1131
Изобретение относится к питейному производству, в частности к непрерывному литью лент.
Целью изобретения является повышение качества получаемой ленты за счет равномерного охлаждения валков.
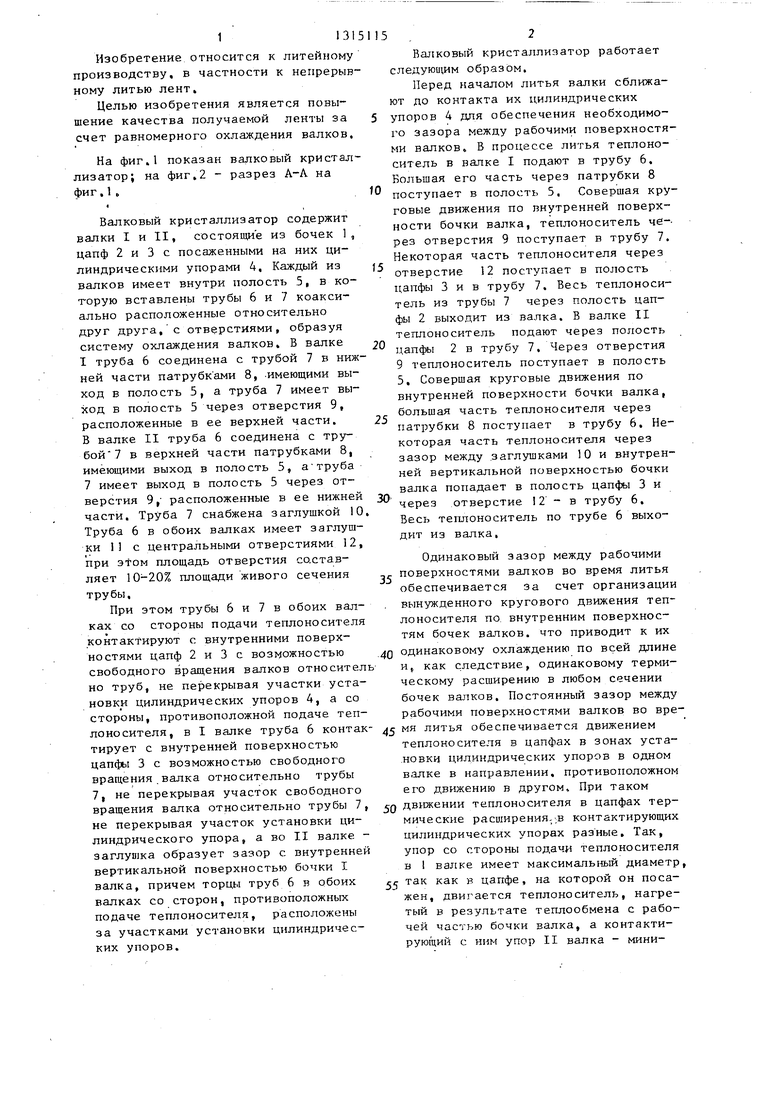
На фиг.1 показан валковый кристаллизатор; на фиг.2 - разрез А-А на фиг.1.
Валковый кристаллизатор содержит валки I и II, состоящие из бочек 1, цапф 2 и 3 с посаженными на них цилиндрическими упорами 4. Каждый из валков имеет внутри полость 5, в которую вставлены трубы 6 и 7 коакси- ально расположенные относительно друг друга, с отверстиями, образуя систему охлаждения валков. В валке I труба 6 соединена с трубой 7 в нижней части патрубк ами 8, .имеющими выход в полость 5, а труба 7 имеет выход в полость 5 через отверстия 9, расположенные в ее верхней части. В валке II труба 6 соединена с трубой 7 в верхней части патрубками 8, имеющими выход в полость 5, а труба 7 имеет выход в полость 5 через отверстия 9,- расположенные в ее нижней части. Труба 7 снабжена заглушкой 10 Труба 6 в обоих валках имеет заглушки 11 с центральными отверстиями 12, при этом площадь отверстия со.став- ляет 10-20% площади живого сечения трубы.
