1 1315309 2
Изобретение относится к деревооб-нижний 39 элемент шарнирно закреплен
рабатывающей промышленности, в част-на стенке магазина 4, а верхний 38 ности к оборудованию для изготовле-на штоке вертикального пневмо1у1линдния мебельных ящиков. ,ра 18. Кроме того, под шаблоном 5
Цель изобретения - повышение про-5 Р- сборки ящиков 6 на плите 3 разме- изводительно сти и технологичности ав- щены опорные планки 40 для снятия
томата.ятцика 6, каретка 24 снабжена пневмоНа фиг. 1 изображен автомат дляцилиндром 41 , а шкантозапрессовочный
сборки мебельных ящиков, вид сверху;узел 25 перемещают с помощью пневмон а фиг. 2 - то же, вид сбоку; наfO ципиндра 42,
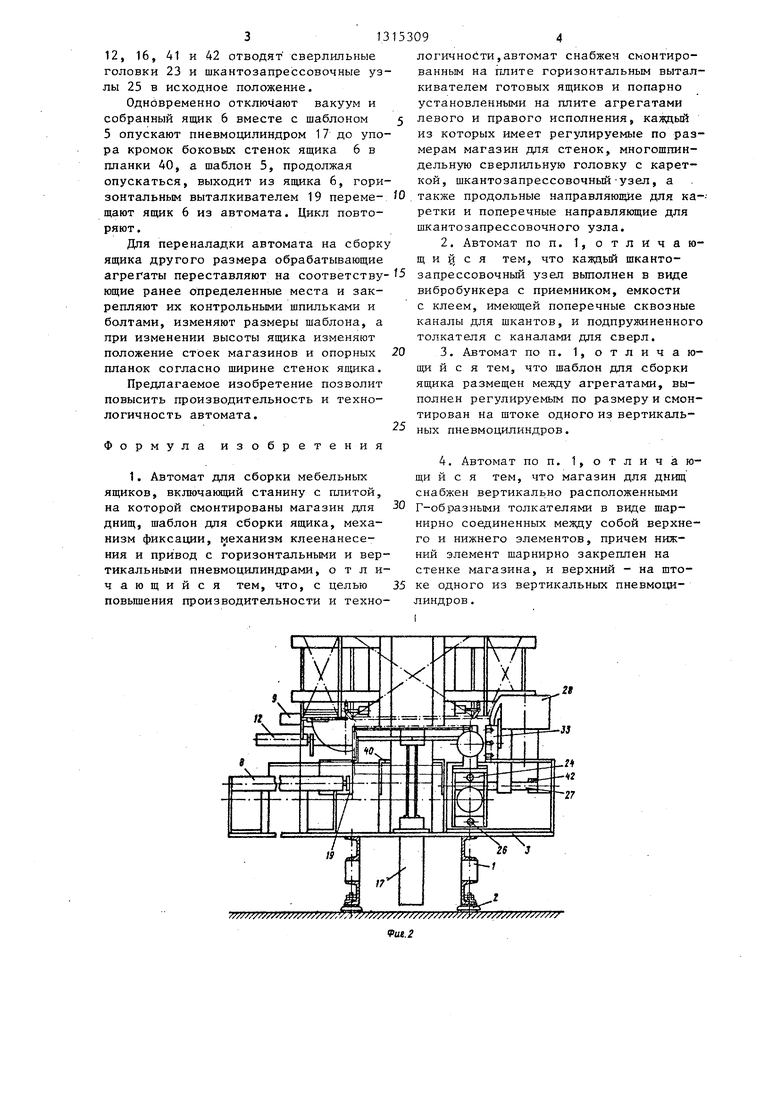
фиг. 3 - разрез А-А на фиг. 1; наАвтомат работает следующим обрафиг. 4 - агрегат правого исполнения,зом.
