фиг.
11
Изобретение относится к металлообработке и может быть использовано при нарезании резьбы.
Цель изобретения - повышение качества нарезаемой резьбы за счет обеспечения равномерного распределения нагрузки по виткам путем нарезания двухшаговой резьбы с переменной толщиной витка.
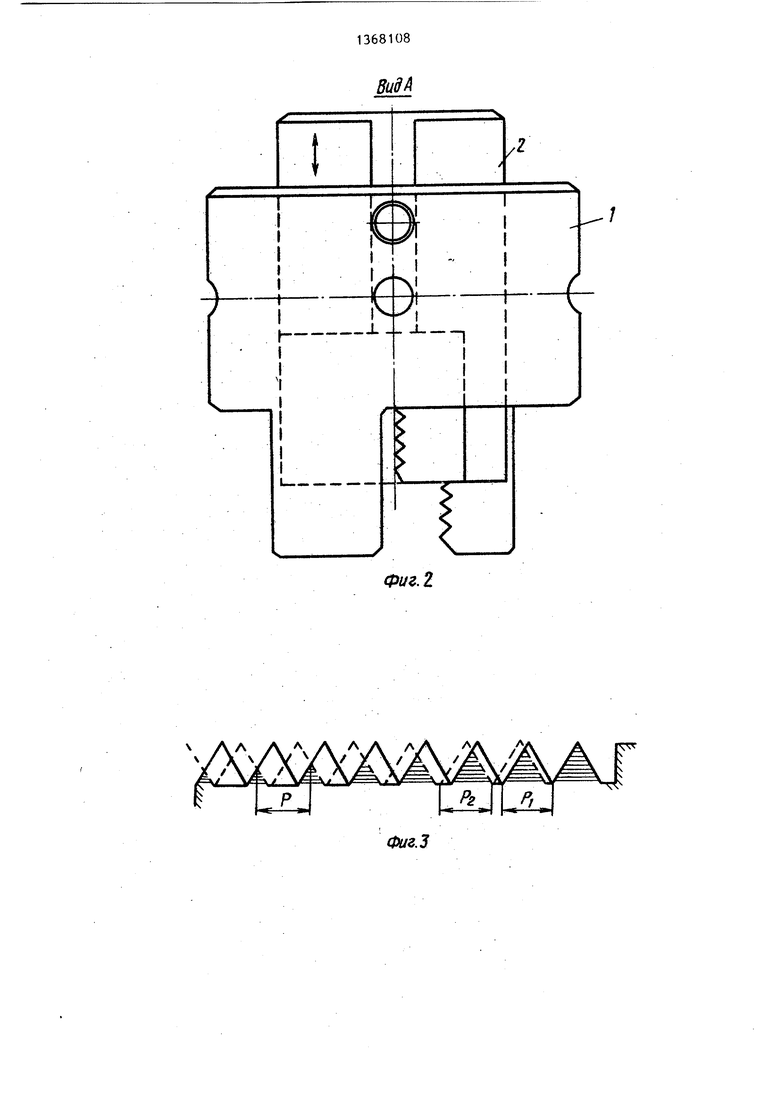
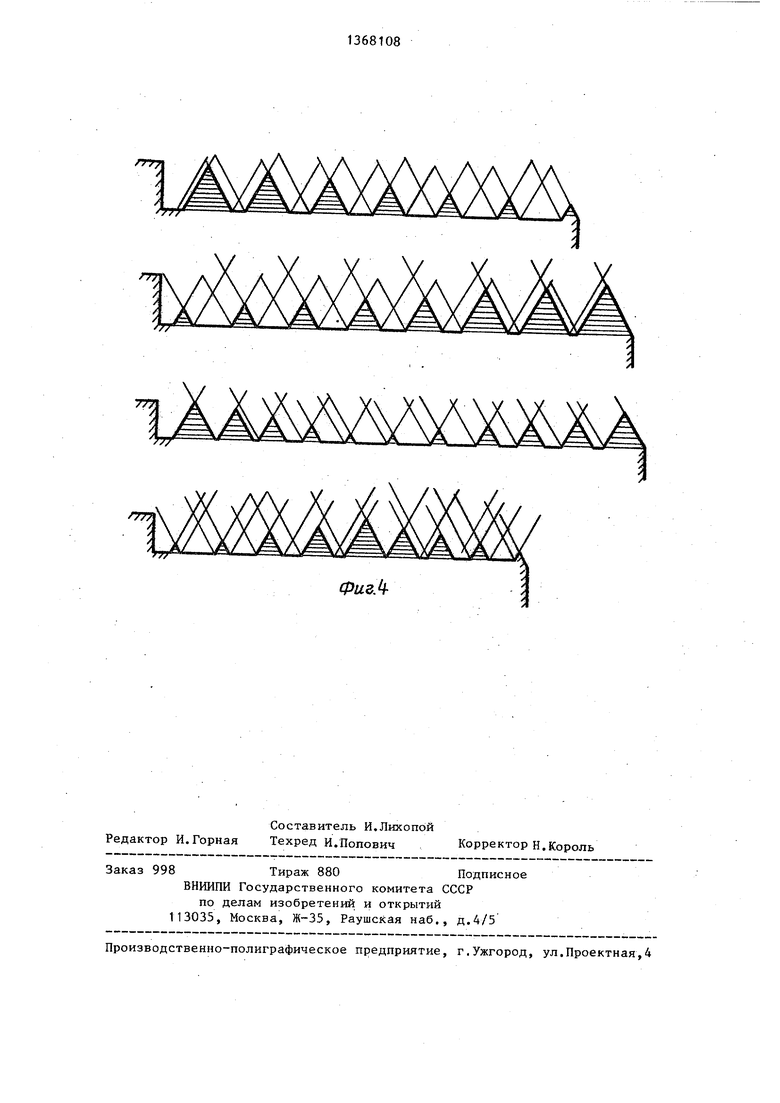
На фиг.1 показана предлагаемая плашка,общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - схема формирования двухшаговой резьбы с переменной толщиной зуба; на фиг.4 - виды двухшаговой резьбы, которые могут быть нарезаны плашкой.
