113
Нзо();)с i iic , /jiocHTCH к технологии CBo6o;. Ч1;г;ки и может быть ис- пользог аио в тяжелом машиностроении при изготовлении крупногабаритных полых поковок.
Цель изобретения - экономия металла путем изготовления детали типа втулки из материала средней части осаженного слитка в процессе прошивки.
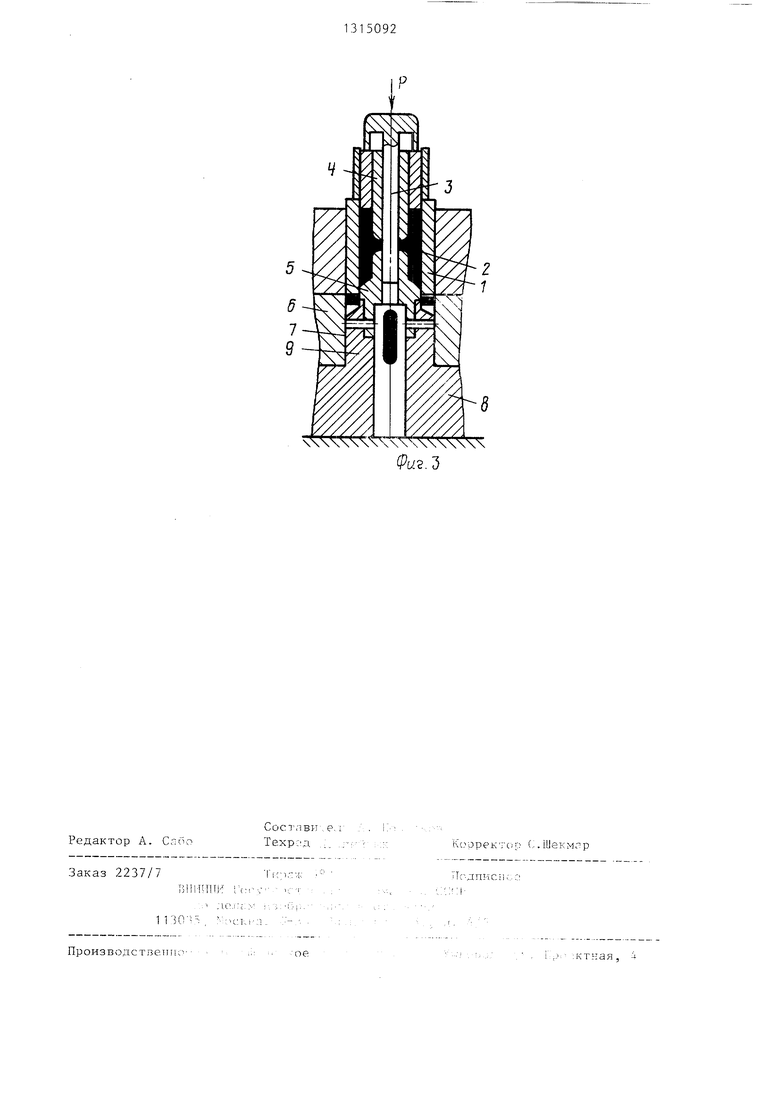
На фиг. 1 изображено устройство для осуществления способа прошивки отверстий большого диаметра в осаженном слитке; на фиг.2 - фрагмент устройства после прошивки полым прошивнем; на фиг. 3 - то же, при выполнении калибровки изготовленной втулки
Способ прошивки больших отверстий в осаженном слитке включает раздачу осевой зоны осаженного слитка и прошивку в нем отверстия полым прошивнем, раздачу осевой зоны осаженного слитка встречным внедрением в него двух соосных полых пуансонов, диаметр отверстий которых равен диаметру дефектной зоны осаженного слитка а наружный диаметр равен внутреннему диаметру изготовляемой втулки, прошивку при внедренных в осаженный слиток полых пуансонах прошивнем, внутренний диаметр которого равен наружному диаметру изготовляемой втулки.
Затем дополнительным прошивнем удаляют металл из полых пуансонов и калибруют втулку в полости, образованной полым прошивнем, полыми пуансонами и дополнительным прошивнем.
Устройство для осуш;ествления способа содержит полый прошивень 1, внутренний диаметр которого равен наружному диаметру изготовляемой втулки 2, дополнительный прошивень 3, полые пуансоны 4 и 5, подпружиненную плиту 6 с осевым отверстием 7 и основание 8 с выступом 9. Пуансон 4 закреплен в бойке 10 пресса, а пуансон 5 закреплен на выступе 9. Подпружиненная плита 6 установлена
50922
на основании 8, а выступ 9 с пуансоном 5 входит в осевое отверстие 7. Для получения втулки с наружным диаметром d 260 мм, внутренним диамет- 5 ром 160 мм и высотой Н 700 мм из материала, подлежащего удалению при прошивке, используют осаженный слиток с наружным диаметром d 1975мм, высотой Н 850 мм и массой 26 т. Про- 0 цесс прошивки слитка с получением втулки производился на прессе усилием 150 МН, материал слитка сталь 5ХНМ. Прошивка полыми пуансонами выполняется с усилием 31 МН, диаметр
)5
отверстия в осаженном слитке - 550 мм.
Формула изобретения
Способ прошивки отверстий большого диаметра в осаженном слитке, при котором выполняют раздачу осевой зоны осаженного слитка и затем прошивают в нем отверстия полым прошивнем, о тличающийся тем, что, с целью зкономии металла путем изготовления детали типа втулки из материала средней части осаженного слитка в процессе прошивки, раздачу осевой зоны осаженного слитка выполняют встречным внедрением в него двух соосных полых пуансонов, диаметр отверстий которых равен диаметру дефектной зоны осаженного слитка, а наружный диаметр равен внутреннему диаметру изготовляемой втулки, прошивают при внедренных в осаженный слиток полых пуансонах прошивнем,
внутренний диаметр которого равен наружному диаметру изготовляемой втулки, а затем дополнительным прошивнем удаляют металл из полых пуансонов и калибруют втулку в полости, образованной полым прошивнем, полыми пуансонами и дополнительным прошивнем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| Способ изготовления полых поковок из осаженных слитков | 1977 |
|
SU656727A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления крупногабаритных бесшовных труб | 1977 |
|
SU721226A1 |

Фиг. 2
.3
Редактор А. Спбо
Техрс д
Заказ 2237/7
Производствен ; -
ое
Нс-дписп;.. :;i I; К Т К а Я ,
| ,:: :; .: иидетвльство СССР N t : . | |||
| , л1 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,: г vrrv СМ-. | |||
| ; : члвкой полых поковок из осаженных слиткоз | |||
| При выполнении больших отверстий способ позволяет обеспечить экономию металла путем изготовления деталей типа втулки из удаляемой части слитка непосредственно в процессе прошивки | |||
| Это достигается тем, что перед прошивкой полым прошивнем в осаженный слиток внедряют встречным движением два по- .Г1ЫХ пуансона, которые совместно с по- л -1м прошивнем С1бр;;зуют полость для изгoтoвлLния втулки | |||
| После прошивки допотнительным противнем Ka.iiiO; | |||
| втулку в указанной полости лоп г-щи- тeльны ииЧ гэ мептом | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