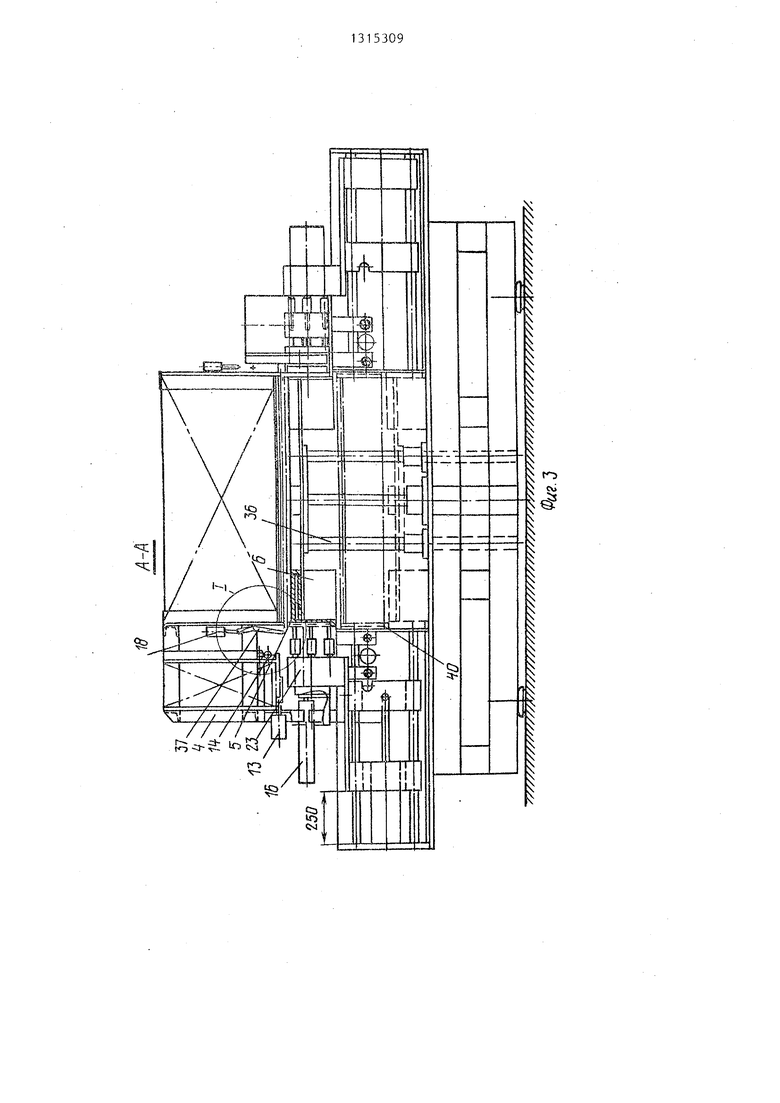
общий вид; на фиг, 5 --узел I наВ магазины 4 и 22 закладывают со- фиг, 3 (вид сбоку); на фиг. 6 - узелответственно днища 4 стенки ящика, в I на фиг, 3 (вид сзади); на фиг,7 - 5 емкости 30 заливают клей, а в виброразрез Б-Б на фиг. 5; на фиг. 8 -бункеры 28 загружают шканты 32. Пнев- узел II на фиг, 1; на фиг, 9 - разрез моцилиндры 18 через Г-образные тол- В-В на фиг, 10; на фиг, 10 - разрезкатели 37 освобождают одно днище, Г-Г на фиг, 9; на фиг, 11 - узел IIIопускают на шаблон для сборки ящика на фиг, ,1; на фиг , 12 - разрез Д-Д20 в и фиксируют на шаблоне с помощью на фиг, 11; на фиг. 13 - ящик, общийвакуум-присосок. Затем срабатывают вид,пневмоцилиндры 9 магазинов 22 передI,них и задних стенок, сдвигают их в
Автомат для сборки меЬельных ящи-
направлении шаблона 5 и зажимают с ков включает станину 1 на виброопо- р5
торцов остриями рычагов пневмоцилин- рах 2, плиту 3 на которой смонтиро- ш ттп ii
, г дров 10. Пневмоцилиндры 9 и 11 освованы магазин для днищ 4, шаблон 3 для ,,„„
7 -,бождают нижние в магазинах 22 стенсборки ящика 6, механизм 7 фиксации, ,
„ки, одновременно фиксируя остальные
механизм о клеенанесения и привод с,
стенки, а освобожденные стенки повогоризонтальными 9-16 и вертикальными jO рачиваются на остриях рычагов в вер- 17 и 18 пневмоцилиндрами. Автомат тикальное положение. После зтого од- снабжен смонтированным на плите 3 го- „овременно срабатывают пневмоцилинд- ризонтальным выталкивателем 19 с пнев- р, Q ,2, стенки опускаются на опор- моцилиндром 3 готовых ящиков 6 и ПО jjyg 0 прижимаются к шабло- парно установленными на плите 3 агре- - ,
гатами 20 левого и 21 правого испол- У 5, при зтом кромки днища входят нения, каждый из которых имеет рагу- шпунты стенок. -Затем аналогично лируемые по размерам магазины 22 для срабатывают пневмоцилиндры 13-16 ма- стенок, многошпиндельную сверлильную газинов 22 боковых стенок, прижимают головку 23 с кареткой 24, шкантозап- .Q шаблону и собирают с дном ящика рессовочный узел 25, а также продоль- адней и передней стенками - ные направляющие 26 для каретки 24 и состыковывают в углах. Включаются поперечные.направляющие 27 для вжан- сверлильные головки 23, срабатывают тозапрессовочного узла 25, Каждый пневмоцилиндры 41 и производится свер- шкантозапрессовочный узел 25 вьшол- .5 ° шканты 32 за счет пе- . ней в виде вибробункера 28 с приемни- ремещения кареток 24 сверлильных го- ком 29, емкости 30 с клеем, имеющей 23 по направляющим 26, После поперечные сквозные каналы 31 для окончания сверления гнезд каретки 24. шкантов 32 и подпружиненного толкате- Р отключенными сверлильными головка- ля 33 с каналами 34 для сверл 35,Шаб- ,дд ми 23 возвращаются