113
Изобретение отно.сится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано для получения утолщений на кромках листовых деталей.
Цель изобретения повьш ение качества утолщения путем предотвращения гофрообразованияо
На фиг. 1 показано устройство для получения утолщения на кромке листового материала в исходном положении на фиг. 2 - то же после получения утолпцения.
Устройство содержит опорную плиту 1 и прижимную плиту 2 с полостью 3, толкатель 4 и элемент 5 противодавления., контактирующий с рабочей поверхностью толкателя А и установленный в полости 3 прижимной плиты 2 с возможностью перемещения вдоль рабочих выступов 6, выполненных .в полости прижимной плиты 2 и расположенных со смещением по высоте друг против друга. Рабочие выступы 6 контактируют с противоположно лежащими поверхностям а и 5 элементов 5 противодавления. Форма, рабочих выступов имеет в сечении вид треугольника со скруглением при вершине. Форма.поверхностей « и 5 элемента 5 противодавления имеет одинарную кривизну и описывается выражением
V - О 0 с
Y - .--™ - S, , . .
где Y, X - координаты точек .поверхности элемента противо давления.
Для поверхности а отсчет координа производится от точки AJ т.е. зо- ны контакта поверхности q с внутренним рабочим выступом. Для поверхности б отсчет координат производится от точки Б , т.е. зоны контакта поверхности S с наружным рабочим выступом. Направление отсчета показано на фиг. 1.
Исхъдный зазор S между опорной плитой 1 и элементом 5 противодавления выбирается в зависимости от требуемой величины утолщения и исходной толщины листового материала. Исходный вылет Нд элемента 5 противодавления выбирается в зависимости от требуемой высоты утолщения, Прижимные плиты 2 выполнены разной высоты.
Величина смещения рабочих выступов 6 относительно друг друга должна
82
быть такой, чтобы рабочий я -ступ на более высокой плите всегда находился выше выступа на более низкой плите для обеспечения работоспособности
элемента 5 противодавления 5,
Устройство работает следующим образом.
Листовую заготовку 7 устанавливают на опорную плиту 1, вставляя снизу
в Полость между прижимной плитой 2 и опорной плитой 1 до упора в толкатель 4. После этого прижимной плитой. 2 прижимают, например, при помощи гидродилиндра (не показан) листовую
заготовку к опорной плите 1, при этом элемент 5 противодавления контактирует с рабочей частью толкателя 4, поверхностью листовой заготовки и рабочими выступами 6, Под действием усилия на толкатель, например,, от траверсы пресса (не показана) последний перемещает элемент 5 противодавления и одновременно осаживает часть листовой заготовки, находящейся между опорной плитой 1 и элементом 5 противодавления. В процессе осадки листовой заготовки элемент 5 противодавления перемещается таким образом,что в любой последующий момент времени
зона образования утолщения все время подпирается за счет перемещения криволинейных поверхностей а и S элемента противодавления вдоль рабочих выступов 6 и за счет этого препятст-
вует потере устойчивости листовой заготовки, т.е. препятствует гофрообра- зованию. При достижении требуемой величины утолщения кромки листового материала, что определяется по величине вертикального перемещения толкателя, процесс останавливают, толкатель поднимают, прижимную плиту отводят от опорной плиты, освобождая листовую заготовку, после чего последнюю вынимают из устройства.
Предлагаемое устройство обеспечивает получение утолщения на кромке листового материала без гофрообразо- вания с размерами утолщения S/S,
.2приЪ/8о , где - толщина утолщения, h - высота утолщения; SP - исходная толщина листа.
Пример. Устройство опробовано при получении утолщения на кромке
листового материала 120x100 мм толщиной 2 мм из алюминиевого сплава М1г6. Исходный зазор S 2 мм, вылет Нр 30 мм. Прижим плиты осущест313
вляют при помощи гидроцилиндра, деформирование - на гидравлической испытательной машине Olsen, В результате получено утолщение на кромке по всей длине листовой заготовки 100 мм. Высота утолщения h 15 мм, толщина S 4 мм. Утолщение получилось равнотолщинным по всей длине без следов: гофрообразования.
Предлагаемое устройство позволит повысить качество утолщения за счет предотвращения гофрообразования в зоне набора материала.
Формула и.3 обретения
Устройство для получения утолщения на кромке листового материала, содержащее расположенные одна против другой с зазором, образующим полость для размещения заготовки, опорную плиту и прижимную плиту с полостью, толкатель и элемент противодавления, установленный в полости прижимной плиты с возможностью перемещения и контактирования с рабочей поверхностью толкателя, отличающееся
84
тем, чтс1, с целью повьшения качества утолщения путем предотвращения гофрообразования, одна из прижимных плит, расположенная со стороны опорной пли- ты, выполнена меньшей высоты, и на обращенных одна к другой поверхностях прижимной плиты вьптолнены рабочие выступы, расположенные со смещением и с возможностью контактирования с
противоположно лежащими поверхностями. элемента давления на участках, при этом поверхность участка представляет поверхность одинарной кривизны, описываемой уравнением
Y
о HO Н„ - X
где Y, X - координаты точек поверхности элемента противодавления от зоны контакта последнего с рабочими выступами;.
