1139177
Изобретение относится к обработке металлов даплением, а именно к листовой штамповке, и может быть использовано для образования утолще1тн на g листах.
Цель изобретения - расширение технологических возможностей путем обеспечения формообразования утолщений увеличенных размеров,10
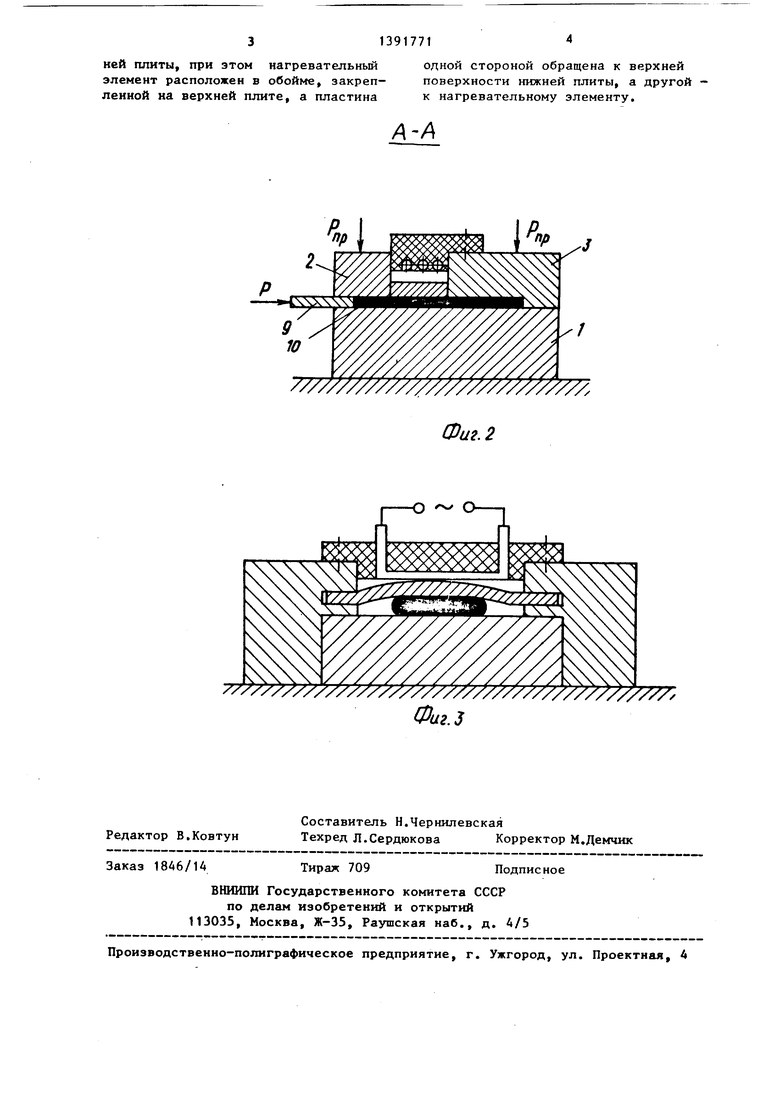
На фиг. 1 показан штамп в исходном состоянии, на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - штамп в момент получения утолщения.
Штамп содержит нижнюю плиту 1, на которой установлена верхняя плита, состоящая из двух частей 2 и 3.
8верхней плите имеется полость Д,
в которой выполнены продольные пазы
5параллельно основанию верхней плиты. В пазы 5 установлена пластина
6с возможностью перемещения по ним и с зазором относительно нижней плиты, равным толщине заготовки. Пластина 6 одной стороной обращена к верхней поверхности нижней плиты, а другой - к нагревательному элементу 7, например ТЭНу, установленному в обойме 8, которая зафиксирована на верхней плите. Между верхней и нижн плитами смонтирован пуансон осадки
9с возможностью перемещения вдоль них.
Штамп работает следующим образом
Листовая заготовка 10 устанавливается на нижнюю плиту 1 и фиксируется верхней плитой усилием Р,., . Пр этом части 2 и 3 верхней плиты соединены при помощи, например, винтов В продольные пазы 5 установлена пластина 6, в обойме 8 установлены ТЭНы 7. Пластина 6 нижней стороной прижимается к верхней части листово заготовки. При помощи ТЭНов 7 производится нагрев листовой заготовки под пластиной 6 и самой пластины до заданной температуры. Температура выбирается такой, чтобы создать наиболее благоприятное напряженно-деформированное состояние материала заготовки. После нагрева производят осадку листовой заготовки в торец пуансоном 9 усилием Р. При этом материал заготовки, находя1цийся между нижней плитой и пластиной, деформируется и набирается в виде утолщения. Пластина 6 препятствует потере устойчивости заготовки, обеспечивая
подпор заготовки, при этом пластина 6 упруго деформируется, а ее концы незначительно перемещаются в пазах 5. В зависимости от материала пласти ны 6, ее размеров и температуры нагрева возможно создание различного усилия противодавления и соответственно различного прогиба пластины, В зависимости от этого можно получать различные по высоте и толщине утолщения. По окончании процесса верхняя плита поднимается, пластина 6 занимает прежнее положение за счет упругих сил, листовая заготовка с утолщением вынимается, устанавливается следующая заготовка и процесс повторяется.
Штамп, вьтолненньй согласно фиг. 1-3, бып опробован при получении утолщения на листовой заготовке толи|иной 3 мм, размером заготовки 100x60 мм из материала АМгб. Нагрев листовой заготовки осуществлялся до 420-450 С. Осадка осуществлялась на гидравлической испытательной машине. Усилие деформирования составляло 1,5-2,0 т. В результате было получено утолщение на кромке листовой заготовки на длине 60 мм с параметрами: S 6,1-6,8 мм и h 24-30 мм, т.е. S/So 2,1-2,2 при h/Sp 8-10, что,в 1,5-2,0 раза больше, чем возможно в прототипе, 5о исходная толщина, S - толщина утолщения, h - высота утолщения.
