11
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается электрохимической струйной обработки отверстий малого диаметра.
Цель изобретения - повьппение точности и производительности обработки путем обработки с использованием в качестве косвенного параметра управления величины отношения амплитуды пульсаций рабочего тока к его среднему значению, что обеспечивает безаварийную обработку с высокой производительностью и точностью.
Способ осуществляется следующим образом.
Перед обработкой устанавливают оп ределенную величину межэлектродного зазора, выбранную из условия получения высокой точности обработки. Подают под давлением электролит в зону обработки и включают источник технологического напряжения. Плавно повышают напряжение. По мере роста технологического напряжения процесс обра- .ботки переходит в область оптимальных режимов, когда рабочий ток стремится к максимальному значению. Увеличение рабочего тока сопровождается ростом амплитуды пульсаций тока. Пульсации тока обусловлены скачкообразными локальными изменениями гидравлического сопротивления межэлектродного зазора. Изменение последнего связывают с образованием газовых пузырей, вызванных кипением электроли- ,та, часть которых сх.попывается в зо- ;не выхода электролита из сопла электрода-инструмента .
Во время обработки непрерывно измеряют амплитуду пульсаций рабочего тока и среднее значение тока. Одновременно определяют отношение амплитуды пульсаций к среднему значени рабочего тока. В момент достижения полученным отношением значения, соответствующего диапазону 054-0,5, фиксируют уровень технологического напряжения. Отношение амплитуды пульсаций рабочего тока к среднему значению, соответствующее области Э1:стремума вольт-амперной характеристики, во всех применяемых для электрохимической струйной обработки технологических режимах находится в диапазоне 0,4-0,5.
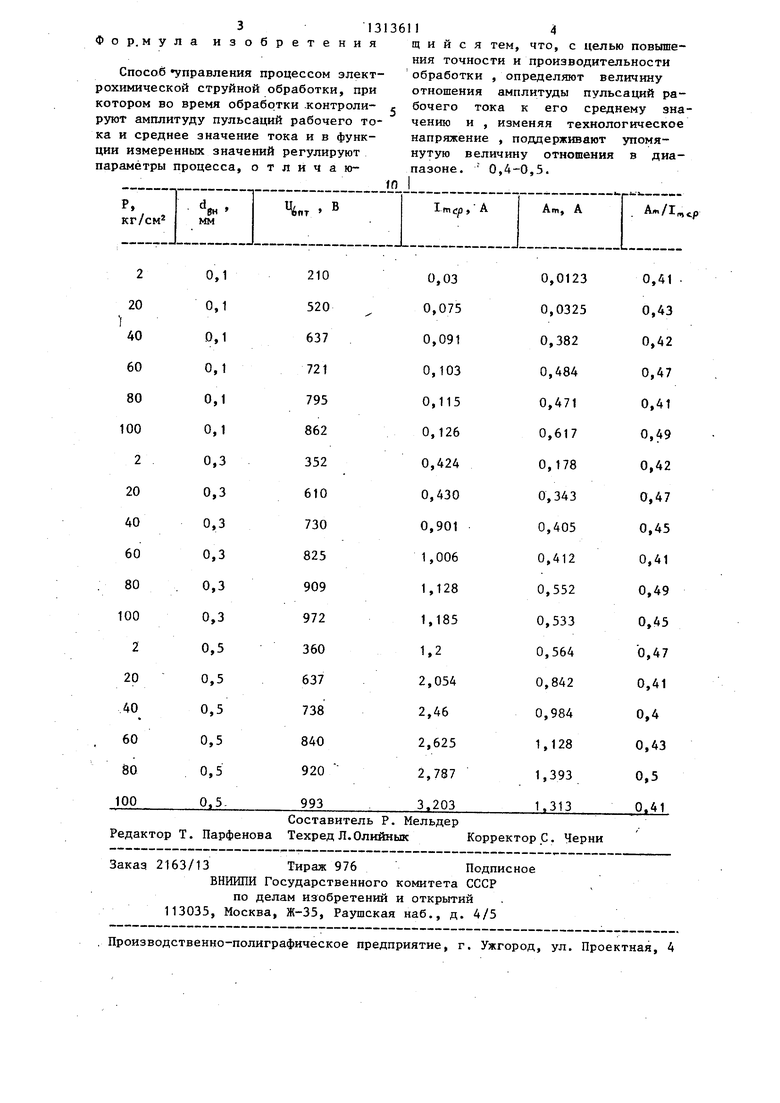
В таблице приведены экспериментальные данные, показывающие взаимосвязь величин: Р - давление электро112
лита на входе в электрод-инструмент; d --внутренний диаметр капиллярной части; U оптимальное значение технологического напряжения; р
среднее значение рабочего тока; А - амплитуда пульсадай рабочего тока.