При зтом трубы 6 и 7 в обоих валках со стороны подачи теплоносителя контактируют с внутренними поверхностями цапф 2 и 3 с возможностью свободного вращения валков относител но труб, не перекрывая участки установки цилиндрических упоров 4, а со стороны, противоположной подаче теплоносителя, в I валке труба 6 контактирует с внутренней поверхностью цапфы 3 с возможностью свободного вращения.валка относительно трубы 7, не перекрывая участок свободного вращения валка относительно трубы 7, не перекрывая участок установки цилиндрического упора, а во II валке - заглушка образует зазор с внутренней вертикальной поверхностью бочки I валка, причем торцы труб 6 в обоих валках со сторон, противоположных подаче теплоносителя, расположены за участками установки цилиндрических упоров.
,2
ВШ1КОВЫЙ кристаллизатор работает следующим образом.
Перед началом литья валки сближат до контакта их цилиндрических
упоров 4 для обеспечения необходимого зазора между рабочими поверхностями валков. В процессе литья теплоноситель в валке I подают в трубу 6. Большая его часть через патрубки 8
поступает в полость 5, Совершая круговые движения по внутренней поверхности бочки валка, теплоноситель че-- рез отверстия 9 поступает в трубу 7. Некоторая часть теплоносителя через
отверстие 12 поступает в полость
цапфы 3 и в трубу 7. Весь теплоноситель из трубы 7 через полость цапфы 2 выходит из валка. В валке II теплоноситель подают через полость цапфы 2 в трубу 7. Через отверстия 9 теплоноситель поступает в полость 5. Совершая круговые движения по внутренней поверхности бочки валка, большая часть теплоносителя через патрубки 8 поступает в трубу 6. Некоторая часть теплоносителя через зазор между .заглушками 10 и внутренней вертикальной поверхностью бочки валка попадает в полость цапфы 3 и через отверстие 12 - в трубу 6. Весь теплоноситель по трубе 6 выходит из валка.
Одинаковый зазор между рабочими
поверхностями валков во время литья обеспечивается за счет организации
вынужденного кругового движения теплоносителя по внутренним поверхностям бочек валков, что приводит к их одинаковому охлаждению по всей длине и, как следствие, одинаковому термическому расширению в любом сечении бочек валков. Постоянный зазор между рабочими поверхностями валков во время литья обеспечивается движением теплоносителя в цапфах в зонах уста- .новки цилиндрических упоров в одном валке в направлении, противоположном его движению в другом. При таком
движении теплоносителя в цапфах термические расширения,;В контактирующих цилиндрических упорах раз ные. Так, упор со стороны подачи теплоносителя в валке имеет максимальный диаметр,
так как в цапфе, на которой он посажен, двигается теплоноситель, нагретый в результате теплообмена с рабочей частью бочки валка, а контактирующий с ним упор II валка - мини3 з
мальный, так как в цапфе, на которой он посажен, движется теплоноситель, небывший в контакте с бочкой валка. С другой стороьгы валков - наоборот. Это создает условия, пр-и которых суммарные расширения контактирующих цилиндрических упоров с одной стороны валка равны суммарным расширениям контактирующих упоров с другой.
Плоп;адь центрального отверстия 12 в заглушке П -трубы 6 в пределах 10- 20% площади живого сечения трубы выбирают из условия обеспечения необходимого охлаждения бочки валка и поддержания постоянной температуры цилиндрических упоров за счет регулирования количества теплоносителя, проходящего через цапфы и бочку валков.
Если отверстия в заглушке меньше 10% площади живого сечения трубы, то количество теплоносителя, прошедшего через цапфы в единицу времени, недостаточно для поддержания постоянной температуры цилиндрических упоров, посаженных на цапфы,
Если отверстия более 20%, то не обеспечивается равномерное охлаждение бочки валка из-за нарушения устойчивого крувового движения тепло носителя по внутренней поверхности бочки валка, особенно сказывается во II валке.
