со 00
05
4;
Изобретение относится к области станкостроения, а именно к агрегатным станкам с автоматической сменой инструментов, и может быть использо- вано при обработке группы отверстий в пакете иэ нескольких деталей.
Цель изобретения - упрощение конструкции за счет возможности одновременной смены инструментов в двух многошпиндельных головках агрегатного станка одним механизмом.
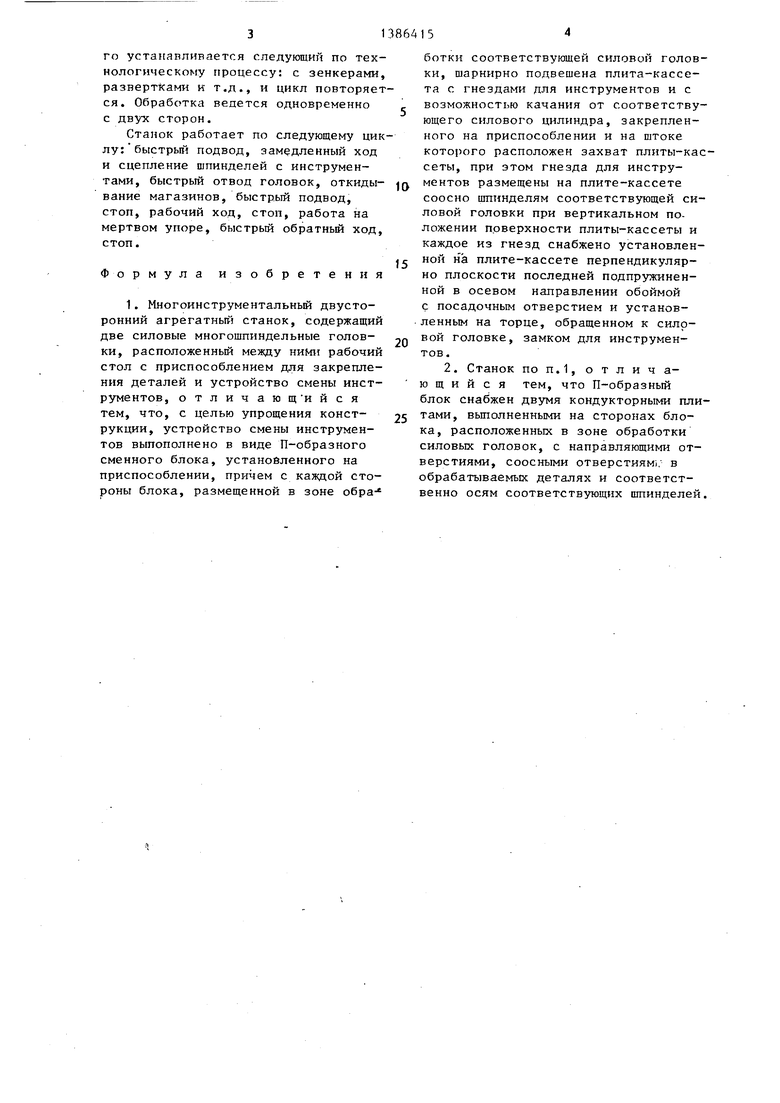
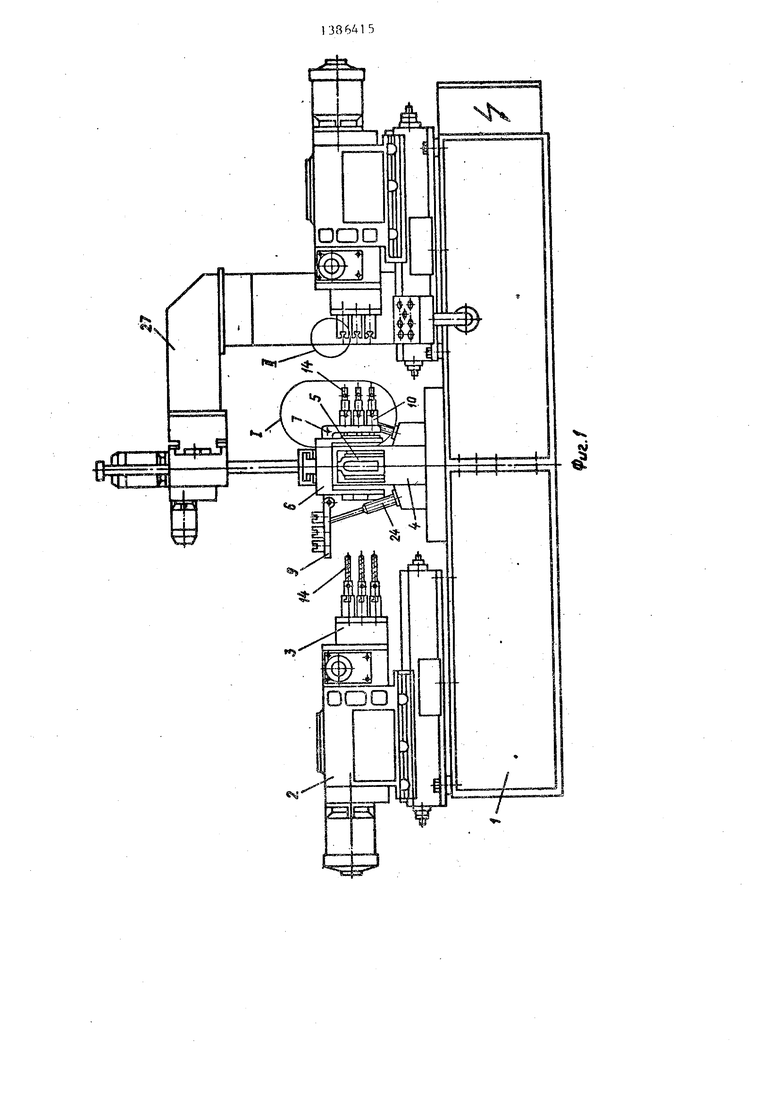
На фиг.1 показан агрегатный станок с устройством смены инструмента, общий вид; на фиг.2 - узел 1 на фиг.|; на фиг.З - узел Ина фиг.1.
Станок содержит станину 1 с установленными на ней друг против друга силовыми головками 2 со шпиндельными коробками 3, оснащенными редукторами точного останова шпинделей. Между коробками на станине размещено приспособление 4 для зажима обрабатываемой детали 5. На приспособлении ус- ,танавливается устройство смены ин- струментов, выполненное в виде сменного П-образного блока 6, на котором с помощью шарниров 7 подвешены с упором в кондукторные плиты выступами 8 инструментальные плиты-кассеты 9 с гнездами 10, расположенными соосно шпинделями соответствующих силовых головок 2 и кондукторным втулкам 11 и снабженнь мт-1 внешними подпружиненными обоймами 12, установленныьт с возможностью осевого перемещения и зафиксироианнымк с помощью штифта 13 в определенном угловом положении. В гнездак 10 размещены инструменты 14 с переходными хвостовиками 15, со- держащими штифты 16 и 17 и канавку 18. В торцах обойм 12, обращенных к силовым головкам 2, вьтолнены замки, имеющие пазы 19 для захода штифтов 16 и фиксации в плите-кассете 9 углового положения хвостовиков 15, взаимодействующих штифтами 17 с ба йонетным замками 20 шпинделей, а также пластинчатые пружины 21, взаимодействующие с канавками 18 и удерживающие хвостовики 15 с инструмен- том 14 в гнездах. Кассета 9 снабжена штифтом 22, взаимодействующим со скобой-захватом 23, установленной на гатоке гидроцилиндра 24, жестко закрепленного на приспособлении 4.
