ный сверлильный двухшпиндельный и пробипающин. Конструкции агрегатов схожи между собой. Вертикальный одно шпиндельный сверлильный агрегат состоит из базовой плиты 1 с воздушной камерой 2 с входным отверстием, в котором расположена гайка 3, и воздушными отверстиями 4. Базовая плита смонтирована на монтажной плите 5 станка с помощью фиксатора в виде двух пневмоцилиндров 6 и 7 со штоками. Обрабатывающая головка включает двигатель 8, два пневмо1щлиндра 9, штоки 10, обойму 11, соединяющую двигатель и пневмоцилиндры в блок, опорную плиту 13 с прижимом 14, вращающимися базовыми и зажимными упорами 1В. В зависимости от расположения отверстий на мебельных щитах агрегаты четырех типов расставляют
на монтажной плите станка и фиксируют с помощью фиксаторов. }Тожет быть установлен один или несколько таких станков. Агрегаты без инструмента образуют базовые опоры для перекладчиков щитов. В патроны обрабатывающих головок вставляют сверла требуемых диаметров и длины, глубина сверления регулируется с помощью гаек 24. Плиту прижима 14 регулируют с учетом толщины обрабатываемых щитов. Такая наладка может быть выполнена вне станка на запасных агрегатах. Тогда для обработки щита другог типоразмера переналадка будет сведена только к расстановке обрабатывающих агрегатов по определенной прог-. рамме на монтажных плитах 5 с фиксацией их в соответствующих отверстиях 2 3.п. ф-лы, 19 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный сверлильно-присадочный станок | 1991 |
|
SU1781033A1 |
| Станок для сверления отверстий в деревянных щитах | 1982 |
|
SU1025509A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Универсальный многошпиндельный сверлильно-присадочный станок по дереву | 1986 |
|
SU1351784A1 |
| Сверлильный агрегат | 2022 |
|
