Изобретение относится к прокатному производству, а именно к конструкци- ям валков для горячей и холодной прокатки труб и сортового металла.
Целью изобретения является повышение надежности при увеличенных моментах прокатки и упрощение конструкции валка.
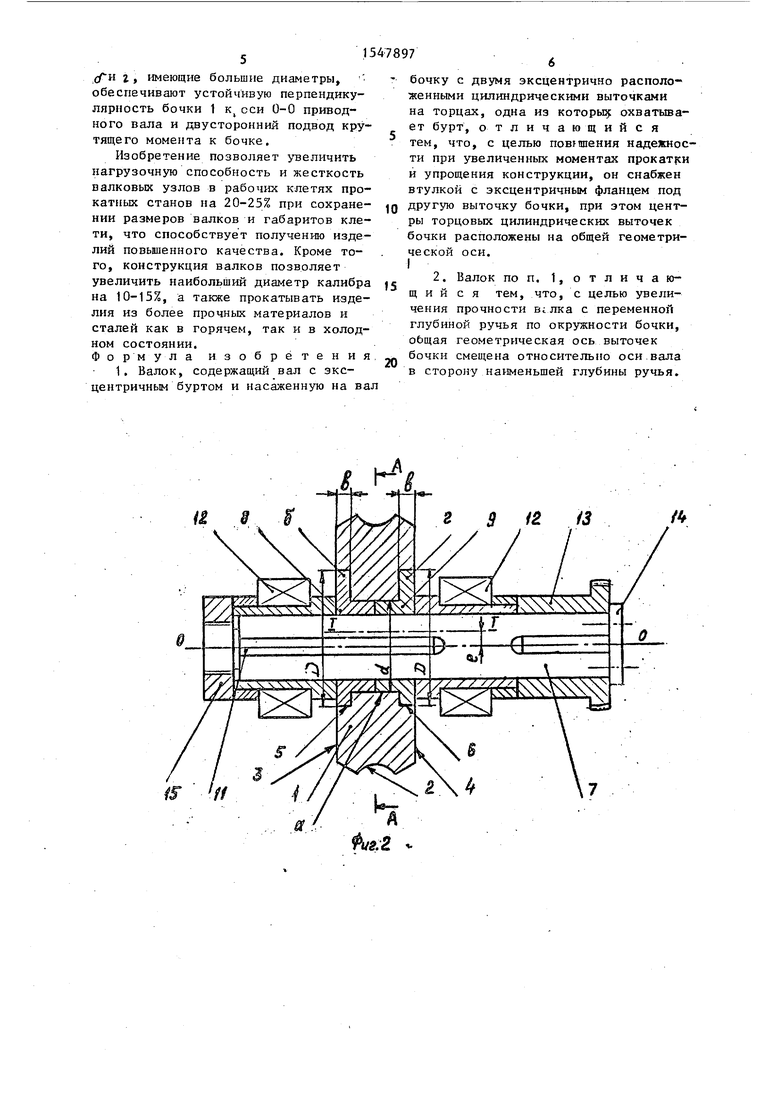
На фиг. 1 изображен валок, разрез вдоль оси вращения; на фиг. 2 - то же, оочка с ручьем установлена на приводном валу с помощью двух вту- лок; на фиг. 3 - разрез А-А на фиг.1 и 2, ручей постоянной глубины, на фиг. 4 - то же, ручей переменной глу- 6ины„
Валок состоит из бочки 1s на на- , ружной поверхности которой нарезан ручей 25 а на обоих торцах 3 и 4 выполнены цилиндрические выточки 5 и 6, Эти выточки диаметром D имеют общую I геометрическую ось I-L, которая па- раллельиа оси вращения валка 0-0 и смещена относительно ее на величину эксцентриситета ft.
На приводном валу 7 установлена втулка 8 диаметром d с фланцем б, ци- 1 линдричеекая поверхность которого выполнена диаметром D с эксцентричным смещением е относительно диаметра d. При этом бочка выполнена с расточкой ц и насажена на втулку 8 по диаметру d, а эксцентричный фланец 6 втулки размещен в торцовой цилиндрической выточке диаметром D и шириною Ь, На приводном валу может быть установлена дополнительная втулка 9 с эксцент- ричным фланцем г, либо приводной вал выполняют с буртом 10, при этом фланец г втулки или бурт приводного вала расположены в торцовой выточке диаметром D и шириной Ь. Цилиндрическая поверхность фланца t выполнена диаметром U с эксцентричным смещением е относительно d. Обе втулки соединены с валом общей шпонкой 11 для передачи
крутящего момента. Приводной вал снабжен подшипниками 12 и приводной муфтой 13, которые стянуты вдоль оси вала 0-0 с помощью шайбы 14 и гайки 15.
На фиг. 4 показан ручей переменной глубины. При этом наименьшая глубина h ручья и эксцентричное смещение торцовых выточек диаметром D на величину эксцентрисистета е выполнены с одной стороны от оси вращения валка 0-0 с противоположной стороны глубина ручья .
Валок работает следующим образом.
