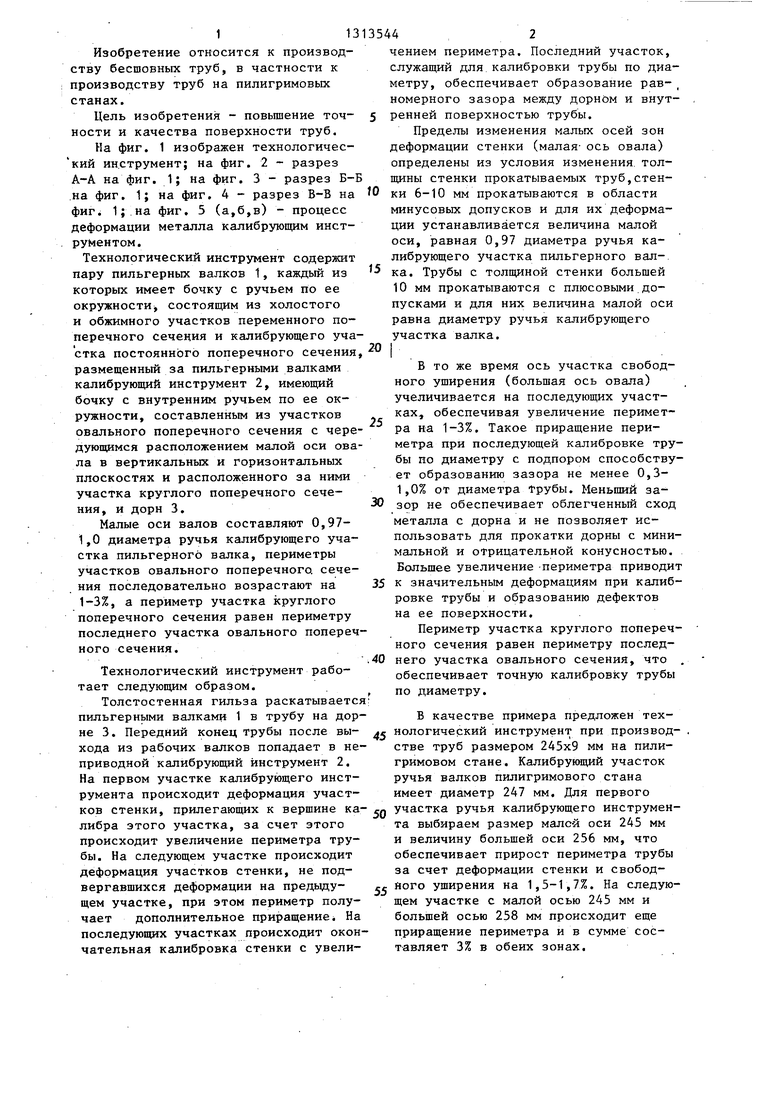
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| Ручей валка для пилигримовой прокатки труб | 1980 |
|
SU904815A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| Способ настройки пилигримового стана | 1983 |
|
SU1168307A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Валок пилигримового стана | 1983 |
|
SU1186296A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
Изобретение относится к производству бесшовных труб, в частности к производству труб на пилигримовых станах. Цель изобретения - повьше- ние точности и качества поверхности труб. Технологический инструмент пи- лигримового стана содержит пару пильгерных валков, имеющих бочку с ручьем по ее окружности, состоящим из холостого и обжимного участков и калибрующего участка круглого поперечного сечения, и размещенный за пиль- герными валками калибрующий инструмент, имеющий бочку с внутренним ручьем по ее-окружности. Повьппение точности и качества поверхности труб обеспечивается тем, что внутренний ручей калибрующего инструмента состоит из участков овального поперечного сечения с чередующимся расположением малой оси овала в вертикальных и горизонтальных плоскостях и расположенного за ними участка круглого поперечного сечения, при этом малые оси овалов составляют 0,97-1,0 диаметра ручья калибрующего участка пнльгер- ного валка, периметры овалов последовательно возрастают на 1-3%, а периметр круглого участка равен периметру последнего овального участка,5 ил. (Л
чч ччууАчччччччУ ДЗ
1
Ш
уАчччччччУ ДЗ
1
Ш1 « « 14 г ш
Фиг.1
/i A
6-6
фиг. 2
Фиг.З
Фиг4
yvacfTTOH
де(рормаца1
( с§ободного u/ype/ i/ff
Редактор Н, Горват
Составитель Н. Умнягина Техред М. Хода нич, Корректоре. Шекмар
Заказ 2159/10 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 5
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU196692A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатно-волочильный редукционный стан для производства труб | 1950 |
|
SU92363A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
