1 13
Изобретение относится к металлообработке и может быть использовано при изготовлении инструментов для нарезания наружных резьб.
Цель изобретения - повышение точности резьбы гребенок путем выполнения одина1 ового угла подъема винтовых линий гребенок и нарезаемой резьбы и снижение трудоемкости их изготовления путем исключения дополнительных ручных операций по делению окружности на необходимое число заходов.
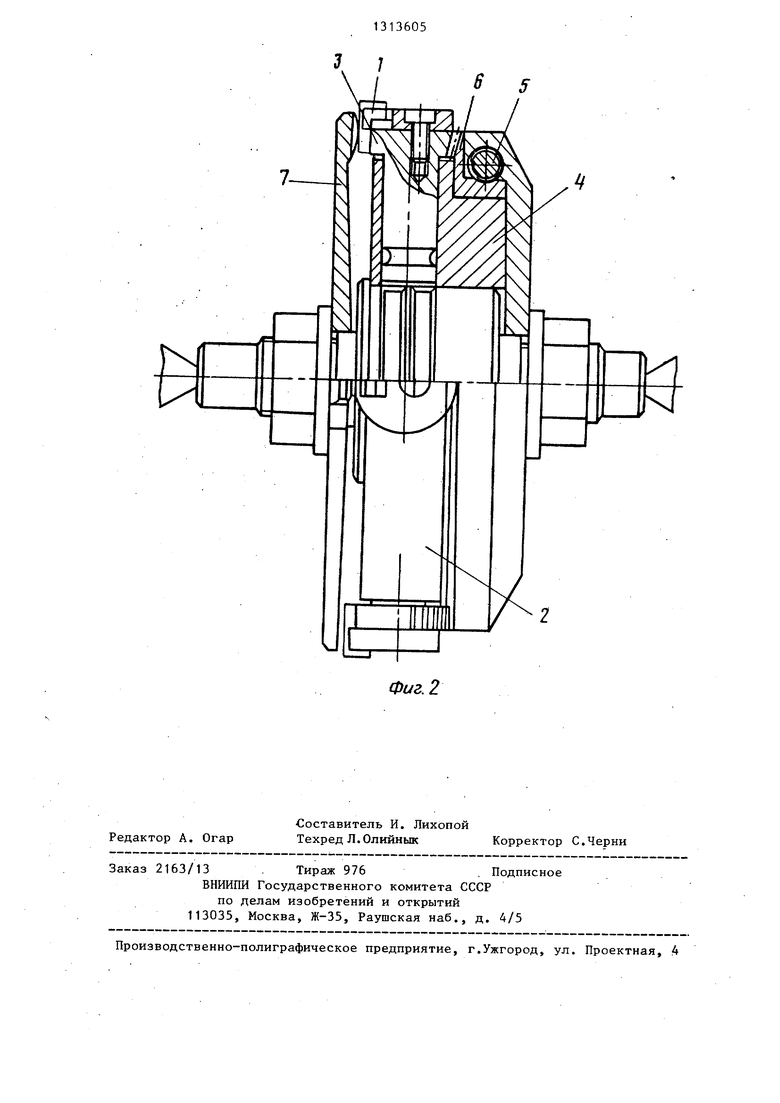
На фиг. -1 показана гребенка плашки; на фиг. 2 - приспособление для закрепления гребенок при шлифовании.
Шлифование резьбы гребенок сборных плашек осуществляют следующим образом,
Станок настраивают на шлифование резьбы-с шагом, равным шагу резьбы на детали, для которой предназначен комплект гребенок 1. Количество гребенок 1, устанавливаемых в приспособлении 2, должно быть кратным количеству их в плашке. Затем базовые элементы 3, расположенные по периметру корпуса 4 приспособления 2, поворачивают на угол коррекции ы при помощи червяка 5 и червячного колеса 6, взаимодействующего с базовым элементом 3, Установив гребенки 1 на базовые элементы 3, их закрепляют прижимом 7 и шлифуют на них однозаходную резьбу шлифовальным кругом (не показан).
Для нарезания на деталях резьб других диаметров и шагов вновь определяют угол коррекции d. винтовой линии рез ьбы гребенок 1 и осуществляют шлифование аналогично описанному.
13605 .2
Угол коррекции, на который поворачивают гребенки 1 относительно оси шлифовального круга, определяют из следующего математического соотно- с шения:
1Г (
7Г
зпр
- dfip
ООР 5Р
),
где р - шаг резьбы;
d,jp - средний диаметр резьбы детали;d - средний диаметр гребенок.
