0г/е/
Изобретение относится к обработке металлов, давлением, а именно к листовой штамповке, и может быть использовано для получения утолщений на лентах.
Целью изобретения является упрощение конструкции устройства, расширение технологических возможностей формоизменения за счет увеличения разме-|о ров и оптимальной формы утолщения, повьшение производительности за счет одновременного получения утолщений на обоих боковых кромках ленты.
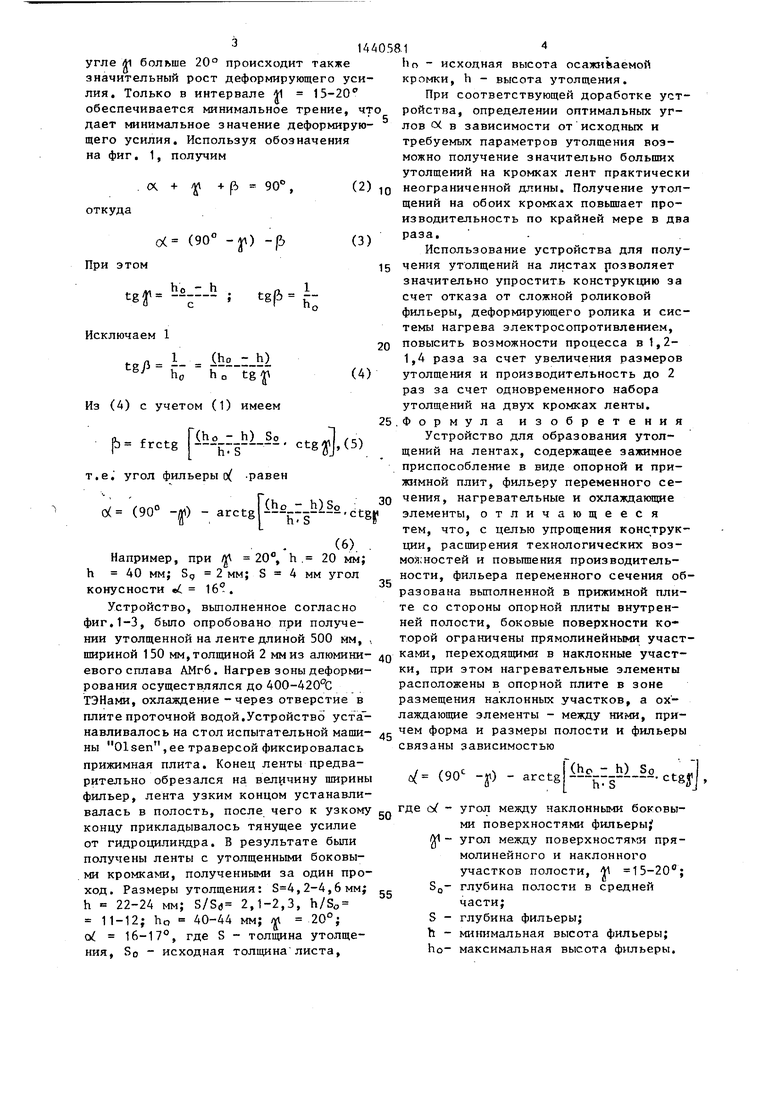
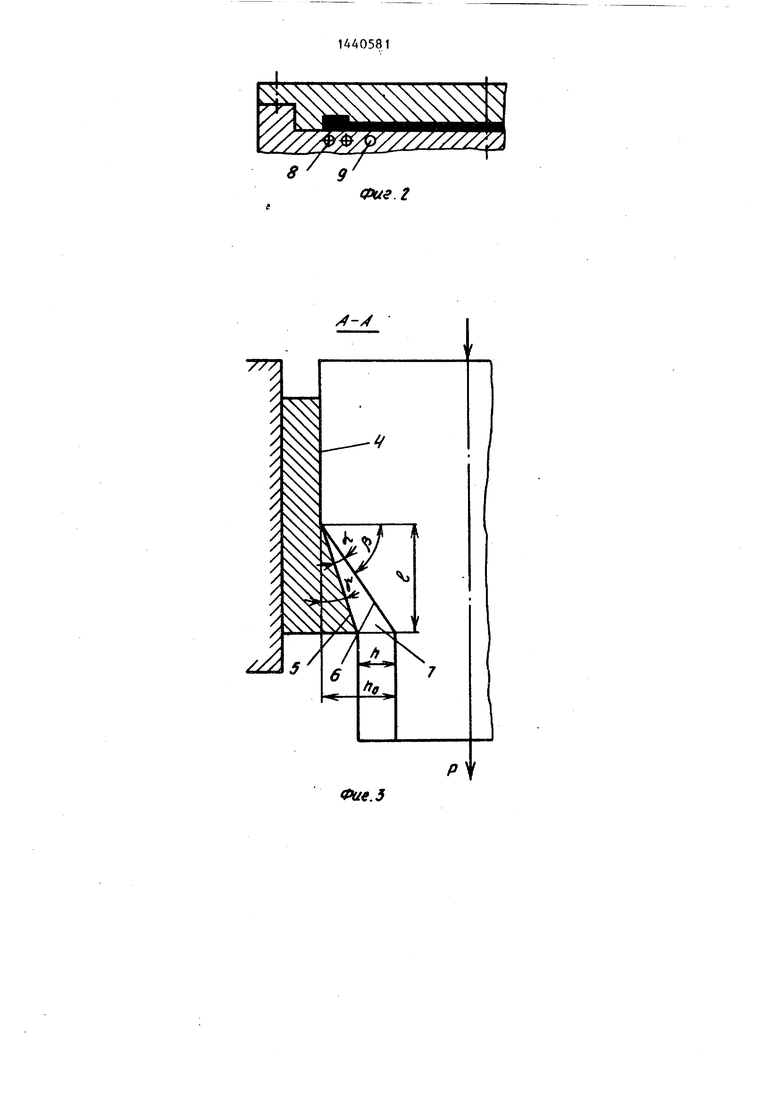
На фиг. 1 показано устройство в 5 исходном положении, общий вид; на фиг. 2 - устройство в процессе осадки, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг; 4 - графические зависимости усилия Р от угла f , 20
Устройство содержит зажимное приспособление, состоящее из опорной 1 и прижимной 2 плит. Прижимная плита 2 со стороны опорной плиты выполнена с
прямолинейных участков 4 в полость прижимной плиты устанавливается лис вая заготовка 10, лента, которая бо ковыми поверхностями, т.е. кромками которые утолщаются, контактируют с зтими поверхностями. Нагревательные элементы 8 нагревают до заданной те пературы заготовку, а по охладителя пропускают, например, проточную вод После этого к ленте прикладывают ус лие проталкивания, например при пом щи гидроцилиндров и захватов (не по казано), при этом боковые кромки ле ты слева и справа, перемещаясь в зо наклонных участков, начинают осаживаться участками фильеры 5, а осаже ный материал поступает в участки фильеры 7, где заполняет их строго глубине S. Пройдя весь участок осад ки, кромки л.енты формоизменяются и принимают на вькоде из фильеры форм последней. После выхода конца ленты с утолщенными кромками из зажимного
полостью 3, которая ограничена прямо-25 приспособления она захватывается и
