Изобретение относится к области прокатного производства, а конкретно к конструкциям многовалковых клетей, в которых рабочие валки совместно с опорными скомплектованы в верхнюю и нижнюю пирамиды с промежуточными опорными валками первого и второго рядов.
Цель изобретения - улучшение формы прокатываемых полос путем повышения производительности и снижение нагрузки на валки.
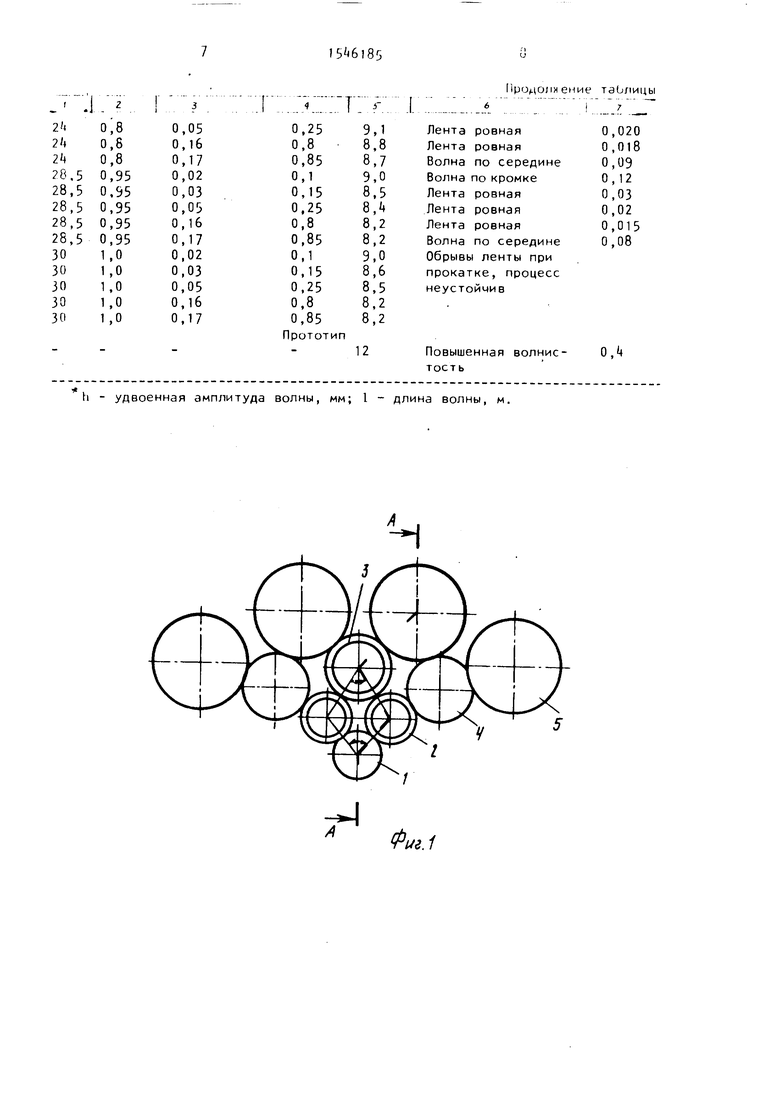
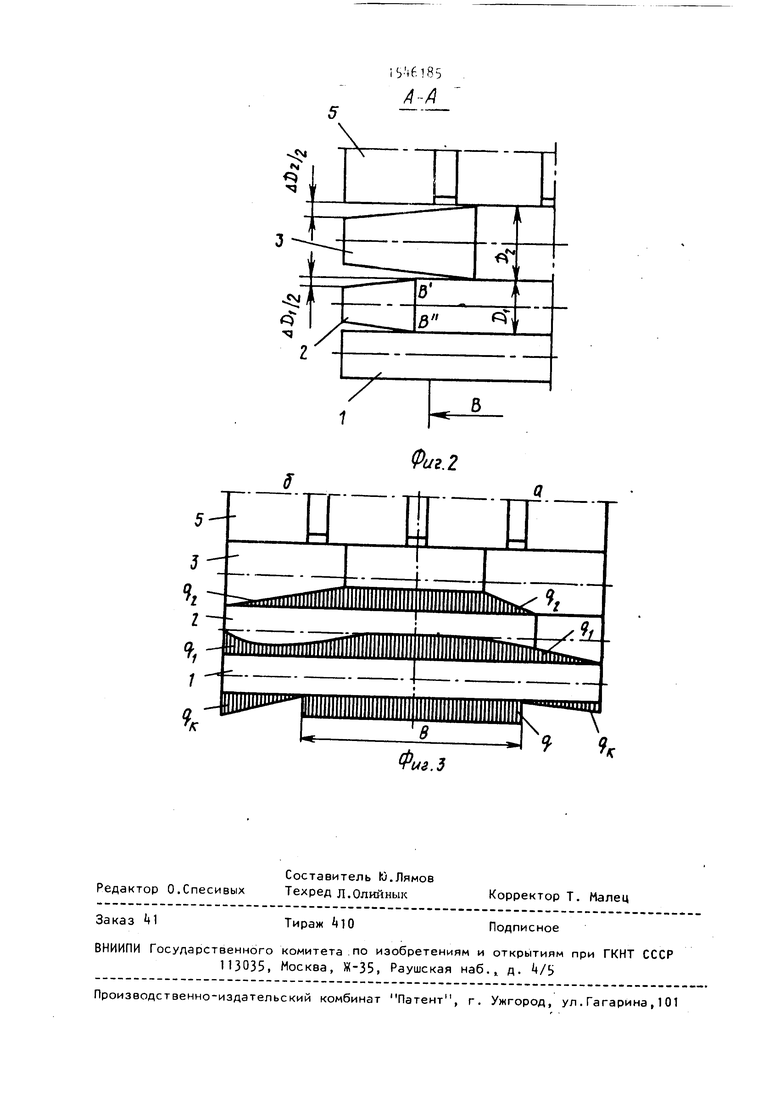
На фиг. 1 представлен общий вид верхней пирамиды валкового комплекта двадцативалкового стана; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - эпюры межвалковых давлений между рабочим - одним из опорных валков первого ряда и неприводным опорным валком второго ряда.
Суть изобретения заключается в том, что в комплекте двадцативалко- вой клети, содержащем верхнюю и нижнюю пирамиду соответственно с верхним и нижним рабочими валками, контактирующими с опорными валками первого ряда, опорные валки второго ряда, из которых неприводные имеют конические скосы, сопряженные с цилиндрическими бочками так, что места их соСП
Јъ ОЭ
00
сп
пряжения расположены в пределах длины катающей части бочек рабочих валков, и опорные ролики, опорные валки первого ряда по обеим концевым частям выполнены с коническими скосами, длиг на каждого из которых определяется
по формуле LK К (L,-B
-), где Lv,
длина бочки опорного валка пер&ого ряда; В - длина катающей части рабочего валка; К 0,7-0,95; а разность диаметров скосов в месте сопряжения с цилиндрической бочкой и на торце концевой части для опорных валков первого ряда составляет 0,15-0,80 разности соответствующих размеров скосов опорных валков второго ряда.