Пример, Изготавливают валки- кристаллизаторы для непрерывного литья ленты из хлористой меди. Для получения ленты толщиной 0,57 мм и шириной 420 мм валки имеют диаметр 190 мм. Диаметр внутренней полости бочки валка 140 мм, длина бочки валка 435 мм, внутренний диаметр цапф 90 мм. Система охлаждения выполнена из труб с внутренним диаметром 38 и 80 мм и наружным - 45 и 89 мм. Количество патрубков с внутренним диаметром по 6 мм - 26, расстояние между осями соседних патрубков 15 мм. Диаметр цилиндрических упоров 190,3 мм. Температура подаваемого теплоносителя 55-60°С.
51 154
При Литье получают ленту толщиной 0,57iO,02 мм. При использовании кристаллизатора старой конструкции допуск
,05 по толщине составляет мм.
Предлагаемый валковый кристаплиза- тор позволяет обеспечить получение качественной ленты с минимальными допусками по толщине и за счет этого
fO
сократить расход материала на 10-20%,
Формула изобретен и я
25
30
45
1, Валковый кристаллизатор, содер- 5 жащий валки с бочками, цапфами с цилиндрическими упорами и системами внутреннего охлаждения в виде труб с отверстиями, отличающий ся тем, что, с целью повышения качест ва получаемой ленты за счет равномерного охлаждения валков, система охлаждения каждого валка дополнительно снабжена наружной трубой, коаксиально расположенной трубе с отверстиями и соединенной с ней в первом из валков в нижней его части патрубками, а в верхней - отверстиями, а во втором валке - наоборот, при этом наружные трубы установлены с возможностью вращения относительно валков и со стороны подачи теплоносителя контактируют с внутренней поверхностью цапф, а с противоположной стороны: в первом валке - наружная труба контактирует
35 с внутренней поверхностью цапфы, а во втором - заглушена, образуя зазор с внутренней поверхностью бочки валка,
0 2, Кристаллизатор по п.1, о т л и - чающийся тем, что в торцах труб с отверстиями со стороны, противоположной подаче теплоносителя, установлены заглушки с центральными отверстиями.
3, Кристаллизатор по пп.1 и 2, отличающийся тем, что площадь центрального отверстия заглушек составляет 1 0-20% площади внутреннего сечения трубы.
9
Фиг. г
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый кристаллизатор | 1980 |
|
SU959903A1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| ВАЛОК К ВАЛКОВЫМ МАШИНАМ | 2004 |
|
RU2269413C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| ВАЛОК УСТАНОВОК НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2310546C1 |
| ВАЛОК-КРИСТАЛЛИЗАТОР С ВНУТРЕННИМ ОХЛАЖДЕНИЕМ | 1997 |
|
RU2115507C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2099163C1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
Изобретение относится к металлургии, точнее к непрерывному литью .лент. Цель изобретения - повышение качества получаемых лент за счет равномерного охлаждения валков. Вал /I . 7 |/ А Фиг.1 ковый кристаллизатор содержит валки 1и II, состоящие из бочек 1, цапф 2и 3 с цилиндрическими упорами 4 . В полости 5 валков расположена труба 6 с отверстиями, образуя систему охлаждения, которая дополнительна снабжена наружной трубой 7, распол оженной коаксиально трубе 6. В валке I труба 6соединена с трубой 7 в нижней части патрубками и выполненными в трубе 7отверстиями. В валке II труба 6 соединена с трубой 7 патрубками, а отверстия выполнены в верхней части трубы. Труба 7 снабжена заглушкой 0, а труба 6 - заглушками 1I с центральными отверстиями 12. 2 з.п., ф-лы, 2 ил. & (/) J // со N«1. сл яА. авЛ. СЛ //
| Степанова А.F | |||
| и др. | |||
| Производство листа из расплава | |||
| - М.: Металлургия, 1978, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