линейными Участками 4, переходящими в наклонные 5 и 6, образующими совместно с полостью фильеру переменного сечения 7. Кроме того, в опорной плите 1 в месте расположения фильеры 7 ЗО установлены нагревательные элементы 8,, например ТЭНы, а в зоне примыкающей к фильерам со стороны внутренней полости прижимной плиты - охлаждающие элементы 9, Форма, размеры полости и ч фильеры связаны между собой зависимостью, определяемой по формуле:
0 () -arctg ctg ,
протягивается вперед, например, от привода гидроцилиндра, связанного с толкающим приводом (-не показано). После этого ленту протягивают через фильеру до тех пор, пока не будет п лучено утолщение на заданной длине кромки ленты. Наличие нагревателей и охладителей обеспечивает перепад температур в зоне передачи усилия и в очаге деформирования, который обе печивает заполнение материалом филь ры и предотвращает потери устойчиво ти .листа.
При расчете формулы связи размер полости и фильеры в качестве исходн предпосылок использовалить следующи условие постоянства объема материал до и после деформирования (обозначе ния идентичны обозначениям элементо устройства)
где о(
угол метвду наклонными боковыми поверхностями фильеры; ЛЛ - угол между поверхностями
прямолинейного и наклонного
участков полости прижимной
плиты, f 15-20° ;
глубина полости в средней
части;
глубина фильеры;
45
При расчете формулы связи размеров полости и фильеры в качестве исходных предпосылок использовалить следующие: условие постоянства объема материала до и после деформирования (обозначения идентичны обозначениям элементов устройства)
5„-8„ h-S
(1)
S - глубина фильеры;угол наклона поверхности фильеры gi
h - минимальная высота фильеры; jg должен лежать в пределах { 15-20°, ho - максимальная высота фильеры. что подтверждено экспериментально -(фиг.4). Зависимость усилия Р от величины угла ij при различных значениях коэффициента трения и показана на фиг. 3. При угле меньше 15 значиУстройство работает следующим образом.