RU2782045C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Устройство поворота сверлильной насадки в многошпиндельном сверлильном станке | 1985 |
|
SU1341033A1 |
| Сверлильный станок | 1982 |
|
SU1020232A1 |
| Устройство для сверления щитов | 1986 |
|
SU1416306A2 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |





Изобретение относится к мебельному производству, в частности к произ- .водству изделий мебели, собираемых на стяжках и шкантах. Цель изобретения - расширение технологических возможностей и повьш ение производительности. Устройство для сверления щитов содержит агрегаты четьфех типов: вертикальные сверлильные одношпиндель- ный и двухшпиндельный, горизонтальГ5 JH (Л С фиг. 2
: Изобретение относится к мебельному производству, в частности к производ- |ству изделий мебели, собираемых на |стяжках и шкантах.
I Целью изобретения является расши- |рение технологических возможностей 1устройства и повьпиение производительности.
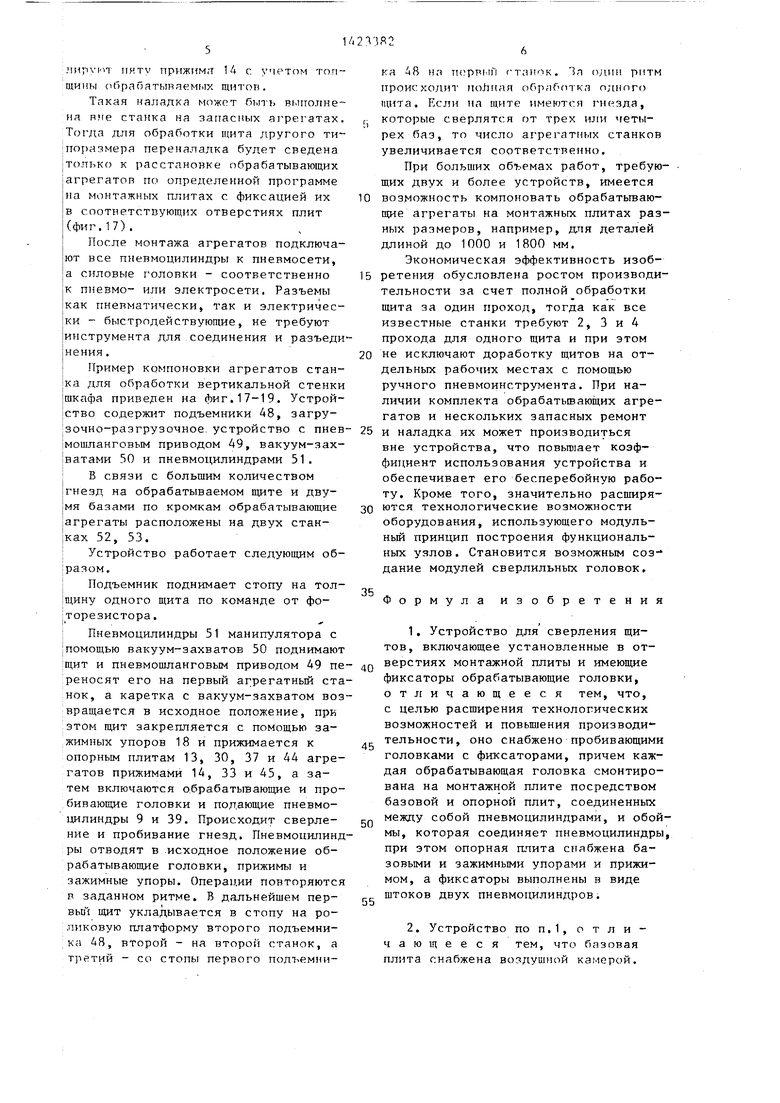
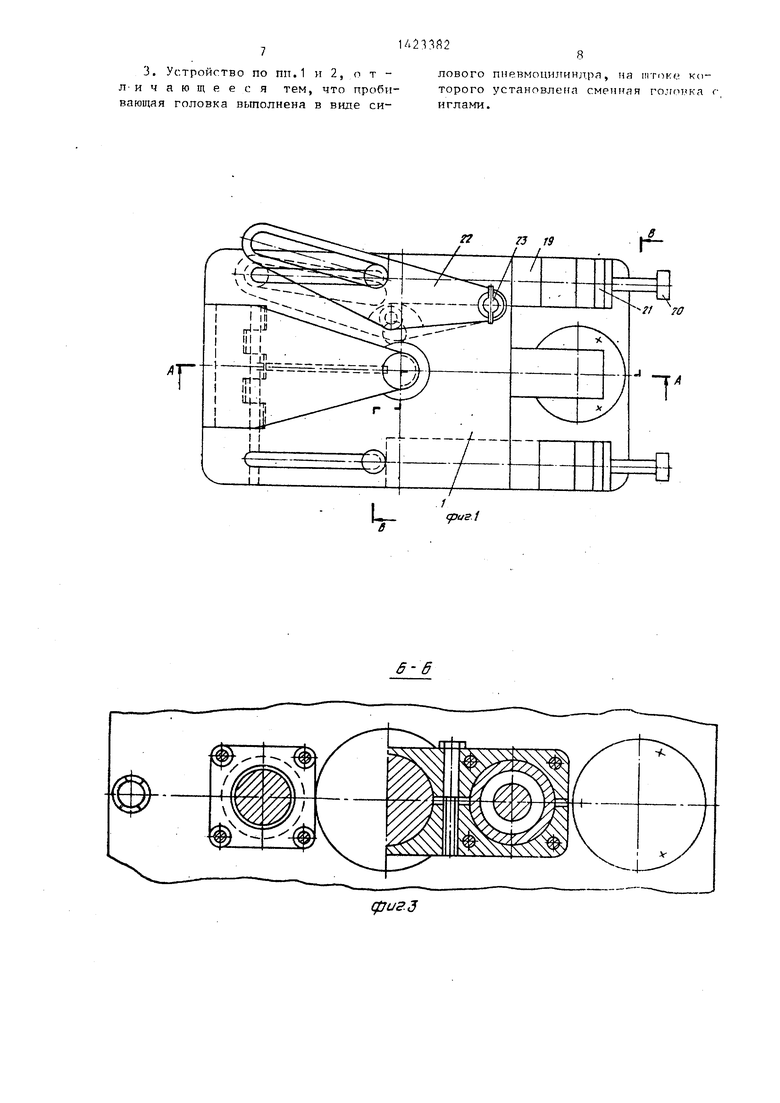
На фиг.1 изображен вертикальный одношпиндельный -сверлильный агрегат, вид сверху; на фиг.2 - разрез Л-А на фиг.1, на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.1, на фиг.З - вертикальный двух- шпиндельный сверлильный агрегат, вид сверху; на фиг.6 - разрез Г-Г на фиг.5; на фиг.7 - разрез Д-Д на фиг.6J на фиг.8-разрез Е-Е на йиг.б; на фиг.9 - разрез Ж-Ж на фиг.6; на фиг.10 - горизонтальный сверлильный агрегат; на фиг.11 - разрез И-И на фиг.10; на фиг.12 - разрез К-К на фиг.10; на фиг,13 - разрез Л-Л на фиг.10; на фиг.14 - пробивающая головка; на фиг. 15 - то же, вид в плане-, на фиг.16 - разрез М-М на фиг.15; на фиг.17 - пример компоновки уст- р(5Йства для обработки вертикальной стенки шкафа , на Лиг. 18 - разрез И-Н
на фиг.17; на фиг.19 - разрез П-П на фиг.18.
Устройство для сверления щитов со- держит агрегаты четырех типов.
