Изобретение относится к станкострбению и может быть использовано для сверления поперечных отверстий, например в деталях типа колпачков.
Известен автомат для сверления поперечных отверстий, содержащий центрирующий элемент, зажимное устройство, выполненное в виде подвижного в направлении центрирующего элемента ползуна, силовую головку и блок управления приводами автомата 1.
На известном автомате невозможно качественно обрабатывать детали с глухим отверстием с одного ее торца, например колпачков.
Цель изобретения - повыщение качества обработки деталей с глухим отверстием с одного ее торца.
Поставленная цель достигается тем, что автомат для сверления поперечных отверстий, имеющий зажимное устройство, выполненное в виде ползуна, силовую головку, блок управления приводами автомата, а также центрирующий элемент, расположенный на пути перемещения ползуна, снабжается столом с приводом, установленным с возможностью перемещения в направлении, перпендикулярном к направлению перемещения силовой головки, и толкателем, а в центрирующем элементе выполнено сквозное отверстие, в котором расположен упомянутый толкатель, при этом центрирующий элемент и зажимное устройство закреплены на столе, толкатель одним концом расположен между центрирующим элементом и ползуном, а другим установлен с возможностью взаимодействия с блоком управления перемещением стола.
Такая конструкция позволяет исключить предварительную ориентацию деталей перед их установкой в зажимное устройство.
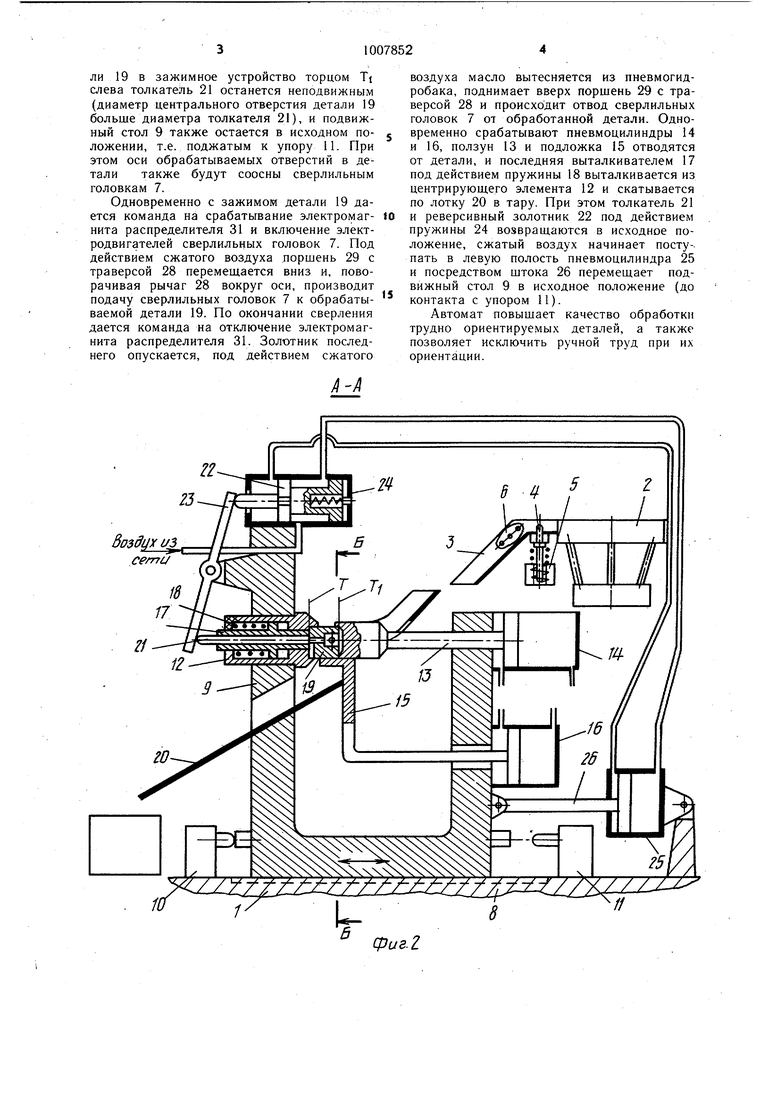
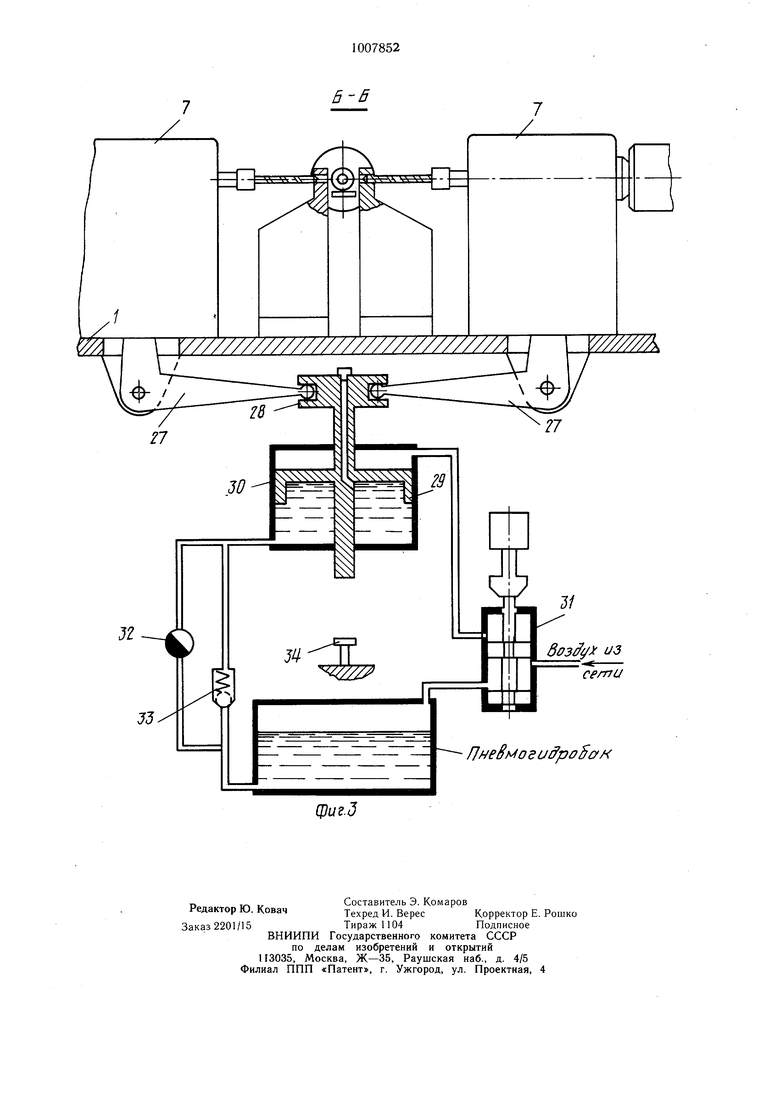