Предварительно собирают зажимное приспособление, при этом прижимная плита 2 фиксируется на опорной 1 усилием траверсы пресса, затягиванием болтов и т.д. После этого со стороны
тельно увеличивается площадь контакта заготовки с инструментом, вследствие чего трение возрастает и усилие деформирования значительно повышается. При
прямолинейных участков 4 в полость 3 прижимной плиты устанавливается листовая заготовка 10, лента, которая боковыми поверхностями, т.е. кромками, которые утолщаются, контактируют с зтими поверхностями. Нагревательные элементы 8 нагревают до заданной температуры заготовку, а по охладителям пропускают, например, проточную воду. После этого к ленте прикладывают усилие проталкивания, например при помощи гидроцилиндров и захватов (не по-, казано), при этом боковые кромки ленты слева и справа, перемещаясь в зону наклонных участков, начинают осаживаться участками фильеры 5, а осаженный материал поступает в участки фильеры 7, где заполняет их строго по глубине S. Пройдя весь участок осадки, кромки л.енты формоизменяются и принимают на вькоде из фильеры форму последней. После выхода конца ленты с утолщенными кромками из зажимного
протягивается вперед, например, от привода гидроцилиндра, связанного с толкающим приводом (-не показано). После этого ленту протягивают через фильеру до тех пор, пока не будет получено утолщение на заданной длине кромки ленты. Наличие нагревателей и охладителей обеспечивает перепад температур в зоне передачи усилия и в очаге деформирования, который обеспечивает заполнение материалом фильеры и предотвращает потери устойчивости .листа.
При расчете формулы связи размеров полости и фильеры в качестве исходных предпосылок использовалить следующие: условие постоянства объема материала до и после деформирования (обозначения идентичны обозначениям элементов устройства)
8„ h-S
(1)
тельно увеличивается площадь контакта заготовки с инструментом, вследствие чего трение возрастает и усилие деформирования значительно повышается. При
угле м больше 20° происходит также значительный рост деформирующего усилия. Только в интервале V( 15-20° обеспечивается минимальное трение, что дает минимальное значение деформирую- щего усилия. Используя обозначения на фиг, 1, получим
о.
+ / р) 90°
откуда
0( (90° -) -|Ь
При этом
tgf
ho - h
h-:
Исключаем 1
tgyi
Из (4) с учетом (1) имеем
Р- P TT-s- So
ctgyj,(5)
i
т.е, угол фильеры о( -равен
0( (90 -|y) - arctg
feo )§o
ii s
Ctgy
(6).
Например, при 20°, h . 20 MM; h 40 MM; Sg 2 MM; S 4 MM угол
35
Устройство для образования утолщений на лентах, содержащее зажимное приспособление в виде опорной и прижимной плит, фильеру переменного сечения, нагревательные и охлаждающие элементы, отличающееся тем, что, с целью упрощения конструкции, распшрения технологических воз- моя;ностей и повьппения производительности, фильера переменного сечения образована вьтолненной в прижимной плите со стороны опорной плиты внутренней полости, боковые поверхности которой ограничены прямолинейными участконусности «iL 16,
Устройство, выполненное согласно фиг,1-3, было опробовано при получении утолщенной на ленте длиной 500 мм, шириной 150 мм,толщиной 2 мм из алюмини- до ками, переходящими в наклонные участ- евого сплава АМгб, Нагрев зоны деформи- ки, при этом нагревательные элементы
расположены в опорной плите в зоне размещения наклонных участков, а охлаждающие элементы - между ними, прн- навливалось на стол испытательной маши- 45 Форма и размеры полости и фильеры ны Olsen,ее траверсой фиксироваласьсвязаны зависимостью
Ъс„г h)So . „ ctgjрования осуществлялся до 400-420 С ТЭНами, охлаждение -через отверстие в
плите проточной водой,Устройство (90 -у) - arctg h-S
прижимная плита. Конец ленты предварительно обрезался на величину ширины фильер, лента узким концом устанавливалась в полость, после чего к узкому g где (У - угол между наклонными боковыми поверхностями фильеры - угол между пoвepxнocтя з пряконцу прикладывалось тянущее усилие от гидроцилиндра, В результате были получены ленты с утолщенными боковыми кромками, полученными за один проход. Размеры утолщения: ,2-4,6 мм; h 22-24 мм; В/5в 2,1-2,3, h/So 11-12; ho 40-44 мм; / 20°; 0 16-17°, где S - толщина утолщения. So - исходная толщина листа.
