Изобретение относится к станкостроению, в частности к автоматическим линиям из металлорежущих станков с автоматической сменой инструмента.
Цель изобретения - расширение техно- логических возможностей.
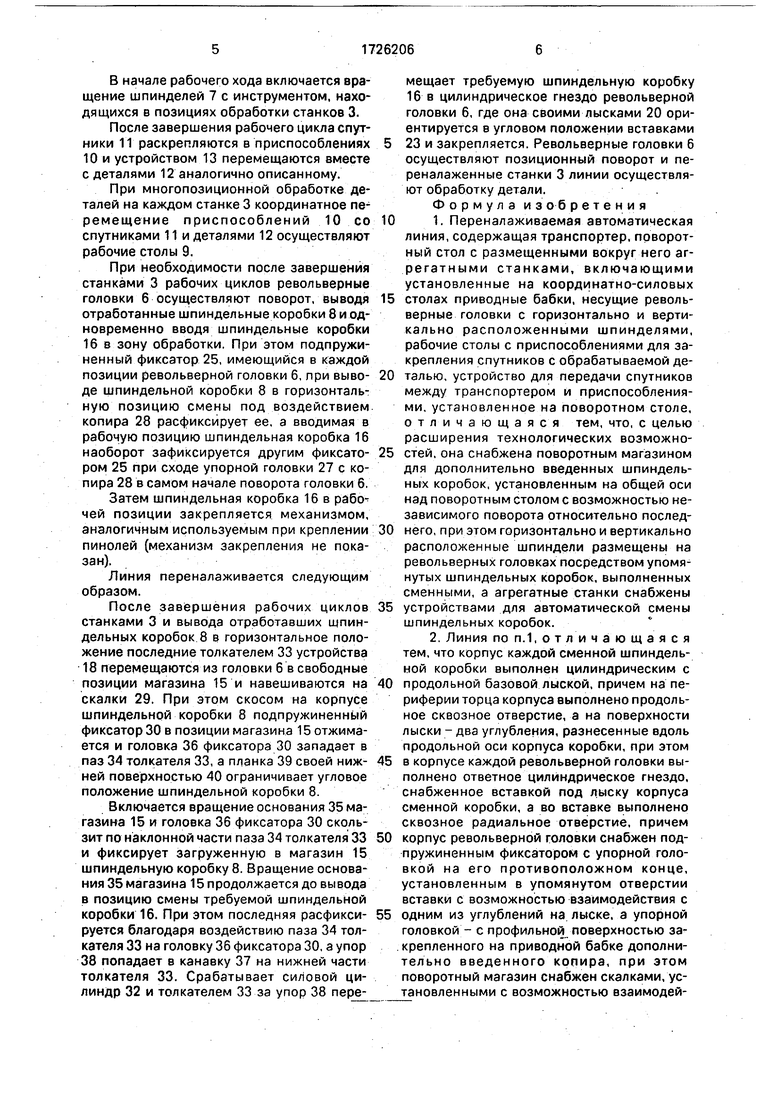
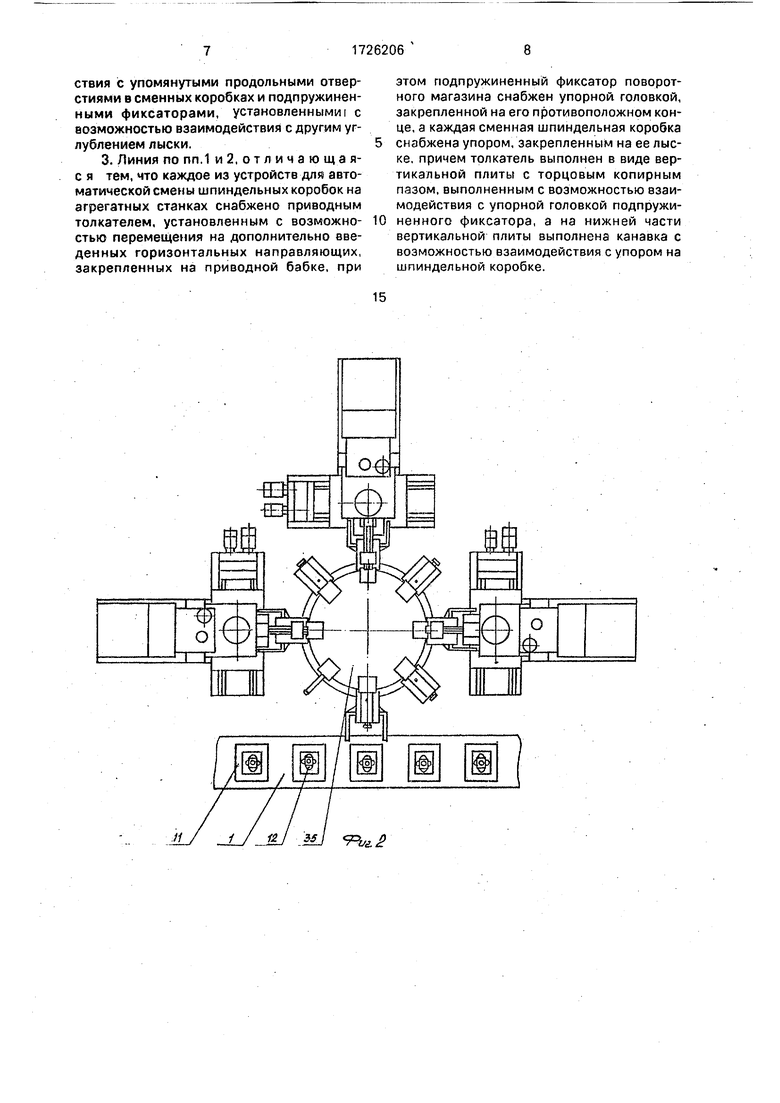
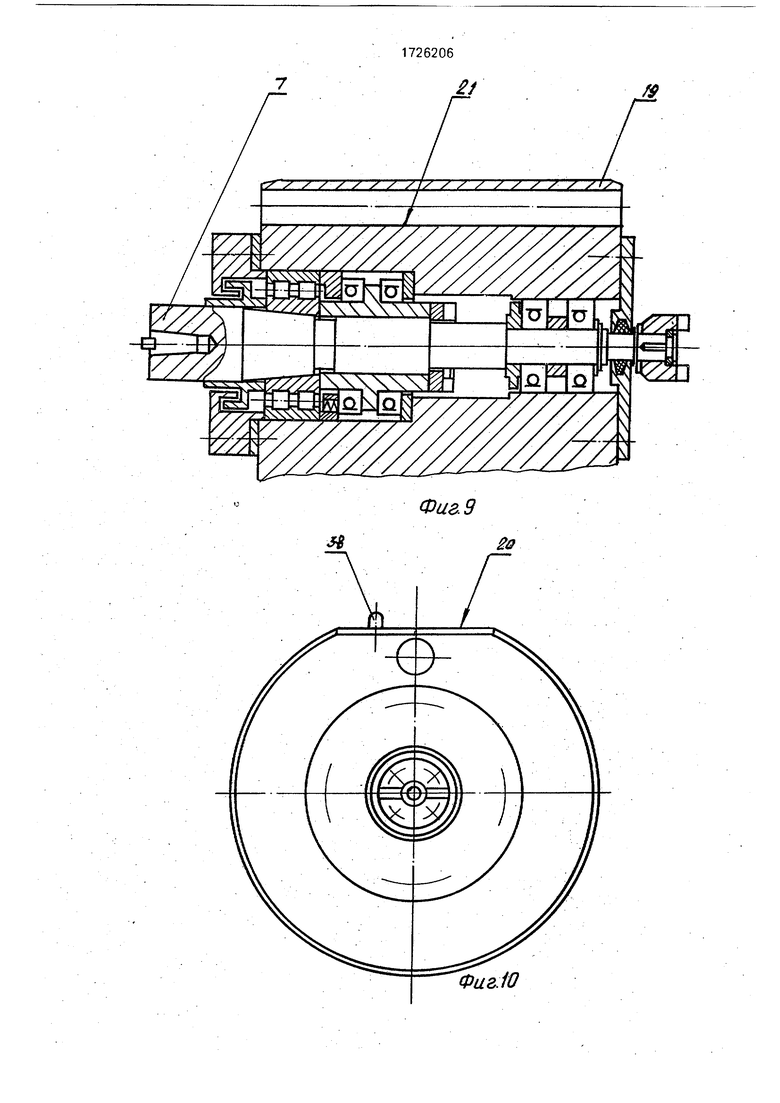
На фиг.1 изображена линия, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - револьверная головка с устройством для автоматической смены шпиндельных коробок и сменная шпиндельная коробка; на фиг,4 - разрез А-А на фиг.З; на фиг.5 - разрез Б-Б на фиг.З; на фиг.6 - разрез В-В на фиг.З; на фиг.7 - многошпиндельная сменная коробка, продольный разрез; на фиг.8 - сменная коробка, вид сбоку; на фиг.9 -. расточная шпиндельная коробка; на фиг.10 - шпиндельная коробка, вид сбоку.
Линия содержит транспортер 1, поворотный стол 2 с размещенными вокруг него агрегатными станками 3, включающими установленные на координатно-силовых столах 4 приводные бабки 5, несущие револьверные головки 6с