Наибольшее влияние на. частоту и амплитуду пульсаций рабочего тока оказывают давление Р электролита и
внутренний диаметр d капиллярной
ьн
части. Поэтому эти параметры в ходе эксперимента изменяют во всем диапазоне применяемых технологических ре- жимов. В качестве электролита исполь- зуют 15%-ньш раствор Н SOy. В ходе эксперимента для каждого значения
давления Р электролита и диаметра d.,
ьи
капилляра постепенным увеличением технологического напряжения добиваются экстремального (максимального) значения величины среднего рабочего тока 1 . При этом измеряют амплитуду А пульсаций рабочего тока и рас- считывают отношение А /I .Из
лицы видно, что для всех сочетанш давления Р электролита и диаметра diw капилляра величина отношения А /I
-Y ГТ Ср
находится в диацазоне 0,4-0„5,
При изменении температуры электролита, величины межэлектродного зазора, глубины прошиваемого отверстия в широких пределах величина упомянутого отношения также остается в диапазоне 0,4-0,5. Пробой столба электролита в межэлектродном зазоре наступает при достижении А /I 0.52 tT гтл ср.
0,55. Поэтому верхняя грангща диапа- зона для обеспечения безаварийности обработки установлена равной 0,5.
В процессе обработки оптимальньш уровень технологического напряжения Ujj смещается в силу изменения усло ВИЙ формообразования (температура, э:7ектропроводность, -скорость прокачки электролита, гидравлическое сопротивление межэлектродного зазора) Его корректируют по значениям отноше- Ния А /1 , указанное отношеняе подТТЛ держивают в диапазоне 0,4-0,5, Та- кин образом обеспечивается адаптивность управления процессом обработки, когда в зависимости от условий формообразования процесс обработки непрерывно протекает с наивысшей про- изводи.тельностью и точностью, а также характеризуетс5 отсутствием аварийных режимов.
313
Фор. мула изобретения
Способ «управления процессом электрохимической струйной обработки, при котором во время обработки .контроли- руют амплитуду пульсаций рабочего тока и среднее значение тока и в функции измеренных значений регулируют параметры процесса, отличаю
14
щ и и с я тем, что, с целью повышения точности и производительности обработки , определяют величину отношения амплитуды пульсаций рабочего тока к его среднему значению и , изменяя технологическое напряжение , поддерживают упомянутую величину отношения в диапазоне. 0,4-0,5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484504A1 |
| Способ электрохимической струйной обработки | 1987 |
|
SU1473917A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2426628C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Способ размерной электрохимической обработки в газожидкостной среде и устройство для смешения газа с электролитом | 1983 |
|
SU1126401A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки И;касается электрохимической струйной обработки. Цель изобретения - повышение точности и производительности обработки. Во время струйной электрохимической обработки контролируют пульсации рабочего тока и его среднее значение. Измеряют соотношение пульсаций и среднего зна-. чения и путем регулировки напряжения поддерживают это соотношение в диапазоне 0,4-0,5. 1 табл. «S
| Способ электрохимической струйной обработки металлов | 1982 |
|
SU1021549A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
