1
Изобретение относится к машиностроению, в частности к шлифованию торцов роликов подшипников качения.
Цель изобретения - повышение точности обработки и снижение затрат вспомогательного времени за счет регулирования углов установкр шлифовальных кругов в вертикальной и горизонтальной плоскостях в зависимости от продолжительности и частоты вращения контрольных роликов на этапах чернового и чистового шлифования.
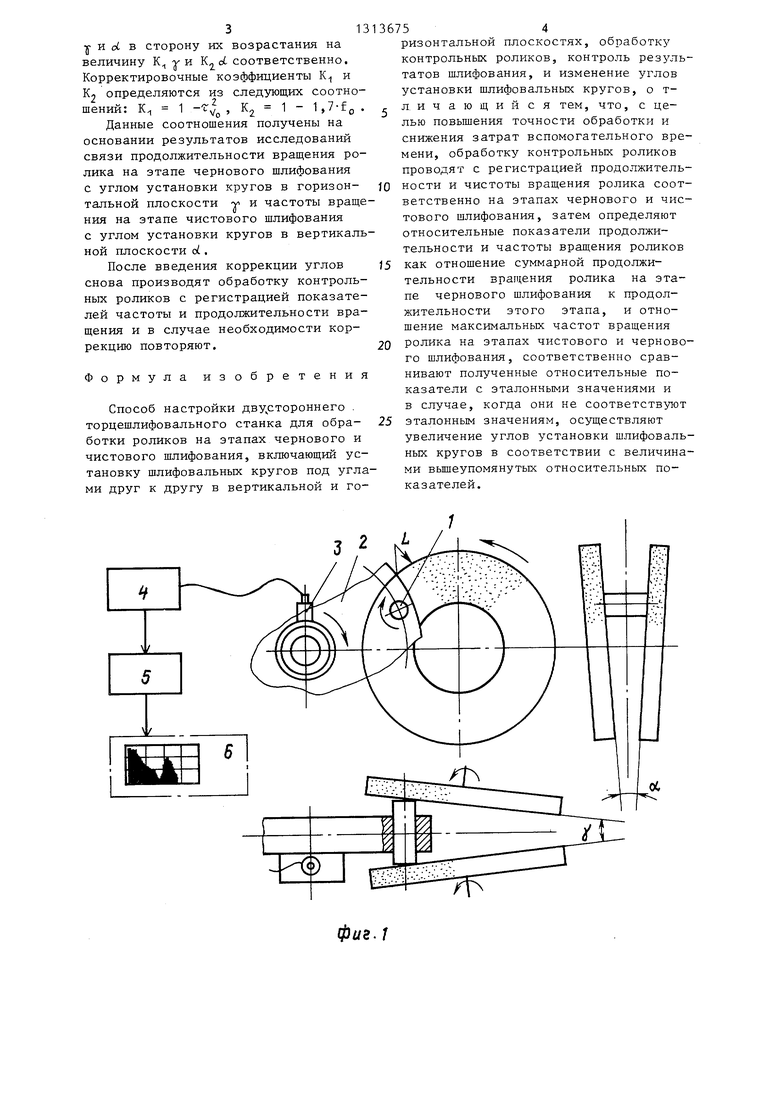
На фиг. 1 изображены схема установки кругов с блок-схемой устройства для реализации предложенного способа на фиг. 2 - усредненные кривые зависимости торцового биения обработанного ролика от относительных показателей продолжительности враш,е- ния при черновом и частоты враш,ения при чистовом съемах, полученные в результате исследованийj на фиг.З - эталонная кривая зависимости частоты вращения ролика от его координаты в зоне шлифования; на фиг. 4 - соответствующая эталонная форма виброхарактеристики вращения ролика.
Для осуществления предложенного способа настройки при регистрации колебаний диска-сепаратора 2, вызываемых вращением обрабатываемого ролика 1, используется комплект виброизмерительной аппаратуры, включающий датчик 3 колебаний, усилитель 4, ок- тавный фильтр 5, настроенный на пропускание полосы высоких частот порядка 4-8 кГц, и электронно-лучевой осциллограф 6 с памятью. Датчик колебаний крепится к корпусу рычага,предусмотренному в конструкции и устанавливаемому на валу диска-сепаратора с помощью двух шарикоподшипников и остается неподвижным при вращении вала в процессе шлифования.
Способ осуществляется следующим образом.
Круги устанавливаются в соответствии с предварительно выбранными значениями углов tj- и j. Затем производят обработку роликов с контролем фактической характеристики вращения ролика. Для этого контрох{ьньй ролик загружают во втулку загрузочного устройства. Включают рабочую подачу.В момент касания контрольным роликом кромок шлифовальных кругов срабатывает устройство внешней синхронизации электронно-лучевого осциллографа и
25
136752
включается развертка изображения на экране.