На фиг. 1 представлена схема автомата, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Автомат содержит станину 1, на которой смонтировано загрузочное устройство, состоящее из вибробункера 2, лотка 3, подпружиненного стержня-отсекателя 4, электромагнита 5 и фотодиода 6, а также установленные соосно одна другой сверлильные головки 7, размещенный в направляющих 8 станины 1 подвижный стол 9, регулируемые упоры. 10 и 11. На подвижном столе 9 смонтированы центрирующий элемент (втулка) 12, ползун 13 зажимного устройства, являющийся штоком пневмоцилиндра 14, и подложку 15, для перемещения которой служит пневмоцилиндр 16.
В центрирующем элементе 12 установлен выталкиватель 17 с пружиной 18 для сбрасывания обработанной детали 19 на лоток 20 и толкатель 21, служащий для передачи сигнала о положении детали 19 между центрирующим элементом и зажимным устройством на блок управления - реверсивный золотник 22, с которым взаимодействует посредством рычага 23 и пружины 24. Реверсивный золотник 22 трубопроводами связан с исполнительным органом пневмоцилиндром 25, корпус которого щарнирно укреплен на станине 1, а щток 26 щарнирно соединен с подвижным столом 9. Для управления работой пневмоцилиндров 14, 16, 25 предусмотрены пневмораспределители (не показаны).
Сверлильные головки 7 соединены посредством рычагов 27 с траверсой 28, совмещенной с порщнем 29 пневмогидроцилиндра 30.
Для управления работой последнего служит электромагнитный распределитель 31. Для регулирования скорости перемещения сверлильных головок 7 имеется дроссель 32. Для быстрого вывода сверл из обработанных отверстий предназначен обратный клапан 33. Для ограничения хода сверлильных головок 7 предусмотрен упор 34.
Расположение зажимного устройства с подвижным столом 9 : относительно сверлильных головок 7 выбрано следующим образом.
