1
(21)4338338/23-15
(22)07.12.87
(46) 07.05.90. Бкш. V 17
(71)Производственное объединение Ленинградский завод турбинных лопаток им.50-летия СССР
(72)В.А.Иванов и Ю.В.Мокров
(53)621.95 (088.8)
(56)Авторское свидетельство СССР Р 1119845, кл. В 27 С 3/04, 1984.
Авторское свидетельство СССР К 60108, кл. В 27 С 3/00, 1940.
(54)СВЕРЛИЛЬНЫЙ МИОГОИПШЩЕЛЬНЫП СТАНОК-АВТОМАТ
(57)Изобретение относится к деревообрабатывающей промышленности и может быть использовано в сверлильных многошпиндельных станках при сверлении деревянных заготовок. Цель изобретения - упров ение конструкции, повышение производительности и точности обработки. Станок состоит из многошпиндельной сверлильной головки 1, установленной стационарно на станине 2 со склизом 3. На направляющих 4 установлена каретка 5, перемещаемая пневмоцилиндром 6. Спереди каретка снабжена подпружиненным рычагом 15, который входит в прорезь в передней стенке и зажимает деталь при перемещении каретки. Аналогичное устройство имеется для зажима заготовок с торцов. Для прижима заготовок сверху и извлечения их при обратном ходе каретки применены верхние поворотные рычаги 19, входящие в прорези, выполненные сверху каретки. Из магазинного питателя заготовка попадает в желоб каретки 5, которая перемещает ее в зону сверления. При этом заготовка оказывается жестко зафиксированной
I
СЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Полуавтомат для отделки резино-металлических пластинчатых амортизаторов | 1959 |
|
SU145737A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ЗАГОТОВОК ЩЕТОЧНЫХ КОЛОДОК | 1993 |
|
RU2056992C1 |
| Вертикально-сверлильный автомат | 1984 |
|
SU1230753A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в сверлильных многошпиндельных станках при сверлении деревянных заготовок. Цель изобретения - упрощение конструкции, повышение производительности и точности обработки. Станок состоит из многошпиндельной сверлильной головки 1, установленной стационарно на станине 2 со склизом 3. На направляющих 4 установлена каретка 5, перемещаемая пневмоцилиндром 6. Спереди каретка снабжена подпружиненным рычагом 15, который входит в прорезь в передней стенке и зажимает деталь при перемещении каретки. Аналогичное устройство имеется для зажима заготовок с торцов. Для прижима заготовок сверху и извлечения их при обратном ходе каретки применены верхние поворотные рычаги 19, входящие в прорези, выполненные сверху каретки. Из магазинного питателя заготовка попадает в желоб каретки 5, которая перемещает ее в зону сверления. При этом заготовка оказывается жестко зафиксированной спереди, сбоку и сверху и прижатой к специально выставленным упорам, расположенным на дне и стенках желоба каретки. Регулировка производительности осуществляется регулятором 8. 2 ил.
спереди, сбоку и сверху и прижатой к специально выставленным упорам, расположенным на дне и стенках желоба
Изобретение относится к деревообрабатывающей промышленности, в частности к сверлильным многошпиндельным станкам для сверления отверстий в деревянных заготовках.
Цель изобретения - упрощение конструкции, повышение производи- тельности и точности обработки.
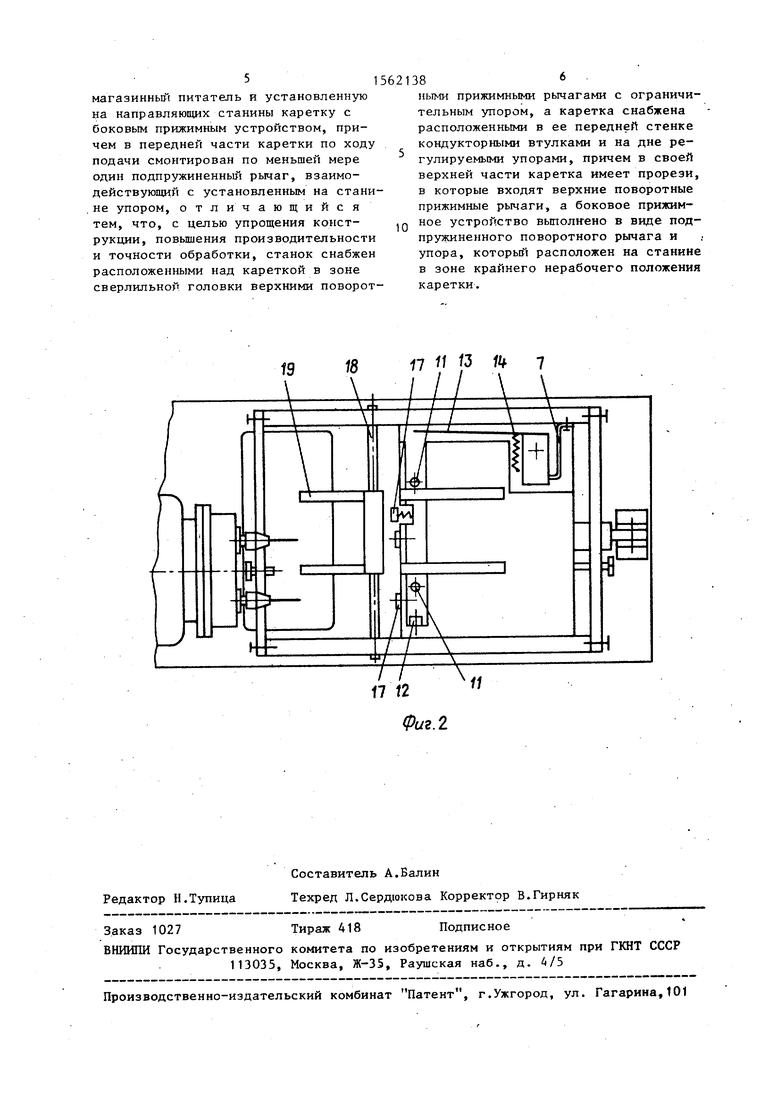
На фиг,1 показан станок, общий вид; на фиг.2 - то же, вид сверху.