Каждая валковая пирамида состоит из рабочего валка 1, опорных валков 2 первого ряда, контактирующих с опорными валками 2 неприводного 3 и приводных валков k второго ряда, а также опорные ролики 5.
Концевые части неприводных опорных валков 3 по меньшей мере с одной стороны имеют конические скосы.
Валковый комплект работает следующим образом.
При прокатке ленты под действием |Нагрузки q, распределенной по длине В катающей части рабочего валка 1, вся валковая система упруго деформируется. При этом рабочие валки 1 изгибаются вследствие прогибов по по- верхности контактов всех валков, а под действием нагрузки и дополнительной нагрузки qK, возникающей на краях валков при совместном контакте
раЬ очих валков в этой зоне из-за их
прогиба от нагрузки q, рабочие валки 1 изгибаются в противоположном направлении .
На участках АВ в связи с наличием зазоров, определяемых коническими скосами на опорных валках 2, рабочий валок изгибается как консольная бал- ка, т.е. отдельно от опорных валков 2, а на участках ВС между границами перехода скос-цилиндр на валках 3 и 2 раоочий валок изгибается как консольная балка, но уже совместно с опорными валками 2.
Дополнительная нагрузка, необходимая для изгиба только раиочих валков, меньше, так как их жесткость меньше «есткости опорных валков 2. Выполняя конические скосы на опорных валках 2,
5
5
5
получают зазоры между концевыми частями опорных валков 2 и валка 1 , а это снижает величину дополнительной нагрузки qK, а также нагрузок q( и q . Снижение величины нагрузки q позволяет увеличить долевую часть q в суммарной нагрузке на валковый комплект, а следовательно, повысить обжатия.