При контакте подвижного стола 9 с упором 10 расстояние от торца Т центрирующей втулки 12 до оси сверлильных головок 7 равно размеру от торца Т детали 19 до оси обрабатываемых отверстий, а при контакте с упором 11 - равно размеру от торца TI до оси обрабатываемых отверстий.
Автомат работает следующим образом.
Детали 19 из вибробункера 2 по лотку 3 поступают к стержню-отсекателю 4. При включенном электромагните 5 стержень 4 опущен, деталь 19 проходит над ним и скатывается по наклонной части лотка 3 на подложку 15, при этом проходящая деталь 19 перекрывает луч, идущий к фотодиоду 6, и последний отключает электромагнит 5. Подпружиненный стержень 4 поднимается вверх и отсекает последующие детали 19.
Одновременно с отключением электромагнита 5 дается команда на срабатывание пневмоцилиндра 14. Ползун 13 досылает детали 19 в центрирующий элемент 12 до упора и зажимает. При этом действием детали 19 выталкиватель 17 перемещается влево (по чертежу) и сжимает пружину 18. При попадании детали 19 в зажимное устройство торцом Т последний сдвигает толкатель 21 влево (по чертежу), поворачивает рычаг 23 вокруг оси и тем самым, перемещая реверсивный золотник 22 вправо, направляет сжатый воздух в правую полость пневмоцилиндра 25. При этом щток 26 перемещает подвижный стол 9 вместе с деталью 19 влево до контакта с упором 10, в результате чего обрабатываемые отверстия в детали устанавливаются соосно сверлильным головка%1 7. При попадании детали 19 в зажимное устройство торцом TI слева толкатель 21 останется неподвижным (диаметр центрального отверстия детали 19 больше диаметра толкателя 21), и подвижный стол 9 также остается в исходном положении, т.е. поджатым к упору 11. При этом оси обрабатываемых отверстий в детали также будут соосны сверлильным головкам 7.
Одновременно с зажимом детали 19 дается команда на срабатывание электромагнита распределителя 31 и включение электродвигателей сверлильных головок 7. Под действием сжатого воздуха поршень 29 с траверсой 28 перемещается вниз и, поворачивая рычаг 28 вокруг оси, производит подачу сверлильных головок 7 к обрабатываемой детали 19. По окончании сверления дается команда на отключение электромагнита распределителя 31. Золотник последнего опускается, под действием сжатого
А1
Bosdijxu3
воздуха масло вытесняется из пневмогидробака, поднимает вверх поршень 29 с траверсой 28 и происходит отвод сверлильных головок 7 от обработанной детали. Одновременно срабатывают пневмоцилиндры 14 и 16, ползун 13 и подложка 15 отводятся от детали, и последняя выталкивателем 17 под действием пружины 18 выталкивается из центрируюшего элемента 12 и скатывается по лотку 20 в тару. При этом толкатель 21 и реверсивный золотник 22 под действием пружины 24 возврашаются в исходное положение, сжатый воздух начинает поступать в левую полость пневмоцилиндра 25 и посредством штока 26 перемещает подвижный стол 9 в исходное положение (до контакта с упором 11).
Автомат повышает качество обработки трудно ориентируемых деталей, а также позволяет исключить ручной труд при их ориентации.
фиг.д
11не8моги ро у/
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КОЛЬЦЕВЫХ ДЕТАЛЯХ | 1970 |
|
SU282015A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Многопозиционный автомат для многосторонней обработки деталей | 1983 |
|
SU1110608A1 |
| Станок для сверления отверстий в щитовых деталях | 1976 |
|
SU644619A1 |
| Станок для крепления лицевой стенки выдвижного ящика мебели | 1983 |
|
SU1123853A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ПОПЕРЕЧНБ1Х ОТВЕРСТИЙ, содержащий центрирующий элемент, зажимное устройство, выполненное в виде подвижного в направлении центрирующего элемента ползуна, силовую головку и блок управления приводами автомата, отличающийся тем, что. с целью повыщения качества обработки деталей с глухим отверстием на одном ее торце, автомат снабжен столом с приводом, установленным с возможностью перемещения в направлении, перпендикулярном к направлению перемещения силовой головки, и толкателем, а в центрирующем элементе выполнено сквозное отверстие, в котором расположен упомянутый толкатель, при этом центрирующий элемент и зажимное устройство закреплены на столе, и толкатель одним концом размещен между центрирующим элементом и ползуном, а другим установлен с возможностью взаимодействия с блоком управления перемещением стола. (П vj 00 СП to
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 759241, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