При прокатке бочка 1 ручьем 2 контактирует и обжимает металл - трубу или сортовой металл. При этом на бочке возникает технологический момент прокатки, который преодолевается крутящим моментом привода, подводимого через муфту 12 к приводному валу 7. Крутящий момент от вала 7 через шпонку 11 передается втулкам 8 и 9, которые с помощью эксцентрично выполненных фланцев 5 и г (при их общей ширине 2Ь) передают крутящий момент бочке валка. Для обеспечения равномерной загрузки флачцев б и г крутящим моментом изготовление шпоночного паза во втулках 8 и 9 выполняют в сборе, когда обе втулки установлены в бочке. В дальнейшем при замене бочек в каждой из них обеспечивается соосность по оси I-I цилиндрических выточек 5 и 6 при изготовлении. Приводной вал 7 вращается в подшипниках 12 в корпусе рабочей клети (не показан). При замене бочки вместе с втулками 8 и 9 свинчивается гайка 15 и вал вытягивается из подшипниковых i опор в сторону муфты 13. После установки новой бочки с втулками вал перемещают в исходное положение.
Предлагаемая конструкция валка особенно эффективна дпя узких валков увеличенного диаметра, когда фланцы
сЛи г, имеющие большие диаметры, обеспечивают устойчивую перпендикулярность бочки 1 KV оси 0-0 приводного вала и двусторонний подвод крутящего момента к бочке.
Изобретение позволяет увеличить нагрузочную способность и жесткость валковых узлов в рабочих клетях прокатных станов на 20-25% при сохранении размеров валков и габаритов клети, что способствует получению изделий повышенного качества. Кроме того, конструкция валков позволяет увеличить наибольший диаметр калибра на 10-15%, а также прокатывать изделия из более прочных материалов и сталей как в горячем, так и в холодном состоянии. Формула изобретения
1. Валок, содержащий вал с эксцентричным буртом и насаженную на вал
0
бочку с двумя эксцентрично расположенными цилиндрическими выточками на торцах, одна из которы охватывает бурт, отличающийся тем, что, с целью повышения надежности при увеличенных моментах прокатки и упрощения конструкции, он снабжен втулкой с эксцентричным фланцем под другую выточку бочки, при этом центры торцовых цилиндрических выточек бочки расположены на общей геометрической оси.