горизонтально и вертикально расположенными шпинделями 7, которые установлены в сменных шпиндельных коробках 8. На рабочих столах 9 станков 3 установлены приспособления 10 для закрепления спутников 11 с обрабатываемой деталью 12, а на поворотном столе 2 размещено устройство 13с захватами 14 для передачи спутников 11 между транспортером 1 и приспособлениями 10.
Линия снабжена поворотным магазином 15 для дополнительно введенных шпиндельных коробок 16, установленным на общей оси 17 над поворотным столом 2 с возможностью независимого поворота относительно последнего, а агрегатные станки 3 снабжены устройствами 18 для автоматической смены шпиндельных коробок 8 и 16. Корпуса 19 шпиндельных коробок 8 выполнены цилиндрическими с продольными базовыми лысками 20 и отверстиями 21, а в корпусах 22 револьверных головок 6 выполнены гнезда с ответной внутренней цилиндрической поверхностью со вставкой 23, в которой выполнено радиальное отверстие 24 с установленным в нем подпружиненным фиксатором 25, входя- щим во взаимодействие с углублением 26, выполненным на шпиндельной коробке 8 при фиксации последней, и упорной головкой 27 на противоположном конце, контактирующей с профильной поверхностью закрепленного на приводной бабке копира 28 при ее расфиксации. Поворотный магазин 15 снабжен скалками 29 для подвески дополнительно введенных шпиндельных коробок 16 и подпружиненными фиксаторами 30 для их фиксации относительно скалок 29.
При этом устройства 18 для автоматической смены шпиндельных коробок 8 и 1& на агрегатных станках 3 выполнены в виде закрепленных на приводных бабках 5 горизонтальных направляющих 31 с перемещаемым по ним силовым цилиндром 32 толкателем 33 в форме вертикальной плиты с торцовым копирным пазом 34, входящим во взаимодействие в процессе поворота основания 35 магазина 15с упорной головкой 36 подпружиненного фиксатора 30 при расфиксации шпиндельной коробки 8 со скалками 29, и канавкой 37 на нижней части толкателя 33, сцепляемой с упором 38 на шпиндельных коробках 8 при сьеме последних со скалок 29.
