113
Изобретение относится к станкостроению, в частности к переналаживаемым автоматическим линиям.
Цель изобретения - уменьшение времени на переналадку и упрощение конструкции.
Указанная цель обеспечивается возможностью предварительной точной ориентированной установки многошпиндельной коробки и приспособления в сменном блоке, устанавливаемом затем в модуле, причем точность перемещения инструмента относительно изделия при обработке определяется точностью сменного блока
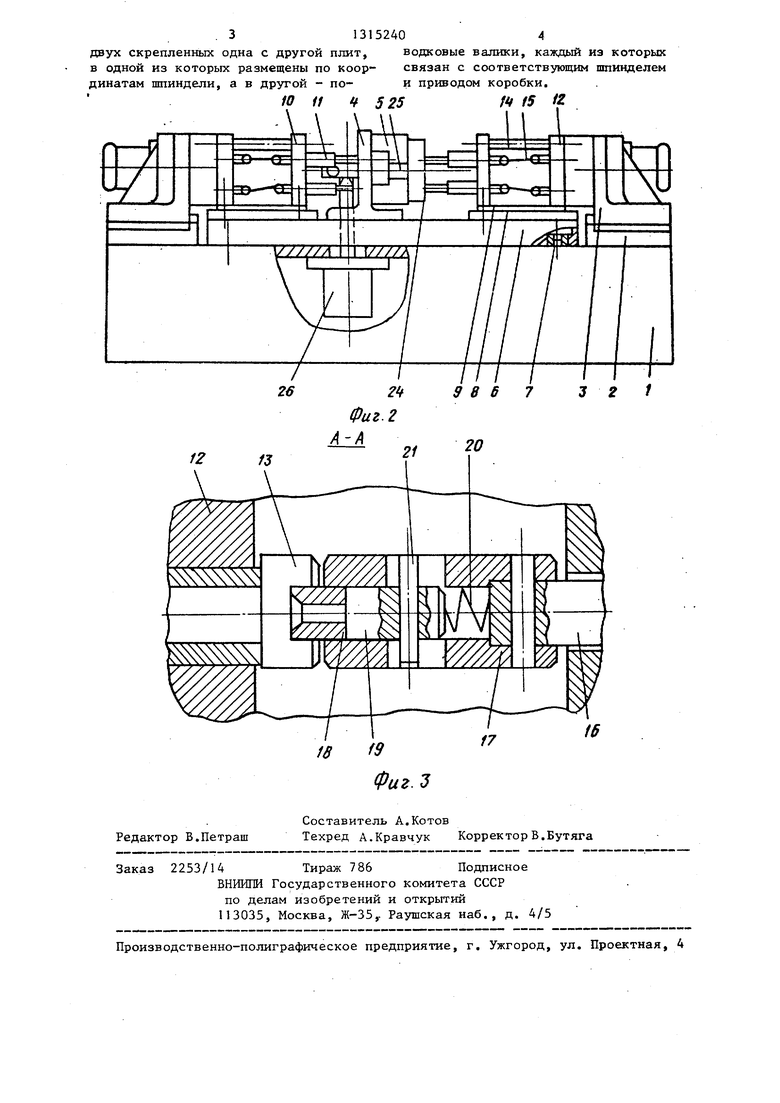
На фиг.1 показан технологический модуль для односторонней обработки; на фиг,2 - то же, для двухсторонней обработки; на фиг.З - разрез А-А на фиг.1.
Технологический модуль для односторонней и двухсторонней обработки содержит станину 1, один или два привода 2 подачи соответственно, один или два привода 3 вращения инструментов, корпус 4 приспособления с соответствующими центрирующими элементами для обрабатьшаемых деталей 5 Корпус 4 приспособления закреплен на базовой плите 6 которая центрируется на станине.1 с помощью, например, двух пальцев 7. На плите 6 закреплены одна (фиг.1) или две (фиг.2) направляющие планки 8 с каретками 9, на которых закреплены многошпиндельные коробки, выполненные в виде плит шпиндельной 10 со шпинделями 11, расположенными по координатам обработки и промежуточной 12 с поводковыми валиками 13. Эти плиты сверху скреплены двумя распорками 14. Шпиндели 11 соединены с поводковыми валиками 13 с помощью гибких валов 15,
Для передачи вращения от вьшодных валиков 16 привода 3 к поводковым валикам 13 (фиг.З) на вьшодных валиках 16 смонтированы муфты, состоящие из корпуса 17 муфты, закреплённого на валике 16, торцовой шпонки 18 с направляющим хвостовиком 19, который подпирается пружиной 20 и предохраняется от выталкивания пружиной штифтом 21, запрессованным в хвостовик 19. Приспособления 4 в зависимости от обрабатьтаемых деталей и компоновки станков могут содержать промежуточные рьиаги 22 (фиг.1), качающиеся на оси, установленной на плите 6,,
02
и клиновые механизмы, приводимые в действие силовыми цилиндрами 23, или кондукторную плиту 24 (фиг.2), закрепленную на подвижных скалках 25,
и клиновой механизм, приводимый в действие от силового цилиндра 26.