При коэффициенте настройки стана К больше 0,95 расстояние между краем катающего участка В бочки рабочего валка и границей перехода конического скоса в цилиндрическую бочку на опорных валках 2 мало. Поэтому при прокатке из-за смещения ленты тельно середины бочки, получающегося ввиду неточности настройки стана и разноширинности ленты, происходит смещение границы катающего участка в зону, находящуюся под коническим скосом опорных валков 2, что приводит к обрыву ленты.
При коэффициенте настройки стана меньше 0,7 существенного снижения нагрузки на валковый комплект не происходит, так как при этом возрастает нагрузка, необходимая для совместного изгиба рабочих и первых промежуточных валков, как консольных балок, на участке АС.
0
Величина конусности 6 D неприводных опорных валков 3 второго ряда обеспечивает компенсацию прогиба рабочих валков и выбирается в зависимости от углового расположения опорных валков в пирамиде, а также от величины прогиба рабочих валков Yp и определяется по формуле
йЪг 2Yp
cos(L )
Величина конусности для опорных валков 2 первого ряда
AD, 2Yp.
1
2 cos-t
и d D.
UD
cos( 2 cosF«
5
Для существующих двадцативалковых станов угол составляет 36 ... , а угол в- 22 ... 30. При этих условиях разность величин конусности иD, и a D2 будет составлять 0,15- 0,8.
П р и м е р. На двадцативалковом стане осуществляют прокатку ленты из прецизионного сплава шириной
1ПО мм с тонтины 0,ПЛ , мм на толщину 0,020 мм за один проход.
Опорные валки первого ряда на концевых частях имеют конические скосы при разности диаметров цилиндрической части бомки и торцов валков ( Д D, ) равной 0,02; 0,03; 0,05; 0,16 и 0,17 мм и длиной Lк соответственно 18, 21 , , 28, 5, 30 мм.
Неприводные опорные валки второго ряда имеют на гтротивоположных концах относительно верхней и нижней валковой пирамиды конические скосы длиной 50 мм, а разность диаметров цилиндрической части и торцов у этих валков составляла 0,2 мм (и U2). I
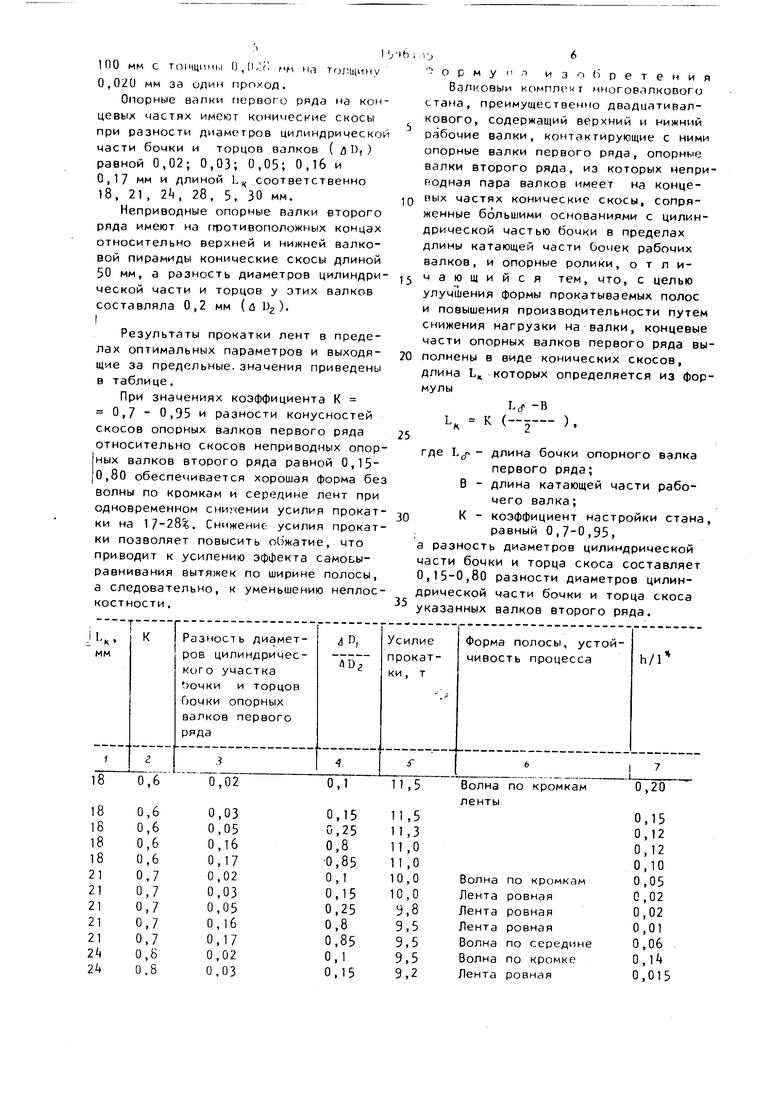
Результаты прокатки лент в пределах оптимальных параметров и выходящие за предельные.значения приведены в таблице.