Уровень регистрируемых на экране осциллографа высокочастотных колеба5 НИИ f пропорционален квадрату частоты вращения ролика f. Характер измерения огибающей вибросигнала отражает характер изменения частоты вращения ролика, а по протяженности
10 участков вибрационного возбухщения по сравнению с общей протяженностью зоны можно судить о продолжительности и непрерывности вращения ролика в процессе съема припуска.
15 В процессе анализа полученного изображения определяют относительные показатели продолжительности частоты fVQ вращения ролика на этапах чернового и чистового шлифования,
20 где , - относительный показатель продолжительности вращения ролика на этапе чернового шлифования, т.е. в первой половине зоны шлифования (О ; LVO- ); fvo fv2/fvi - относительный показатель частоты вращения ролика на этапе чистового Шолифо- вания, т.е. во второй половине зоны шлифования, С fv 0, продолжительность этапа чернового шли30 фования. Ту- суммарная продолжительность вращения ролика на этапе чернового шлифования; fv и fv, УРов- ни колебаний диска-сепаратора, характеризующие м:аксимальные значения час35 тоты вращения ролика на этапах чернового и чистового шлифования соответственно.
Экспериментальные графики, поясняющие связь показателей урИ тор40 цовым биением и приведены на фиг. 2.
Эталонная характеристика вращения ролика, обеспечивающая получение наи- высщей в данных условиях точности
5 обработки, к которой необходимо стремиться при настройке станка, имеет вид, показанный на фиг. 3. Соответствующий эталон регистрируемой в процессе настройки виброхарактеристи5Q ки вращения ролика показан на фиг.4. Он является единым для разных размеров ролика и геометрических параметров наладки станков и характеризуется следующими значениями относи55 тельных показателей : .0)
Когда фактическая характеристика вращения не соответствует эталонной, производится направленная коррекция углов установки шлифовальных кругов
j- и ci в сторону их возрастания на величину К у и соответственно. Корректировочные коэффициенты К и К, определяются из следующих соотношений: К 1 -Г , К 1 - 1,7-fo .
Данные соотношения получены на основании результатов исследований связи продолжительности вращения ролика на этапе чернового шлифования с углом установки кругов в горизонтальной плоскости У и частоты вращения на этапе чистового шлифования с углом установки кругов в вертикальной плоскости oL,
После введения коррекции углов снова производят обработку контрольных роликов с регистрацией показателей частоты и продолжительности вращения и в случае необходимости коррекцию повторяют.
Формула изобретения
Способ настройки двухстороннего . торцешлифовального станка для обработки роликов на этапах чернового и чистового шлифования, включающий установку шлифовальных кругов под углами друг к другу в вертикальной и горизонтальной плоскостях, обработкз контрольных роликов, контроль результатов шлифования, и изменение углов установки шлифовальных кругов, о т- л, ичающийся тем, что, с целью повышения точности обработки и снижения затрат вспомогательного времени, обработку контрольных роликов проводят с регистрацией продолжитель0 ности и чистоты вращения ролика соответственно на этапах чернового и чистового шлифования, затем определяют относительные показатели продолжительности и частоты вращения роликов
5 как отношение суммарной продолжительности вращения ролика на этапе чернового шлифования к продолжительности этого этапа, и отношение максимальных частот вращения
0 ролика на этапах чистового и чернового шлифования, соответственно сравнивают полученные относительные показатели с эталонными значениями и в случае, когда они не соответствуют
5 эталонным значениям, осуществляют
увеличение углов установки шлифовальных кругов в соответствии с величинами вьшеупомянутых относительных показателей.
фиг. 1
МКМ
20
16
12
8 ff
0,2 Off 1 r,,,/, Фиъ. 2
I IIIL
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕЙ ОБРАБОТКИ ТОРЦОВ РОЛИКОВ ШЛИФОВАЛЬНЫМИ КРУГАМИ | 2010 |
|
RU2464147C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ НА КОНИЧЕСКИХ РОЛИКАХ | 2010 |
|
RU2452603C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1992 |
|
RU2014210C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |

Изобретение относится к машиностроению, в частности к шлифованию торцов роликов подшипников качения. Целью изобретения является повышение точности обработки и снижение затрат вспомогательного времени. Способ включает установку шлифовальных кругов под углами друг к другу в вертикальной и горизонтальной плоскостях, обработку контрольных роликов, контроль результатов шлифования. Обработку контрольных роликов проводят с регистрацией продолжительности i частоты вращения ролика на этапах чернового и чистового шлифования, затем производят коррекцию установочных углов в зависимости от значений регистрируемых относительных показателей продолжительности и частоты вращения. 4 ил. с (Л ОО со 05 СП
фиг.З
(pue. if
Редактор Л.Пчелинская
Составитель В.Алексеенко
Техред Л.Олейник Корректор С.Шекмар
Заказ 2168/16Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Лурье Г.Б | |||
| и др | |||
| Наладка шлифовальных станков | |||
| М.: Высшая школа, 1983, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