Модуль работает следующим образом. На базирующие элементы приспособления устанавливают обрабатьшаемые
детали 5 и зажимают их. Затем производят обработку детали или нескольких деталей с одной или двух сторон в автоматическом цикле.
Для переналадки модулей при смене
объекта обработки отворачивают болты (не показаны) крепления плиты 6 к станине 1 и к приводам 3. Каретки 9 с многошпиндельными коробками подводят к приспособлению по направляющим
8 так, чтобы поводковые валики вышли из приводов 3, и весь блок за плиту 6 поднимают транспортным средством. На его место устанавливают другой блок, который крепится к станине 1 и приводу 3. При этом подпружиненные шпонки 18, не совпавшие с пазами по- водковых валиков 13, утапливаются. После включения привода 3 вращения шпонки 18 под воздействием пружин
20 входят в пазы поводковых валиков 13, соединяя все шпиндели II с приводом 3.
Формула изобретения
I,Технологический модуль переналаЖ1-шаемой автоматической линии, содер-- жающий станину с установленными на ней сменной многошпиндельной коробкой с приводом вращения шпинделей и сменным приспособлением для закрепления изделий, отличающийся тем, что, с целью уменьшения времени на переналадку и упрощения конструкции, модуль снабжен сменным блоком, выполненным в виде жестко установленной на станине плиты, имеющей посадочное место для закрепления приспособления и направляющие планки, предназначенные для размещения
на них многошпиндельной коробки с возможностью ее перемещения по этим направляющим, причем привод вращения шпинделей расположен с возможностью совместного перемещения с многошпиндельной коробкойо
2.Модуль по п.1,отличающий с я тем. что сменная многошпиндельная коробка вьшолнена в виде
313152404