в исходное пололся 5 для сборки ящика 6 размещен женив, а шкантозапрессовочные узлы между агрегатами 20 и 21, выполнен 25 по направляюид{м 27 подают пневмо- регулируемым по размеру и смонтиро- цилиндром 42 под запре ссовку, которую ван на штоке 36 вертикального пневмо- выполняют пневмоцилиндрами 41 с по- цилиндра 17. Магазин для днищ 4 снаб- с мощью сверлильных головок 23, патро- жен вертикально расположенными Г-об- ны которых упираются в толкатель 33, разными толкателями 37 в виде шарнир- Нанесение клея на шканты 32 происхо- но соединенных между собой верхнего дит при проталкивании их через ем- 38 и нижнего 39 элементов, причем кости 30 с клеем, а затем цилиндры
12, 16, 41 и 42 отводят сверлильные головки 23 и шкантозапрессовочные узлы 25 в исходное положение.
Одновременно отключают вакуум и собранный ящик 6 вместе с шаблоном 5 5 опускают пневмоцилиндром 17 до упора кромок боковых стенок ящика 6 в планки 40, а шаблон 5, продолжая опускаться, выходит из ящика 6, горилогичности,автомат снабжен смонтированным на плите горизонтальным выталкивателем готовых ящиков и попарно установленными на плите агрегатами левого и правого исполнения, каждый из которых имеет регулируемые по размерам магазин дпя стенок, многошпиндельную сверлильную головку с кареткой, шкантозапрессовочный-узел, а
зонтальным выталкивателем 19 переме- JO также продольные направляющие для ка- щают Я1ДИК 6 из автомата. Цикл повторяют .
Для переналадки автомата на сборку ящика другого размера обрабатывающие агрегаты переставляют на соответству- -5 ющие ранее определенные места и закрепляют их контрольными шпильками и болтами, изменяют размеры шаблона, а при изменении высоты ящика изменяют положение стОек магазинов и опорных 20 планок согласно ширине стенок ящика.
Предлагаемое изобретение позволит повысить производительность и технологичность автомата.
ретки и поперечные направляющие для шкантозапрессовочного узла.
2.Автомат поп. 1, отлича ю- щ и и с я тем, что каждый щканто- запрессовочньш узел вьшолнен в виде вибробункера с приемником, емкости
с клеем, имеющей поперечные сквозные каналы для шкантов, и подпружиненного толкателя с каналами для сверл.
3.Автомат по п. 1, отлича ю- щи и с я тем, что шаблон для сборки ящика размещен между агрегатами, выполнен регулируемым по размеру и смонтирован на штоке одного из вертикальных пневмоцилиндров.
Формула изобретения
1. Автомат для сборки мебельных ящиков, включающий станину с плитой, на которой смонтированы магазин дпя днищ, шаблон дпя сборки ящика, механизм фиксации, механизм клеенанесе- ния и привод с горизонтальными и вертикальными пневмоцилиндрами, отличающийся тем, что, с целью
повьш ения производительности и техно- линдров.