Станок работает следующим образом
Изделие устанавливают в приспособлении 4 и зажимают. На приспособле
o
5
0 5 О 5
5
ниь устанавливается, например манипулятором, блок 6 с кассетами 9 и включается продольный ход силовых головок 2, которые перемещаются до захода штифтов 17 в продольные пазы байонетных замков 20 шпинделей. При зтом разница в положении хвостовиков инструментов компенсируется за счет осевого перемещения подпружиненных обойм 12. Затем шпиндели поворачиваются на некоторый угол до захода штифтов 17 в поперечные пазы байонетных замков, после чего силовые головки отходят назад и, преодолевая сопротивление пружины 21, вьгеодят инструменты из гнезд 10, при этом штифты 17 заходят в канавки 25 байонетного замка и удерживаются в шпинделе подпружиненным плунже- ром 26, предотвращая выпадание хвостовика с инструментом из шпинделя, а штифт 22 упирается в скобу 23, которая препятствует движению кассеты 9 при смене инструментов. Далее вьщвигается шток гидроцилиндра 24, который, воздействуя скобой 23 на штифт 22, отклоняет кассеты 9 вверх, обеспечивая доступ инструментов к обрабатываемой детали. При этом вначале штифт 22 свободно проходит в |фигурньш паз скобы 23, а при дальнейшем движении-штока скользит по пазу. После чего включаются основное движение и рабочий ход головок и осуществляется обработка, по окончании которой силовые головки 2 отходят в исходное положение, при этом редуктор точного останова устанавли- вает шпиндели в уголовое положение, соответствующее положению пазов 19 в торце обоймы 12. Далее штоки гидроцилиндров убираются и кассеты под действием собственного веса опускаются и принимают исходное положение. Включается продольный ход головок, которые перемещаются до захода инструментов 14 в гнезда 10 кассеты и западания выступов пружин 21 в канавки 18 хвостовиков 15. После чего шпиндели поворачиваются до выхода штифтов 16 из поперечного паза байонетного замки и силовые головки 2 отводятся в исходное положение, а инструменты с переходными хвостовиками, удерживаемыми пружинами 21, остаются в кассетах. Блок 6 с кассетами и отработанными инструментами снимается манипулятором 27 и вместо него устанавливается следующий по технологическому процессу: с зенкерами, развертками и т.д., и цикл повторяется. Обработка ведется одновременно с двух сторон.
Станок работает по следующему циклу: быстрьй подвод, замедленный ход и сцепление шпинделей с инструментами, быстрый отвод головок, откиды- вание магазинов, быстрый подвод, стоп, рабочий ход, стоп, работа на мертвом упоре, быстрый обратный ход, стоп.
Формула изобретения
1. Многоинструментальный двусторонний агрегатный станок, содержащий две силовые многошпиндельные голов- ки, расположенный между нимн рабочий стол с приспособлением для закрепления деталей и устройство смены инструментов, отличающ ийся тем, что, с целью упрощения конст- рукции, устройство смены инструментов выпополнено в виде П-образного сменного блока, установленного на приспособлении, причем с каждой стороны блока, размещенной в зоне обра-
ботки соответствующей силовой головки, шарнирно подвешена плита-кассета с гнездами для инструментов и с возможностью качания от соответствующего силового цилиндра, закрепленного на приспособлении и на штоке которого расположен захват плиты-кассеты, при этом гнезда для инструментов размещены на плите-кассете соосно шпинделям соответствующей силовой головки при вертикальном положении поверхности плиты-кассеты и каждое из гнезд снабжено установленной н а плите-кассете перпендикулярно плоскости последней подпружиненной в осевом направлении обоймой с посадочным отверстием и установленным на торце, обращенном к силовой головке, замком для инструментов.