Формула изобретения
Штамп для образования утолщений на кромках листов, содержащий верхнюю и нижнюю плиты, установленный между плитами с возможностью перемещения вдоль них пуансон осадки, а также элемент противодавления и нагревательный элемент, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения формообразования утолщений увеличенных размеров, верхняя плита состоит из двух частей, в одной из которых выполнена полость с продольными пазами, а элемент противодавления выполнен в виде пластины, концами установленной в продольные пазы полости параллельно ее основанию с возможностью перемещения по ним и с зазором относительно нижней плиты, при этом нагревательный элемент расположен в обойме, закрепленной на верхней плите, а пластина
одной стороной обращена к верхней поверхности нижней плиты, а другой к нагревательному элементу.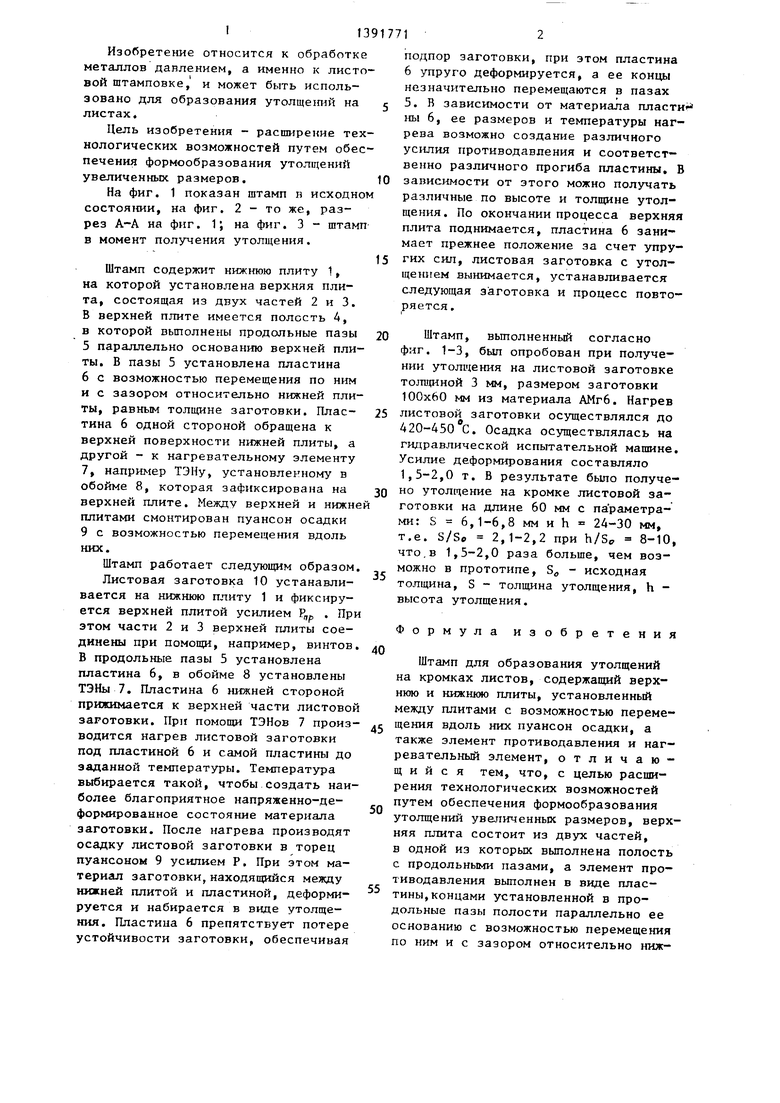
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1433555A1 |
| Устройство для образования утолщения на кромках листов | 1986 |
|
SU1338927A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1417960A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Устройство для образования утолщения на кромке листа | 1986 |
|
SU1344460A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Способ изготовления заготовок балок картеров и автоматическая линия для его осуществления | 1987 |
|
SU1500427A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в самолетостроении, судостроительной промьгашенности и других отраслях машиностроения. Цель изобретения - расширение технологических возможностей путем обеспечения формообразования утолщений увеличенных размеров. Штамп содержит нижнюю плиту (ни) 1, на которой установлена верхняя плита, состоящая из двух частей. В верхней плите имеется полость 4 с продольными пазами 5, в которые установлен элемент противодавления - пластина (П) 6. П 6 одной стороной обращена к верхней поверхности НИ 1, а другой - к нагревательному элементу 7. Между верхней плитой и НП 1 смонтирован пуансон осадки. При нагреве заготовки 10 нагревается П 6, после нагрева. заготов ку осаживают в торец пуансоном. Материал ее, находящийся между НП 1 и П 6, деформируется и набирается в утолщение. П 6 препятствует потере устойчивости заготовки 10. При этом П 6 будут упруго деформироваться, а а концы ее будут незначительно перемещаться в пазах 5. В зависимости от материала П 6, ее размеров и температуры нагрева можно регулировать усилия противодавления и получать утолщения разных размеров. 3 ил. . (Л 00 со А Фиг,1
///
Редактор В.Ковтун
Составитель Н.Чернилевская
Техред Л.Сердюкова Корректор М.Демчик
Заказ 18А6/1А
Тираж 709
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
л-/
у///////////.
Фиг. 2
У//7/Л
Фиг.З
Подписное
| Попов О.В | |||
| Изготовление цельно- штампованных тонкостенных деталей переменного сечения | |||
| М.: Машиностроение, 1974, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
