Ј ОС «С
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способов электрической струйной обработки.
Цель изобретения - повышение точности обработки путем регистрации момента вскрытия отверстия при прошивке и прекращения обработки по этому сигналу.
На фиг. 1 представлено устройство для реализации способа; на фиг. 2 - циклограмма обработки согласно способу.
Источник 1 питания, подключенный к межэлектродному промежутку 2, и двигатель 3 подачи, управляются сигналами блока 4 управления. Выход селективного усилителя 5, настроенного на частоту низкочастотных пульсаций 30-55 Гц, подключен к входу порогового элемента 6, срабатывающего при превышении сигнала 10% уровня номинального значения тока.
На фиг. 2 представлена диаграмма изменения амплитуды низкочастотных пульсаций рабочего тока А1Н диапазона 30-55 Гц в зависимости от глубины обработки и эскизы расположения сопла 7 с токоподводом 8 относительно заготовки 9.
Весь процесс обработки состоит из трех основных этапов внедрение сопла 7 в заго- току 9; собственно прошивка отверстия; вскрытие глухого отверстия в заготовке 9.
Способ реализуется следующим образом.
В процессе обработки контролируют низкочастотный спектр пульсации рабочего тока ДТи в диапазоне 30-55 Гц, для чего сигнал с межэлектродного промежутка 2 подают на селективный усилитель 5 и пороговый элемент 6.
На этапе прошивки отверстия во время его вскрытия гидродинамический режим обработки дестабилизируется. Это обусловлено следующими причинами: меняется направление потока электролита, выходящего через образовавшееся отверстие, а также острая грань выходной кромки способствует развитию завихрений потока, при этом газовые пузырьки заполняют межэлектродный промежуток и хаотично перемешиваются вместе с электролитом и водой, образуя двухфазный движущийся поток, постоянно изменяющий электрическое сопротивление столба электролита. Величина тока, которая при неизменном значении технологического напряжения определяется омическим сопротивлением струи, периодически изменяется. У технологического тока появляются пуль
5
0
5
0
5
0
5
0
сации низкой частоты. Частота 30-55 Гц, амплитуда свыше 10% от номинального значения тока, величина тока изменяется в пределах 0,2-1,5 А в зависимости от режима и геометрии сопла 7.
На этапе прошивки отверстия вследствие некоторой нестабильности течения электролита (дробление струи, разбрызгивание электролита) также наблюдаются низкочастотные колебания: частота колебаний 10-20 Гц, амплитуда составляет 0,2- 1,0% от номинального значения тока. На этапе внедрения сопла 7 в заготовку 9 частота колебаний 20- 40 Гц с амплитудой 2-7% от номинального значения тока.
В момент вскрытия глухого отверстия амплитуда низкочастотных колебаний скачкообразно увеличивается до величины 10- 13% от номинального значения тока. При этом вследствие перераспределения плотности тока наибольший съем металла происходит на острых выходных кромках, по мере их растворения поток электролита стабили- зируется амплитуда низкочастотных колебаний падает с 13% практически до 0.