2. Станок ПОП.1, отличающийся тем, что П-образный блок снабжен двумя кондукторными плитами, выполненными на сторонах блока, расположенных в зоне обработки силовых головок, с направляющими отверстиями, соосными отверстиям/, в обрабатываемых деталях и соответственно осям соответствующих шпинделей
f7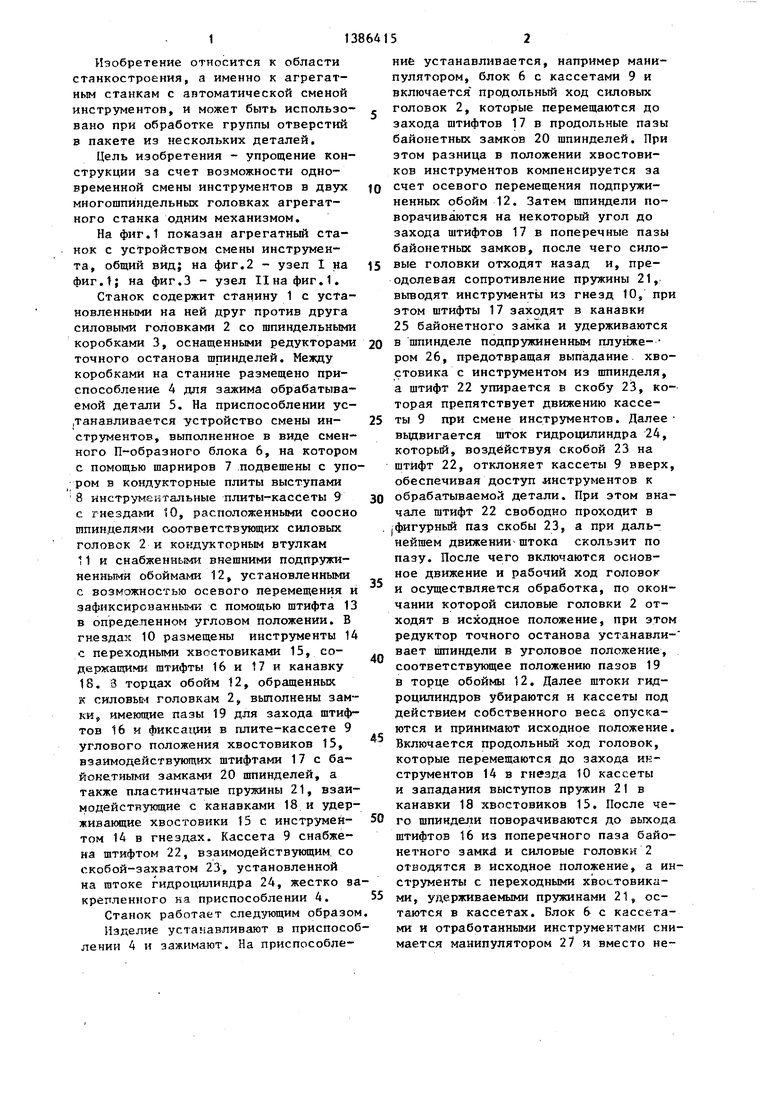
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Устройство для направления кондукторной плиты | 1987 |
|
SU1491625A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Шпиндельная головка | 1986 |
|
SU1423303A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
Изобретение относится к области станкостроения, а именно к агрегатным станкам с автоматической сменой инструментов, и может быть использовано при обработке группы отверстий в пакете из нескольких деталей. Цель .изобретения - упрощение конструкции за счет возможности одновременной смены инструментов в двух многошпиндельных головках агрегатного станка одним механизмом, выполненным в виде сменного П-образного блока, установленного на приспособлении, на котором при помощи шарниров подвешены инструментальные плиты-кассеты с . гнездами, расположенными соосно шпинделям соответствуюп1их силовых головок и кондукторным втулкам. В гнездах размещены инструменты, зафиксированные в последних замками. Плиты- кассеты имеют -штифты, взаимодействующие со скобами-захватами, закреплен- р ными на штоках силовых цилиндров, размещенных на приспособлении.1 з .п. ф-лы, 3 ил. о сл
Редактор Л.Гратилло
ФагЗ
Составитель д.Котов
Техред Л.Сердюкова Корректор А. Зинокосов
| Кипятильник для воды | 1921 |
|
SU5A1 |
| А | |||
| Развитие технологических систем механической обработки корпусных деталей в условиях серийного производства | |||
| Обзор | |||
| М.: НИИмаш, 1981, с.21-22, рис.6. | |||