I
логичности,автомат снабжен смонтированным на плите горизонтальным выталкивателем готовых ящиков и попарно установленными на плите агрегатами левого и правого исполнения, каждый из которых имеет регулируемые по размерам магазин дпя стенок, многошпиндельную сверлильную головку с кареткой, шкантозапрессовочный-узел, а
также продольные направляющие для каретки и поперечные направляющие для шкантозапрессовочного узла.
2.Автомат поп. 1, отлича ю- щ и и с я тем, что каждый щканто- запрессовочньш узел вьшолнен в виде вибробункера с приемником, емкости
с клеем, имеющей поперечные сквозные каналы для шкантов, и подпружиненного толкателя с каналами для сверл.
3.Автомат по п. 1, отлича ю- щи и с я тем, что шаблон для сборки ящика размещен между агрегатами, выполнен регулируемым по размеру и смонтирован на штоке одного из вертикальных пневмоцилиндров.
4.Автомат по п. 1, отлича ю- щи и с я тем, что магазин для днищ снабжен вертикально расположенными Г-образными толкателями в виде шар- нирно соединенных между собой верхнего и нижнего элементов, причем нижний элемент шарнирно закреплен на стенке магазина, и верхний - на штоке одного из вертикальных пневмоции
П
НГ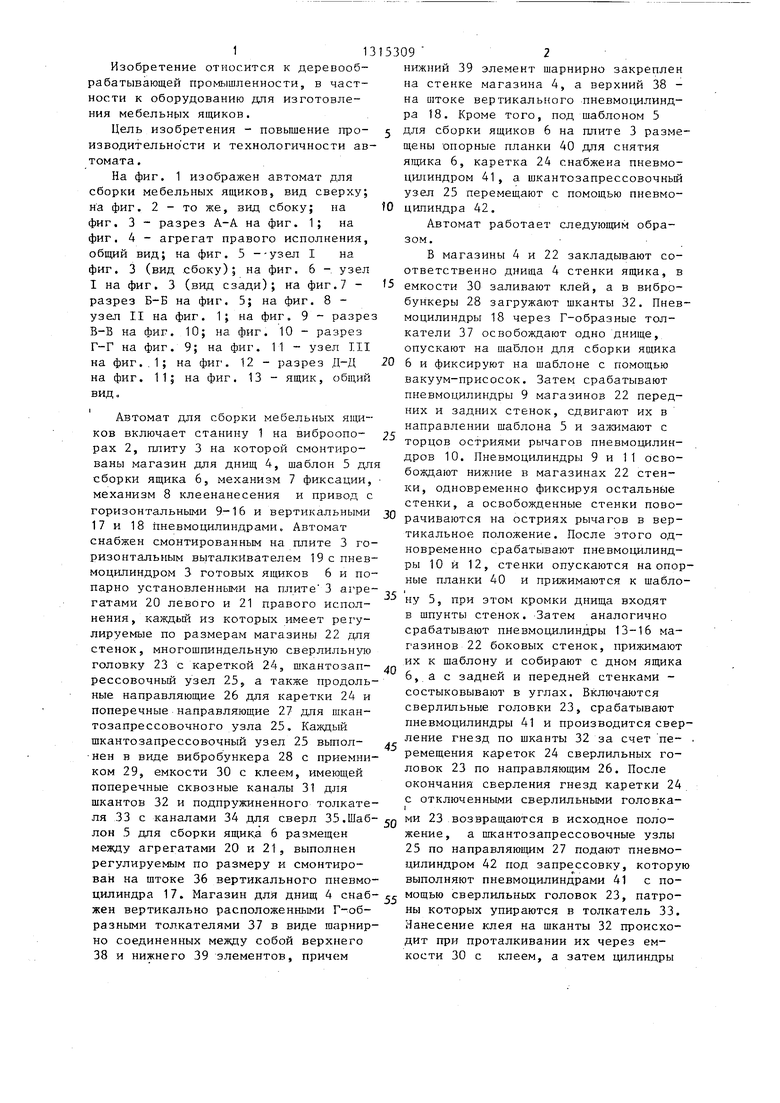
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Сверлильный многошпиндельный станок-автомат | 1987 |
|