SQ - исходный зазор между опорной плитой и элементом противодавления; HQ - исходный выпет элемента противодавления.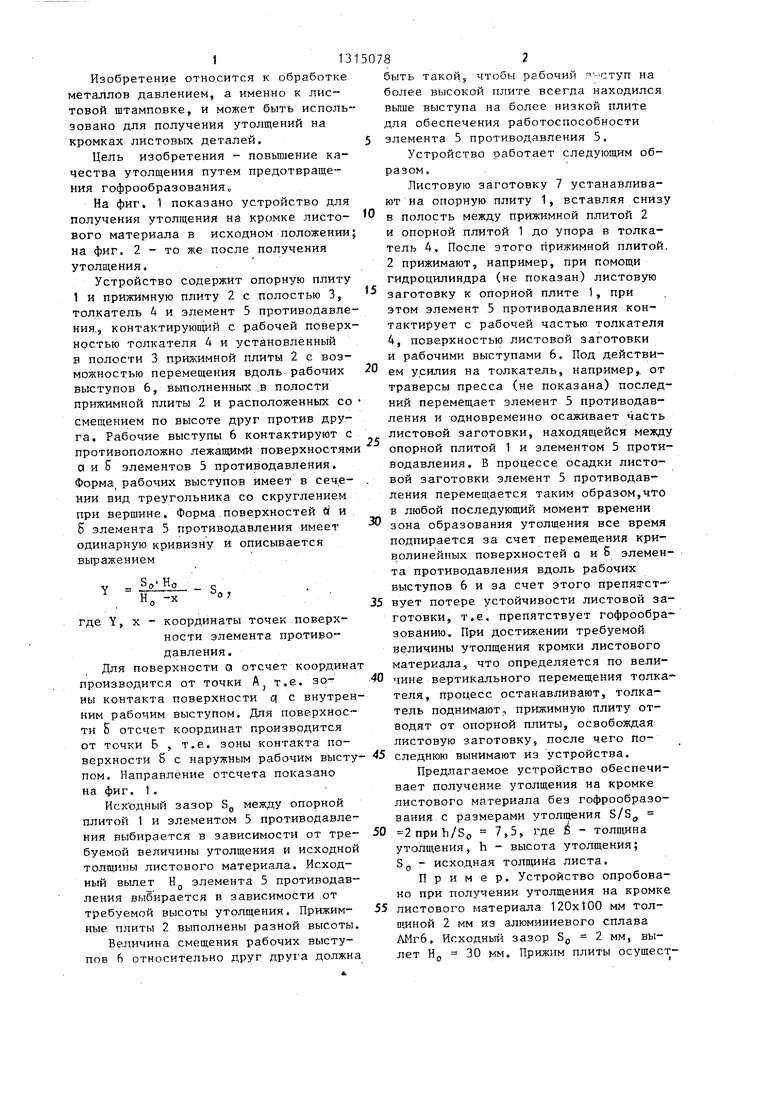

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1417959A1 |
| Устройство для образования утолщений на профилях | 1986 |
|
SU1400719A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1433555A1 |
| Устройство для образования утолщений на лентах | 1987 |
|
SU1440581A1 |
| Устройство для образования утолщения на кромке листа | 1986 |
|
SU1344460A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1417960A1 |
| Штамп для образования утолщений | 1986 |
|
SU1391771A1 |
| Устройство для утолщения кромок листовых заготовок | 1988 |
|
SU1509155A1 |
| Устройство для образования утолщения на кромках листов | 1986 |
|
SU1338927A1 |
| Устройство для утолщения кромок листов | 1990 |
|
SU1810169A1 |
Изобретение относится к обработке металлов давлением, точнее к листовой штамповке, и может быть использовано в самолетостроении, судостроительной промьгашенности и других областях машиностроения. Цель изобретения - повьшение качества получаемого утолщения за счет предотвращения гофрообразования в зоне набора материала. Устройство содержит установленные друг против друга опорную плиту (ОП) 1 и прижимную плиту 2, толкатель 4 и элемент 5 противодавления (ЭП), контактирующий с рабочей поверхностью толкателя (Т) 4 и установленный в полости прижимной плиты 2 с возможностью перемещения вдоль рабочих выступов 6. Листовую заготовку 7 устанавливают между ОП 1 и прижимной плитой 2 до упора в Т 4. Под действием усилия Т 4 перемещается ЭП 5 и одновременно осаживается часть заготовки, находящаяся между ОП 1 и ЭП 5. Б процессе осадки заготовки ЭП 5 перемещается таким образом, что в любой момент времени зона утолщения подпирается за счет перемещения его криволинейных поверхностей а и о вдоль рабочих выступов б, что препятствует потере устойчивости. 2 мл. i (Л С .(
Фиг.2
Редактор А. Сабо
Составитель Н, Чернилевская
Техред М.Ходанич Корректоре, Шекмар
Заказ 2236/6Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