При значениях коэффициента К 0,7 - 0,95 и разности конусностей скосов опорных валков первого ряда относительно скосов неприводных опорных валков второго ряда равной 0,15 0,80 обеспечивается хорошая форма без волны по кромкам и середине лент при одновременном снижении усилия прокатки на . Снижение усилия прокатки позволяет повысить оЬжатие, что приводит к усилению эффекта самоьы- равнивания вытяжек по ширине полосы, а следовательно, к уменьшению неплоскостности .
0
5
0
) о р м у л изобретения
Валковый комплект многовалкового стана, преимущественно двадцативал- кового, содержащий верхний и нижний рабочие валки, контактирующие с ними опорные валки первого ряда, опорные валки второго ряда, из которых неприродная пара валков имеет на концевых частях конические скосы, сопряженные большими основаниями с цилиндрической частью бочки в пределах длины катающей части бочек рабочих валков, и опорные ролики, отличающийся тем, что, с целью улучТиения формы прокатываемых полос и повышения производительности путем снижения нагрузки на валки, концевые части опорных валков первого ряда выполнены в виде конических скосов, длина LK которых определяется из формулы
К (Lrf -В
),
25
где JCP - длина бочки опорного вэлка
первого ряда;
В - длина катающей части рабочего валка; К - коэффициент настройки стана,
равный 0,7-0,95,
а разность диаметров цилиндрической части бочки и торца скоса составляет 0,15-0,80 разности диаметров цилиндрической части бочки и торца скоса указанных валков второго ряда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект двадцативалкового стана | 1988 |
|
SU1595598A1 |
| Валковый узел многовалкового стана | 1990 |
|
SU1784309A1 |
| Валковый узел многовалкового стана | 1982 |
|
SU1068188A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Комплект валков 20-валкового прокатного стана | 1987 |
|
SU1443997A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Способ подготовки валков многовалковых станов к эксплуатации | 1989 |
|
SU1687319A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1987 |
|
RU2011448C1 |
| Валковый комплект кварто | 1984 |
|
SU1212640A1 |
Изобретение относится к прокатному производству, а конкретно к конструкциям многовалковых клетей, в которых рабочие валки совместно с опорными скомплектованы в верхнюю и нижнюю пирамиды с промежуточными опорными валками первого и второго рядов. Цель изобретения - улучшение формы прокатываемых полос и повышение производительности путем снижения нагрузки на валки. Опорные валки первого ряда выполнены с коническими скосами по обоим концам. Длина каждого конического скоса регламентируется математическим выражением в зависимости от длины бочки опорного валка 1-го ряда, длины катающей части рабочего валка и коэффициента настройки стана К=0,7-0,95. При наличии скосов на неприводных опорных валках второго ряда в валковом комплекте происходит снижение нагрузки на валки от усилия прокатки и складывается благоприятное распределение давлений по поверхностям контактов всей валковой системы, обеспечивающие получение готового проката хорошей формы при величине неплоскостности. 0,01-0,03 мм/м. 3 ил., 1 табл.
по кромкам ровная ровная ровная по середине по кромке ровная
0,15 0,12 0,12 0,10 0,05 0,02 0,02 0,01 0,06 О,И 0,015
..
0,05 0,16 0,17 0,02 0,03 0,05 0,16
0,17 0,02 0,03 0,05 0,16 0,17
h - удвоенная амплитуда волны, мм; 1 - длина волны, м.
-J
Фш. 1
Проболиение таЬлицы
6I 7
Лента ровная0,020
Лента ровная0,018
Волна по середине0,09
Волна по кромке0,12
Лента ровная0 ,03
Лента ровная0,02
Лента ровная0,015
Волна по середине0,08 Обрывы ленты при прокатке, процесс неустойчив
12
Повышенная волнис- 0,4 тость
Ъ
Редактор 0.Спесивых
Составитель Ю.Лямов Техред л.Олийнык
Заказ П
Тираж 10
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб. д. V5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина,101
185
A-A
Фиг.2
Фм.З
Корректор Т. Малец
Подписное
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электросталь, 1980, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ( ВАЛКОВЫЙ КОМПЛЕКТ МНОГОВАЛКОВОГО СТАНА | |||