SU1562138A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| Устройство для сверления щитов | 1986 |
|
SU1423382A1 |
| Станок для крепления лицевой стенки выдвижного ящика мебели | 1983 |
|
SU1123853A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| Устройство для сборки ящиков | 2019 |
|
RU2742703C2 |
| Автомат для сверления поперечных отверстий | 1981 |
|
SU1007852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| СТАНОК ДЛЯ СБОРКИ ДЕРЕВЯННЫХ ЩИТОВ | 1973 |
|
SU385724A1 |



Изобретение относится к деревообрабатывающей промьппленности. Цель изобретения - повышение производительности и технологичности. Автомат 4Г2.6 ..23 25 28 включает станину 1 с плитой 3, на которой попарно смонтированы агрегаты 20 левого и 21 правого исполнения с магазинами 22 для стенок ящиков, многошпиндельными сверлильными головками 23 и шкантозапрессовочными узлами 25. Ящик собирают на шаблоне 5 и с помощью сверлильных головок 23 выполняют отверстия в состыкованных стенках под шканты. Перемещают шкан- тозапрессовочные узлы 25 и подают шканты, смазанные в процессе их подачи клеем, в подготовленные отверстия. Вставляют шканты с помощью сверл перемещением сверлильных головок 23. 3 з.п. ф-лы, 13 ил. § (Л Фи&.1 1 42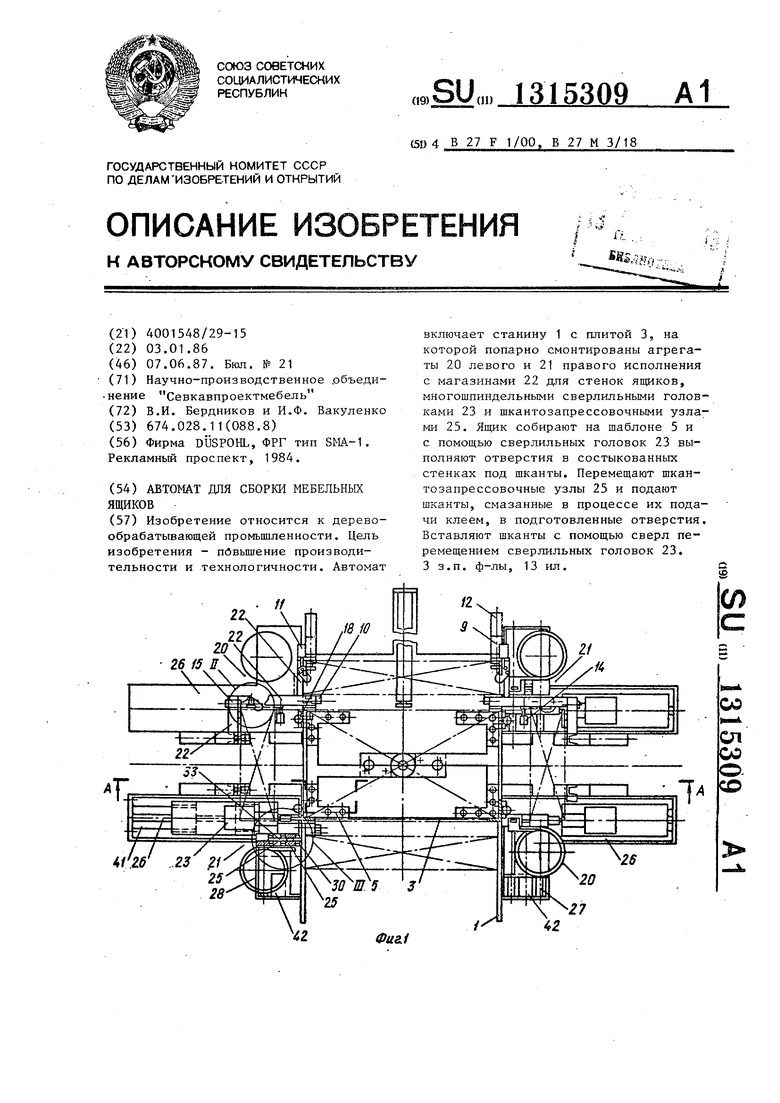
uz.7
Риг.8
fpuz.9
. WВ
Фив. If
СЧ)
QfPuB. A7
| Фирма DUSPOHL, ФРГ тип SMA-1 | |||
| Рекламный проспект, 1984. |