2пр
Формула изобретения
Способ обработки резьбы гребенок сборных плашек,заключающийся в шлифовании закрепленных гребенок абразивньш кругом при его поступательном перемещении относительно витков резьбы и вращении относительно его оси, отличающийся тем, что, с целью повышения точности резьбы гребенок . и снижения трудоемкости их изготов- ления, плоскость подвергаемую обработке, поворачивают относительно оси круга на угол tt , который определяют из следующего математического соотношения : ,
.-„ -) Р чпр сгр у -jf d -
2пр
2Р
р - шаг резьбы;
dp- средний диаметр резьбы детали;d - средний диаметр гребенок.
ОПР
фигЛ
Редактор А. Огар
Составитель И. Лихопой
Техред Л.Олийнык Корректор С.Черни
Заказ 2163/13 . Тираж 976. Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, А
Фиг. 2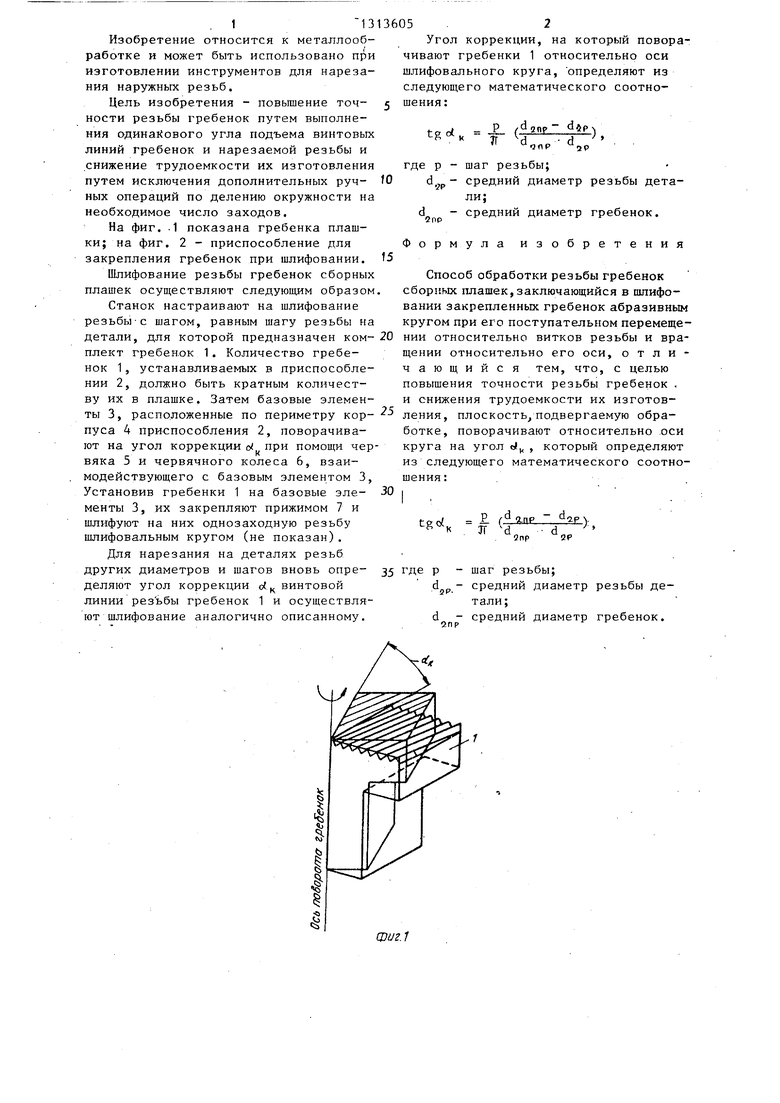
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Плашка для нарезания резьбы с переменным наружным диаметром | 1985 |
|
SU1368108A1 |
| Способ изготовления круглых плашек | 1978 |
|
SU724290A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Сборная плашка | 1984 |
|
SU1256893A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
Изобретение относится к металлообработке и может быть использовано при изготовлении инструментов для нарезания наружных резьб. Цель изобретения - повышение точности резьбы гребенок путем выполнения одинакового угла подъема винтовых линий гребенок и нарезаемой резьбы и снижение трудоемкости их изготовления путем исключения дополнительных ручных операций по делению окружности на необходимое число заходов. Шлифование резьбы гребенок сборных плашек производят следующим образом. Станок настраивают на шлифование резьбы с шагом, равным шагу резьбы на детали, для которой предназначен комплект гребенок 1. Количество гребенок, устанавливаемых в приспособлении, должно быть кратным количеству их в плашке. Затем базовые элементы, расположенные По периметру корпуса приспособления, поворачивают на угол коррекции о( при помощи червячной передачи.После зтого производится шлифование резьбы. 2 ил. (Л :о а
| Семенченко И.И | |||
| Режущий инструмент, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М.-Л.: Машгиз, 1938, с | |||
| Музыкальный инструмент со звучащими металлическими пластинками и ручной клавиатурой | 1922 |
|
SU545A1 |