двух скрепленных одна с другой плит, водковые валики, каждый из которых в одной из которых размещены по коор- связан с соответствующим шпинделем динатам шпиндели, а в другой - по- и приводом коробки,
10 It Ч 525 f4 fS iZ Л
16
Редактор В.Петраш
Составитель А.Котов
Техред А.Кравчук Корректор В.Бутяга
Заказ 2253/14 Тираж 786 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35,. Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4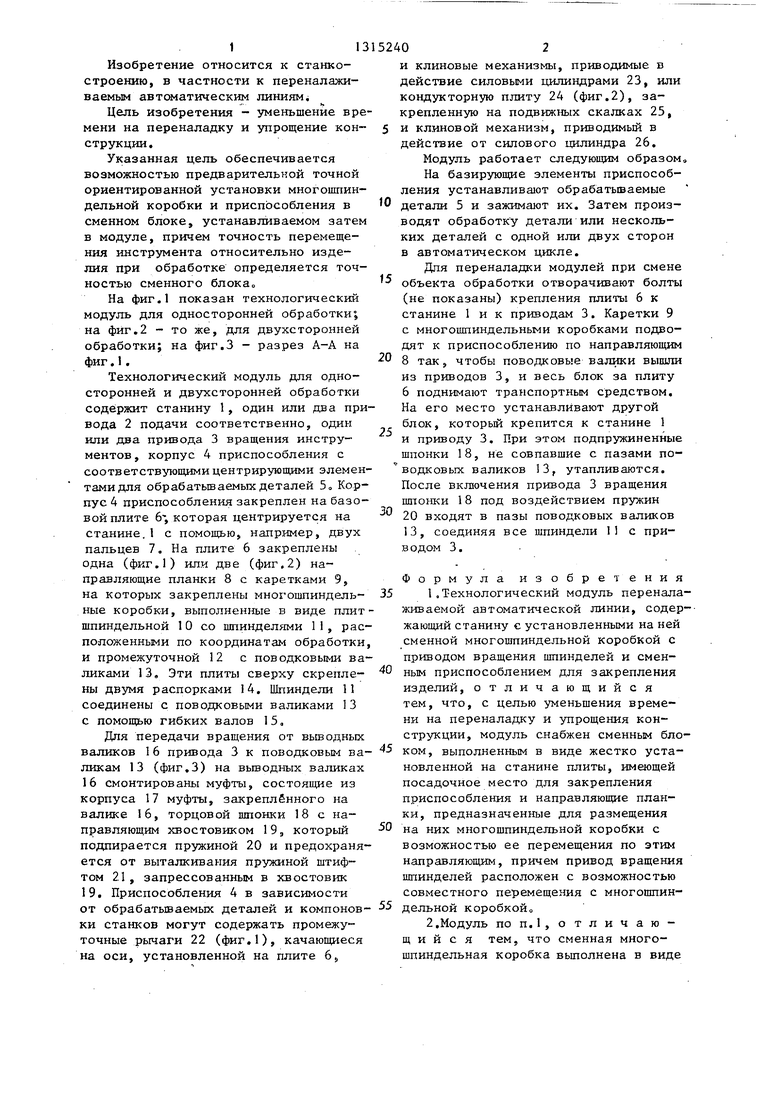
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Многошпиндельная расточная бабка | 1977 |
|
SU627926A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многошпиндельная кривошипно-шатун-НАя гОлОВКА | 1979 |
|
SU837596A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| Многошпиндельная головка | 1990 |
|
SU1756028A1 |
| Многопшиндельный автомат | 1938 |
|
SU63078A1 |
| Роторный полуавтомат | 1990 |
|
SU1776220A3 |
| Многошпиндельная головка | 1976 |
|
SU608620A1 |
Изобретение относится к станкостроению, в частности к переналаживаемым автоматическим линиям. Цель изобретения - уменьшение времени на переналадку и упрощение конструкции. Это обеспечивается возможностью предварительной точной установки много- шпиндельной коробки и приспособления в сменном блоке, устанавливаемом затем в модуле. Для переналадки модуля со станины 1 снимается весь блок за плиту 6, а на его место устанавливается другой, при этом шпонки, не совпавшие с пазами поводковых валиков 13, утапливаются. После вклю чения привода 3 шпонки под действием пружин входят в пазы валиков 13, соединяя все шпиндели 11 с.приводом 3. 1 3. п. ф-лы, 3 ил. 75(2/3 7 П 1 № со ел to 4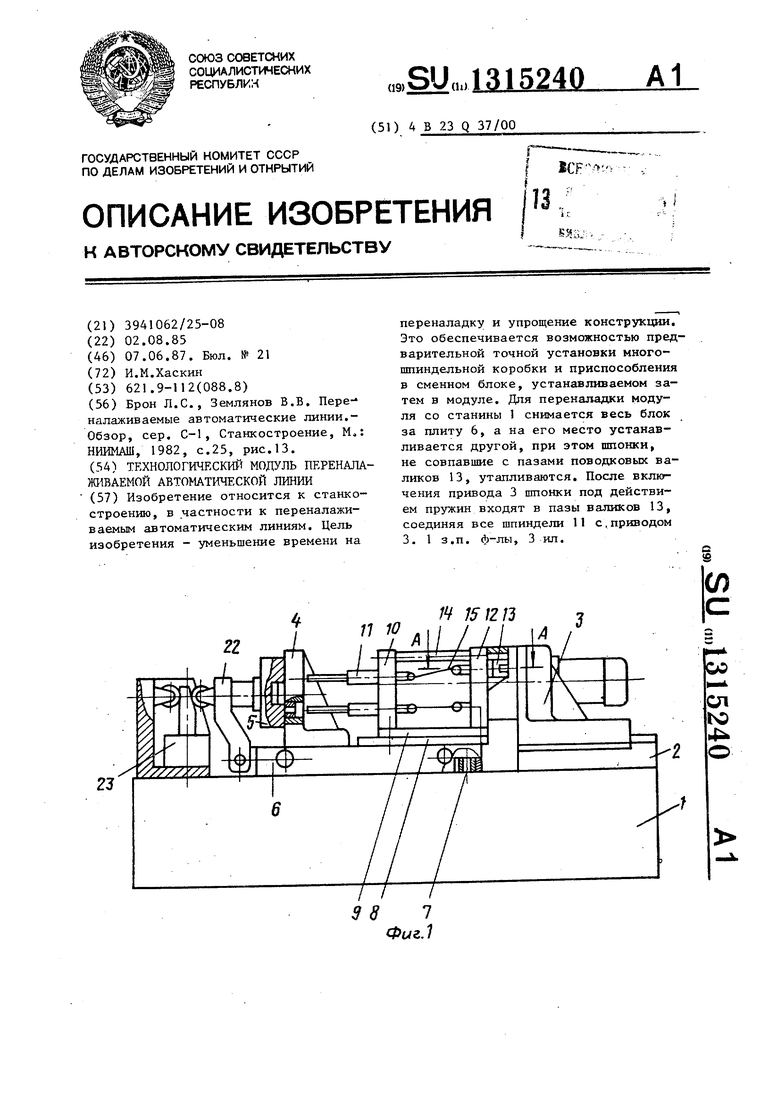
| Брон Л.С., Земляков В.В | |||
| Пере- налаживаемые автоматические линии.- Обзор, сер | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