I
2. Валок по п. 1, отличающийся тем, что, с целью увеличения прочности в..лка с переменной глубиной ручья по окружности бочки, общая геометрическая ось выточек бочки смещена относительно оси вала в сторону наименьшей глубины ручья.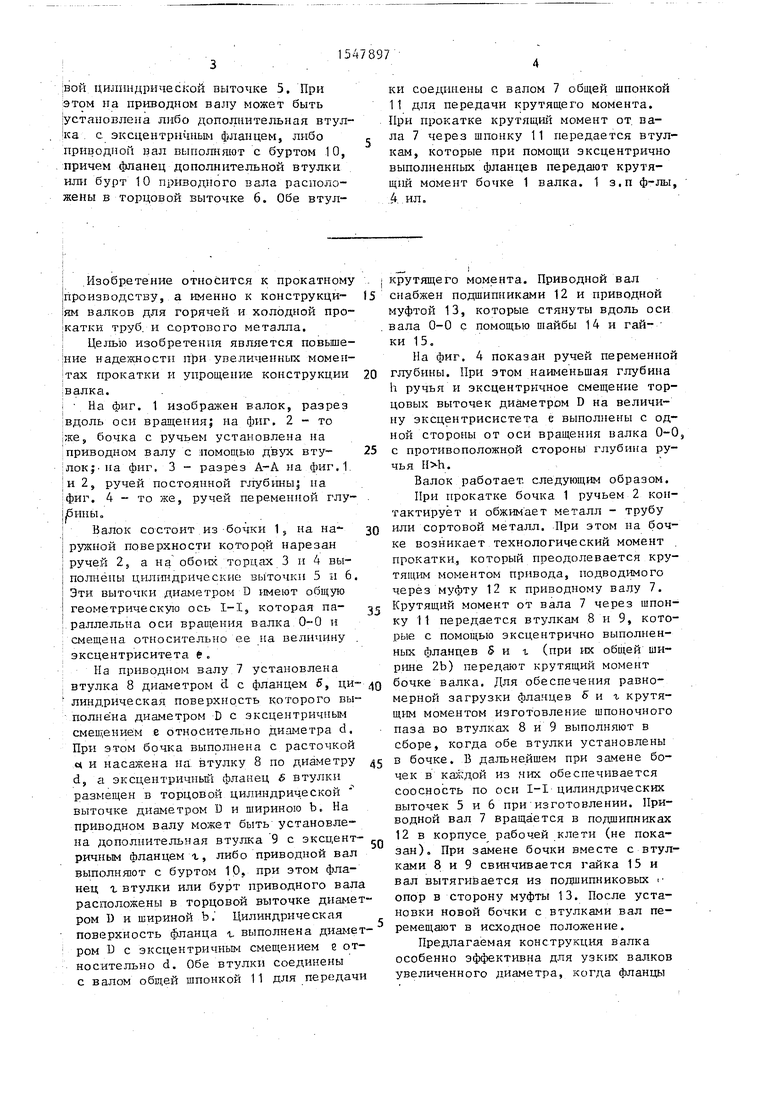
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Рабочий валок преимущественноСОРТОВОгО пРОКАТНОгО CTAHA | 1978 |
|
SU801914A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Прокатный валок | 1985 |
|
SU1319954A1 |
| Прокатный валок | 1987 |
|
SU1463361A1 |
| СПОСОБ КАЛИБРОВКИ ШВЕЛЛЕРОВ | 2004 |
|
RU2268788C1 |
| Рабочий валок преимущественно сортового прокатного стана | 1990 |
|
SU1752458A1 |
| Валковый узел | 1989 |
|
SU1696020A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
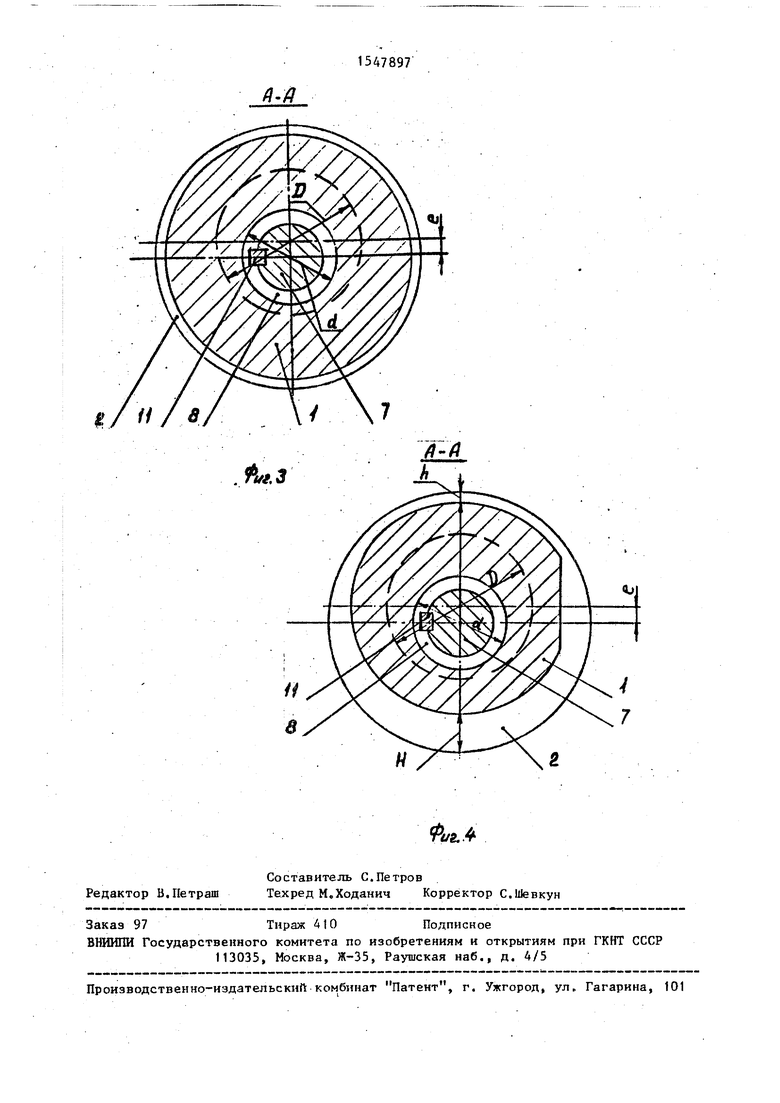
Изобретение относится к прокатному производству, а точнее к валкам для горячей и холодной прокатки труб и сортового проката. Цель - повышение надежности при увеличенных моментах прокатки и упрощение конструкции. Валок содержит бочку 1 с ручьем 2 и торцовыми цилиндрическими выточками 5, 6, эксцентрично смещенными относительно оси вращения валка, и приводной вал 7. Бочка валка выполнена с расточкой а, соосной приводному валу. На приводном валу установлена втулка 8 диаметром D с фланцем б, цилиндрическая поверхность которого выполнена диаметром "D" с эксцентричным смещением е относительно диаметра D. Фланец б втулки 8 размещен в торцовой цилиндрической выточке 5. При этом на приводном валу может быть установлена либо дополнительная втулка с эксцентричным фланцем, либо приводной вал выполняют с буртом 10, причем фланец дополнительной втулки или бурт 10 приводного вала расположены в торцовой выточке 6. Обе втулки соединены с валом 7 общей шпонкой 11 для передачи крутящего момента. При прокатке крутящий момент от вала 7 через шпонку 11 передается втулкам, которые при помощи эксцентрично выполненных фланцев передают крутящий момент бочке 1 валка. 1 з.п. ф-лы, 4 ил.
A.J
A-A
| Прокатный валок | 1975 |
|
SU517336A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