При этом устройства 18 для автоматической смены шпиндельных коробок 8 и 16 на агрегатных станках 3 выполнены в виде закрепленных на приводных бабках 5 горизонтальных направляющих 31 с перемещаемым по ним силовым цилиндром 32 толкателем 33 в форме вертикальной плиты с торцовым копирным пазом 34, входящим во взаимодействие в процессе поворота основания 35 магазина 15 с упорной головкой 36 подпружиненного фиксатора 30 при расфиксации шпиндельной коробки 8 со скалками 29, и канавкой 37 на нижней части толкателя 33, сцепляемой с упором 38 на шпиндельных коробках 8 при сьеме последних со скалок 29.
В позициях магазина 15 установлены планки 39, нижние поверхности 40 которых служат ограничителями углового положения шпиндельных коробок 16 в магазине 15. Поворотный магазин 15 и поворотный стол 2 снабжен приводами 41 и 42 поворота.
Линия работает следующим образом.
Транспортер 1 подает спутники 11 на шаг. Устройство 13 одним из захватов 14 забирает спутник 11 с заготовкой с транспортера 1. а другими захватами 14 - спутники 11 с обрабатываемыми деталями 12 со станков 3. размещенных вокруг поворотного стола 2. Поворотом стола 2 на шаг устройство 13 перемещает спутники 11 со станка на станок и устанавливает в приспособле- . ния 10, а полностью обработанную деталь 12 со спутником 11 передает на транспортер 1.
Агрегатные станки 3 совершают рабочий цикл. При этом координатно-силовые столы 4 обеспечивают быстрый подвод, рабочий ход и отвод приводных бабок 5 с револьверными головками б и шпинделями 7е
В начале рабочего хода включается вращение шпинделей 7 с инструментом, находящихся в позициях обработки станков 3.
После завершения рабочего цикла спутники 11 раскрепляются в приспособлениях 10 и устройством 13 перемещаются вместе с деталями 12 аналогично описанному.
При многопозиционной обработке деталей на каждом станке 3 координатное перемещение приспособлений 10 со спутниками 11 и деталями 12 осуществляют рабочие столы 9.
При необходимости после завершения станками3 рабочих циклов револьверные головки 6 осуществляют поворот, выводя отработанные шпиндельные коробки 8 и одновременно вводя шпиндельные коробки 16 в зону обработки. При этом подпружиненный фиксатор 25, имеющийся в каждой позиции револьверной головки 6, при выво- де шпиндельной коробки 8 в горизонтальную позицию смены под воздействием копира 28 расфиксирует ее, а вводимая в рабочую позицию шпиндельная коробка 16 наоборот зафиксируется другим фиксато- ром 25 при сходе упорной головки 27 с копира 28 в самом начале поворота головки 6.
Затем шпиндельная коробка 16 в рабочей позиции закрепляется механизмом, аналогичным используемым при креплении пинолей (механизм закрепления не показан).
Линия переналаживается следующим образом.
После завершения рабочих циклов станками 3 и вывода отработавших шпиндельных коробок 8 в горизонтальное положение последние толкателем 33 устройства 18 перемещаются из головки 6 в свободные позиции магазина 15 и навешиваются на скалки 29. При этом скосом на корпусе шпиндельной коробки 8 подпружиненный фиксатор 30 в позиции магазина 15 отжимается и головка 36 фиксатора 30 западает в паз 34 толкателя 33, а планка 39 своей ниж- ней поверхностью 40 ограничивает угловое положение шпиндельной коробки 8.
Включается вращение основания 35 магазина 15 и головка 36 фиксатора 30 скользит по наклонной части паза 34 толкателя 33 и фиксирует загруженную в магазин 15 шпиндельную коробку 8. Вращение основания 35 магазина 15 продолжается до вывода в позицию смены требуемой шпиндельной коробки 16. При этом последняя расфикси- руется благодаря воздействию паза 34 толкателя 33 на головку 36 фиксатора 30, а упор 38 попадает в канавку 37 на нижней части толкателя 33. Срабатывает силовой цилиндр 32 и толкателем 33 за упор 38 перемещает требуемую шпиндельную коробку 16 в цилиндрическое гнездо револьверной головки 6, где она своими лысками 20 ориентируется в угловом положении вставками 23 и закрепляется. Револьверные головки 6 осуществляют позиционный поворот и переналаженные станки 3 линии осуществляют обработку детали.