Станок состоит из многошпиндельной сверлильной головки 1, установ- ленной стационарно на станине 2 со склизом 3. На направляющих 4 станины 2 установлена каретка 5 с пневмо- цилиндром 6 и упорами 7 для бокового прижимного устройства и подлружиненно го рычага в передней части каретки. Внутри станины 2 установлено пневмо- оборудование с регулятором 8 производительности .
Над кареткой 5 на направляющих 4 крепят магазинный питатель 9 для заготовок 10. Каретка 5 имеет на дне два регулируемых упора 11, взаимодействующие с нижней базовой поверхностью заготовки 10, и один торцовый регулируемый упор 12, взаимодействующий с торцовой базовой поверхностью заготовки 10, в нее встроено боковое прижимное устройство в виде подпружиненного поворотного рычага 13 с пруж ной 14, взаимодействующего с торцовой базовой поверхностью заготовки 10, и расположенный в передней части каретки подпружиненный рычаг 15 с пружиной 16, взаимодействующий с боковой базовой поверхностью заготовки. Кроме того, каретка 5 в своей передней части имеет кондукторные втулки 17. К направляющим 4 крепят ось 18, на которой установлены верх- ние поворотные рычаги 19, взаимодействующие с нижней базовой поверхность заготовки 10 и одновременно служащие для удаления обработанных заготовок 10. Верхние поворотные прижимные ры- чаги 19 имеют ограничительный упор 20 и пружину 21.
Станок работает следующим образом.
каретки. Регулировка производительности осуществляется регулятором 8. 2 ил.
Заготовка 10 из магазинного питателя 9 попадает в желоб каретки 5. Включают привод сверлильной головки 1 и пневмоцилиндр 6. Каретка перемещается в зону сверления, при этом подпружиненный рычаг 15 прижимает заготовку 10 к боковрй поверхности, подпружиненный поворотный рычаг 13 прижимает заготовку 10 к торцовому регулируемому упору 12, поворотные рычаги 19 прижимают заготовку 10 к нижним регулируемым упорам 11. Сверла входят в кондукторные втулки 17. Происходит процесс сверления. После окончания сверления верхние поворотные прижимные рычаги 19 соскакивают с заготовки 10 и попадают в две продольные прорези в каретке 5, пневматика переключает ход каретки 5 в обратную сторону. При этом верхние поворотные рычаги 19 подцепляют заготовку. Заготовка 10 по наклонной плоскости верхних поворотных рычагов 19 поднимается вверх, выходит из. желоба каретки 5, падает на склиз 3 и со склиза 3 попадает в межоперационную тару.
При подходе каретки 5 к крайнему правому нерабочему положению подпружиненные рычаги 13 и 15 разводятся упорами 7, установленными на направляющих 4, и в желоб каретки 5 попадает из магазинного питателя 9 следующая заготовка 10. Верхние поворотные прижимные рычаги 19 удерживаются в нужном положении упором 20.
Пневматика переключает движение каретки 5 на подачу в зону сверления Цикл повторяется. При движении каретки 5 в зону сверления заготовки 10 удерживаются в магазинном питателе 9 гладкой верхней поверхностью каретки 5. Увеличение или уменьшение производительности станка устанавливается регулятором 8 производительности. При этом порядок работы остается такой же. Формула изобретени
Сверлильный многошпиндельньгй станок-автомат, включающий станину с направляющими, сверлильную головку,
515
магазинный питатель и установленную на направляющих станины каретку с боковым прижимным устройством, причем в передней части каретки по ходу подачи смонтирован по меньшей мере один подпружиненный рычаг, взаимодействующий с установленным на станине упором, отличающийся тем, что, с целью упрощения конструкции, повышения производительности и точности обработки, станок снабжен расположенными над кареткой в зоне сверлильной головки верхними поворот
19
18
1
386
ными прижимными рычагами с ограничительным упором, а каретка снабжена расположенными в ее передней стенке кондукторными втулками и на дне регулируемыми упорами, причем в своей верхней части каретка имеет прорези, в которые входят верхние поворотные прижимные рычаги, а боковое прижимное устройство выполнено в виде подпружиненного поворотного рычага и упора, который расположен на станине в зоне крайнего нерабочего положения каретки.
11 11 ft 1k
II
17 12
Фиг.2