молинеиного и наклонного участков полости, 15-20 ;
SQ- глубина полости в средней части;
S - глубина фильеры;
h - миш1мальная высота фильеры;
ho- максимальная высота фильеры.
о
10
15
20
25
30
35
ho - исходная высота осаживаемой кромки, h - высота утолщения.
При соответствующей доработке устройства, определении оптимальных углов о( в зависимости от исходных и требуемых параметров утолщения возможно получение значительно больших утолщений на кромках лент практически неограниченной длины. Получение утолщений на обоих кромках повышает производительность по крайней мере в два раза, Использование устройства для получения утолщений на листах розволяет значительно упростить конструкцию за счет отказа от сложной роликовой фильеры, деформирующего ролика и системы нагрева электросопротивлением, повысить возможности процесса в 1,2- 1,4 раза за счет увеличения размеров утолщения и производительность до 2 раз за счет одновременного набора утолщений на двух кромках ленты, .Формула изобретения
Устройство для образования утолщений на лентах, содержащее зажимное приспособление в виде опорной и прижимной плит, фильеру переменного сечения, нагревательные и охлаждающие элементы, отличающееся тем, что, с целью упрощения конструкции, распшрения технологических воз- моя;ностей и повьппения производительности, фильера переменного сечения образована вьтолненной в прижимной плите со стороны опорной плиты внутренней полости, боковые поверхности которой ограничены прямолинейными участдо ками, переходящими в наклонные участ- ки, при этом нагревательные элементы
асположены в опорной плите в азмещения наклонных участков аждающие элементы - между ни Форма и размеры полости и вязаны зависимостью
Ъс„г h
0/ (90 -у) - arctg h-S
де (У - угол между наклонными ми поверхностями филь - угол между пoвepxнocт
молинеиного и наклонного участков полости, 15-20 ;
глубина полости в средней части;
глубина фильеры;
миш1мальная высота фильеры;
максимальная высота фильеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования утолщений на профилях | 1986 |
|
SU1400719A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1417959A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1433555A1 |
| Устройство для получения утолщения на кромке листового материала | 1986 |
|
SU1315078A1 |
| Способ утолщения краевого участка листовой заготовки | 1989 |
|
SU1657254A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Устройство для утолщения кромок листов | 1989 |
|
SU1632563A1 |
| Устройство для образования утолщения на кромках листов | 1986 |
|
SU1338927A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1417960A1 |
| Штамп для образования утолщений | 1986 |
|
SU1391771A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в самолетостроении, судостроительной промышленности и других областях машиностроения. Цель изобретения - расширение технологических возможностей формоизменения за счет увеличения размеров и оптимальной формы утолщения, повышение производительности за счет одновременного получения утолщений на обеих боковых кромках ленты. Устройство содержит зажим- ное приспособление, состоящее из опорной 1 и прижимной 2 плит. Прижимная плита со стороны опорной плиты вьшол- нена с полостью 3, которая ограничена прямоугольными участками 4, переходящими в наклонные, при этом последние образуют фильеру переменного сечения. В опорной плите 1 в месте расположения фильеры установлены нагревательные элементы 8, например, ТЭНы, а в зоне, примыкающей к фильерам со стороны внутренней полости прижимной плиты 2, - охлаждающие элементы 9, Форма, размеры полости и фильеры связаны между собой зависимостью, определяемой по приведенной формуле. В полость 3 прижимной плиты 2 подают листовую заготовку 10, нагревают и по мере проталкивания осаживают, образуя утолщеш е. 4 ил. (Л
Х-./
Фие.5
Фие.г
то
iOOO
800
600
400
| Попов О.В, Изготовление цельно- штампованных тонкостенных деталей переменного сечения | |||
| М.: Машиностроение, 1974, с.103, рис | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