Плашка является сборным резьбо- образующим инструментом, содержащим наружную установленную в ней внутреннюю 2 плашки. Перья 3 плашки 1 размещены между перьями 4 плашки 2, чередуясь с ними. Плашка 2 установлена с возможностью осевого перемещения относительно плашки 1 при помощи, например, скользящей шпонки 5 .
Величины шагов резьбы на перьях 3 плашки 1 и на перьях 4 плашки 2 оределяются из математических соотно шений
Р р (1 - 2-4.). 1 ctg/
Р, 2Р - Р
1
Р шаг нарезаемой резьбы; шаг резьбы первой плашки;
шаг резьбы второй плашки;
половина угла конусности наружного диаметра изготовляемой резьбы; угол профиля резьбы. При нарезании резьбы плашки, одиз входящих в нее плашек нарезарезьбу, вторая срезает одну из рон профиля,резьбы. Так как у ьб на перьях 3 и 4 плашек 1 и 2
Р. Р, Ч d
резьбы перьев, нарезающей вторую сторону профиля изготавливаемой резьбы.
Переменное значение припуска, снимаемого второй плашкой, обеспечивает формирование переменного наружного диаметра и переменной толщины витков нарезаемой резьбы. Изменение наружного диаметра и толщины витков носит циклический характер, что обеспечивает возможность формировать резьбу с убывающим или возрастающим значениями на заданной толщине заготовки или резьбу, наибольшее или наименьшее значения наружного диаметра и толщины витка которой расположены в середине участков заданной длины, или резьбу, у которой на заданной длине резьбового участка размещено несколько циклов уменьшения и возрастания их значений. Наибольшая толщина витка нарезаемой резьбы соответствует наибольшему значению ее наружного диаметра, связанному с наружным диаметром резьбы плашек отношением
Dn
D + 0,5п (Pj - Р-,) ctgo.
g
5
5
1
D п 0 0
где D - наружный диаметр резьбы плашек;
наибольший наружный диаметр нарезаемой резьбы; число витков в цикле увеличения или спада наружного диаметра нарезаемой резьбы;
шаги резьбы плашек; угол профиля резьбы. Внутренний диаметр и шаг нарезаемой резьбы постоянные, причем шаг нарезаемой резьбы равен среднему арифметическому от шагов резьбы на перьях плашки.
I
В связи с тем, что в процессе
резьбонарезания плашка, имеющая больший шаг резьбы, обгоняет плашку с меньшим шагом, при подготовке инструмента к работе плашку с большим шагом резьбы смещают в осевом направлении
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный инструмент | 1985 |
|
SU1379054A1 |
| Инструмент для изготовления резьбы | 1985 |
|
SU1357159A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Плашка | 1979 |
|
SU831443A1 |
| Плашка | 1985 |
|
SU1733208A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |
| Плашка для формирования резьбы методом пластического деформирования и способ ее изготовления | 1978 |
|
SU742017A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |

разный шаг, припуск, снимаемый второй 50 так, чтобы ее перья начинали резание плашкой, увеличивается или уменьшается от витка (в зависимости от соотношения шагов и начальной установки плашек). Вследствие этого нарезаемая резьба двухшаговая, так как одна сто-55 рона ее профиля нарезана перьями с резьбой, шаг которой отличен от шага
с отставанием на число витков, равное количеству циклов возрастания или уменьшения наружного диаметра на длине обработки. Б этом случае осевое положение плашек в конце обработки одинаково, что исключает недорез резь бы.
так, чтобы ее перья начинали резание
с отставанием на число витков, равное количеству циклов возрастания или уменьшения наружного диаметра на длине обработки. Б этом случае осевое положение плашек в конце обработки одинаково, что исключает недорез резьбы.
J.
1
I I I I I (
Фиг, 2
Фиг.З
ФигЛ
| Семенченко И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| М.: Машгиз, Т962, с.578. |