В момент вскрытия глухого открытия вследствие колебаний технологического тока, а следовательно, скорости съема металла есть опасность поломки кварцевого сопла 7 об острые кромки отверстия, поэтому подачу сопла 7 прерывают. Сигналом для этого служит скачкообразное увеличение амплитуды низкочастотных колебаний более, чем на 10% от номинального значения тока. Полное отключение процесса производится по достижении необходимой величины амплитуды низкочастотных колебаний тока и соответствующей этому значению формы выходных кромок отверстия. Совокупность указанных действий позволяет повысить точность обработки
Формула изобретения
Способ электрохимической струйной, обработки, при котором струю электролита формируют соплом из диэлектрического материала, внутри которого помешен токо- подвод, и в процессе обработки контролируют пульсации рабочего тока, отличающийся тем, что, с целью повышения точности обработки, контролируют амплитуду пульсаций рабочего тока в диапазоне 30-55 Гц и прекращают подачу сопла при выявлении амплитуд пульсации, превосходящих более чем на 10% номинальное значение тока.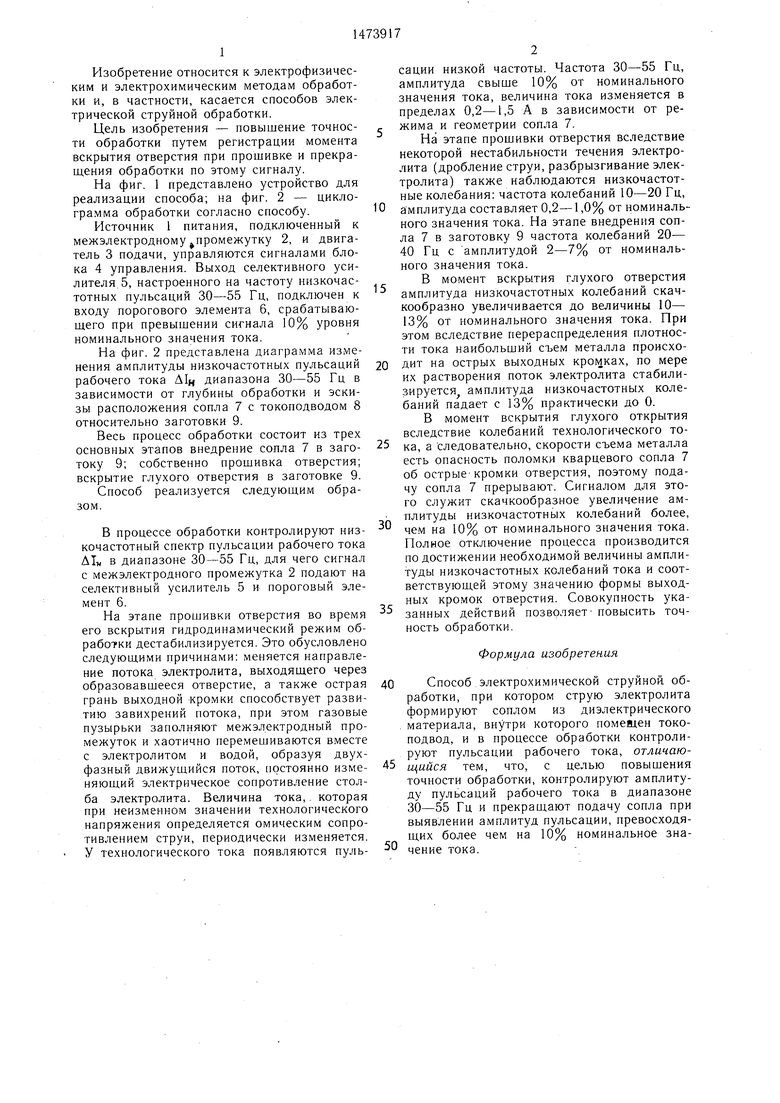
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электрохимической струйной обработки металлов | 1982 |
|
SU1021549A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ электрообработки отверстий малого диаметра | 1991 |
|
SU1808553A1 |
| Способ прошивки глубокого отверстия и устройство для его прошивки | 2019 |
|
RU2704350C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| ИМПУЛЬСНЫЙ СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ И ИХ СОЕДИНЕНИЙ ИЗ ОТРАБОТАННЫХ ЭЛЕКТРОЛИТОВ И ПРОМЫВНЫХ ВОД | 1993 |
|
RU2034935C1 |
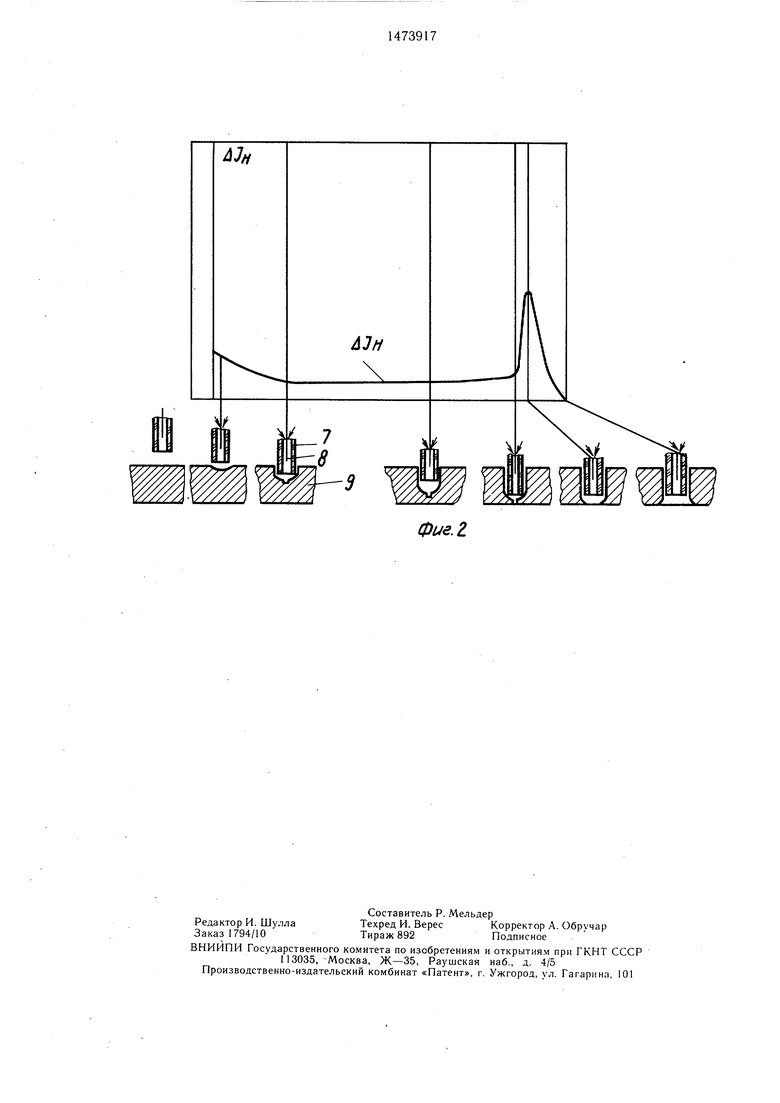
Изобретение относится к машиностроению, а именно к обработке токопроводящих материалов для получения отверстий малого диаметра. Целью изобретения является повышение точности обработки выходных кромок отверстия. Производят прошивку отверстия соплом из кварцевого стекла. К межэлектродному промежутку прикладывается напряжение от источника питания 1 и под давлением подают электролит в сопло. В момент вскрытия отверстия происходит скачкообразное увеличение амплитуды низкочастотных колебаний до 10% от номинального значения тока, что фиксируется на выходе селективного усилителя 5, срабатывает пороговый элемент 6, что вызывает остановку двигателя подачи 3. Амплитуда колебаний по мере растворения выходных кромок отверстия падает практически до нуля и при отключении источника питания и прокачки электролита получают требуемые диаметр проходного сечения и форму отверстия. 2 ил.
фие.г
| Способ электрохимической струйной обработки металлов | 1982 |
|
SU1021549A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