Формула изобретения
1.Переналаживаемая автоматическая линия, содержащая транспортер, поворотный стол с размещенными вокруг него агрегатными станками, включающими установленные на координатно-силовых столах приводные бабки, несущие револьверные головки с горизонтально и вертикально расположенными шпинделями, рабочие столы с приспособлениями для закрепления спутников с обрабатываемой деталью, устройство для передачи спутников между транспортером и приспособлениями, установленное на поворотном столе, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена поворотным магазином для дополнительно введенных шпиндельных коробок, установленным на общей оси над поворотным столом с возможностью независимого поворота относительно последнего, при этом горизонтально и вертикально расположенные шпиндели размещены на револьверных головках посредством упомянутых шпиндельных коробок, выполненных сменными, а агрегатные станки снабжены устройствами для автоматической смены шпиндельных коробок.
2.Линия по п.1, о т ли чающаяся тем, что корпус каждой сменной шпиндельной коробки выполнен цилиндрическим с продольной базовой лыской, причем на периферии торца корпуса выполнено продольное сквозное отверстие, а на поверхности лыски - два углубления, разнесенные вдоль продольной оси корпуса коробки, при этом в корпусе каждой револьверной головки выполнено ответное цилиндрическое гнездо, снабженное вставкой под дыску корпуса сменной коробки, а во вставке выполнено сквозное радиальное отверстие, причем корпус револьверной головки снабжен подпружиненным фиксатором с упорной головкой на его противоположном конце, установленным в упомянутом отверстии вставки с возможностью взаимодействия с одним из углублений на лыске, а упорной головкой - с профильной, поверхностью за. крепленного на приводной бабке дополнительно введенного копира, при этом поворотный магазин снабжен скалками, установленными с возможностью взаимодействия с упомянутыми продольными отверстиями в сменных коробках и подпружинен- ными фиксаторами, установленными с возможностью взаимодействия с другим углублением лыски.
3. Линия по пп.1 и 2, отличаю щ а я- с я тем, что каждое из устройств для автоматической смены шпиндельных коробок на агрегатных станках снабжено приводным толкателем, установленным с возможно стью перемещения на дополнительно введенных горизонтальных направляющих, закрепленных на приводной бабке, при
|-
10
этом подпружиненный фиксатор поворотного магазина снабжен упорной головкой, закрепленной на его противоположном конце, а каждая сменная шпиндельная коробка снабжена упором, закрепленным на ее лыс- ке, причем толкатель выполнен в виде вертикальной плиты с торцовым копирным пазом, выполненным с возможностью взаимодействия с упорной головкой подпружиненного фиксатора, а на нижней части вертикальной плиты выполнена канавка с возможностью взаимодействия с упором на шпиндельной коробке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Устройство для закрепления сменной шпиндельной коробки агрегатного станка с автоматической сменой инструмента | 1986 |
|
SU1379052A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1985 |
|
SU1331629A1 |
| Агрегатный станок с автоматической сменой шпиндельных коробок | 1979 |
|
SU781016A1 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |

Использование: станкостроение, в частности автоматические линии из металлорежущих станков с автоматической сменой инструмента. Сущность изобретения: на общей оси 17 над поворотным столом 2 установлен поворотный магазин 15. Магазин 15 установлен с возможностью независимого поворота относительно стола 2. Шпиндельные коробки 8, 16с вертикально и горизонтально установленными шпинделями установлены на револьверных головках 6 с возможностью смены. Агрегатные станки 3 снабжены устройствами для автоматической смены шпиндельных коробок 8, 16. 2 з.п. ф-лы, 10 ил.
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