Вертикальный одношпиндельный сверлильный агрегат (фиг.1-4) состоит из базовой 1 с воздушной камерой 2 с входным отверстием, в котором расположена гайка 3, и воздушными отверстиями 4. Базовая плита смонтирована на монтажной плите 5 станка с помощью фиксатора в виде двух пневмоцилиндров 6 и 7 со штоками, а обрабатывающая головка включает двигатель 8, два пневмоцилиндра 9, штоки 10, обойму 11, соединяющую двигатель и пневмоцилиндры в блок винтами 12, опорную плиту 13 с прижимом 14, управляемым пневмоцилинд- ром 15 через планку 16 с шарикоподшипниками 17 на конце. На опорной плите 13 размещены вращающиеся упоры 18, которые могут быть базовыми или зажимными и укреплены на штоках пневмоцилиндров 19, второй конец штока которых имеет постоянный 20 и съемные ограничители 21, боковой зажимной упор 22, укрепленный на опорной плите с помощью винта 23, при
этом нижние концы штоков имеют резьбу и. гайки 24, а на концах болтов пнев- моцилиндров прикреплена пластина 25.
Вертикальный двухшпиндельный свер- лильньш агрегат (фиг.6-9) включает базовую плиту 26 (без воздушной камеры, так как масса агрегата невелика в связи с его меньшими габаритными
размерами и отсутствием упоров и прижима), на которой закреплены пневмоцилиндры 6 и 7, фиксаторы для соединения с монтажной плитой 5, а обрабатывающая головка агрегата имеет два двигателя 8 и два пневматических цилиндра 9, соединенные в блок с помоп1ью обойм 27 и 28 и винтов 29, при этом штоки 10 соединяют базовую 26 и опорную 30 плиты и имеют гайки 24, а на концах болтов пневмоцилиндров укреплена пластина 25, ограничивающая ход поршней при упирании в гайки 24.
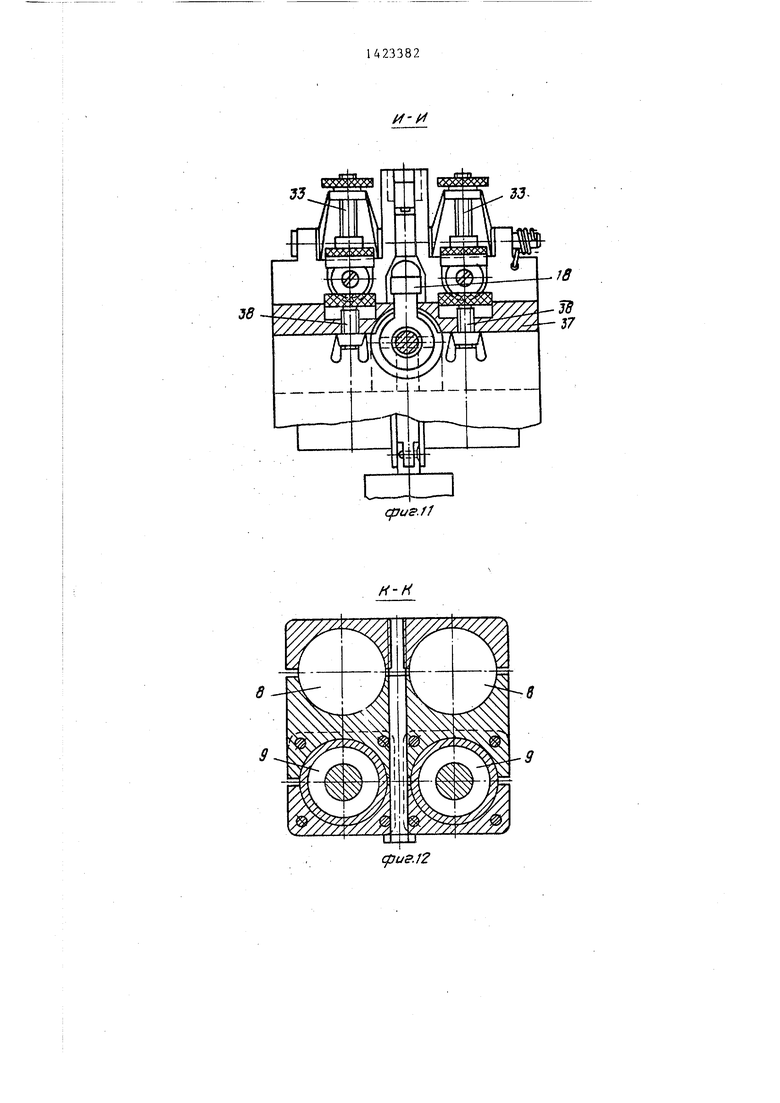
Горизонтальный двухшпиндельный сверлильный агрегат (фиг.10-13) включает .базовую плиту 1 с воздушной камерой 2, имеющей входное отверстие с гайкой 3 и воздушные отверстия 4, при этом на плите смонтированы два пневмоцилиндра 6 и 7 фиксатора, а обрабатывающая головка аналогична конструкции вертикального двухшпиндельного сверлильного агрегата и смонтирована она горизонтально на двух плоских стойках 31 и 32, причем на стойке 32 установлен прижим 33, управляемый пневмоцилиндрами 34 через планку 35 с шарикоподшипниками на конце, а пневмоцилиндр 36 с вращающимся упором 18 укреплен на опорной плите 37, у которой имеются регулирующие опоры 38, на втором конце штока пневмоцилиндра 36 имеется постоянньй ограничитель 20 движения штока и съемные ограничители 21,
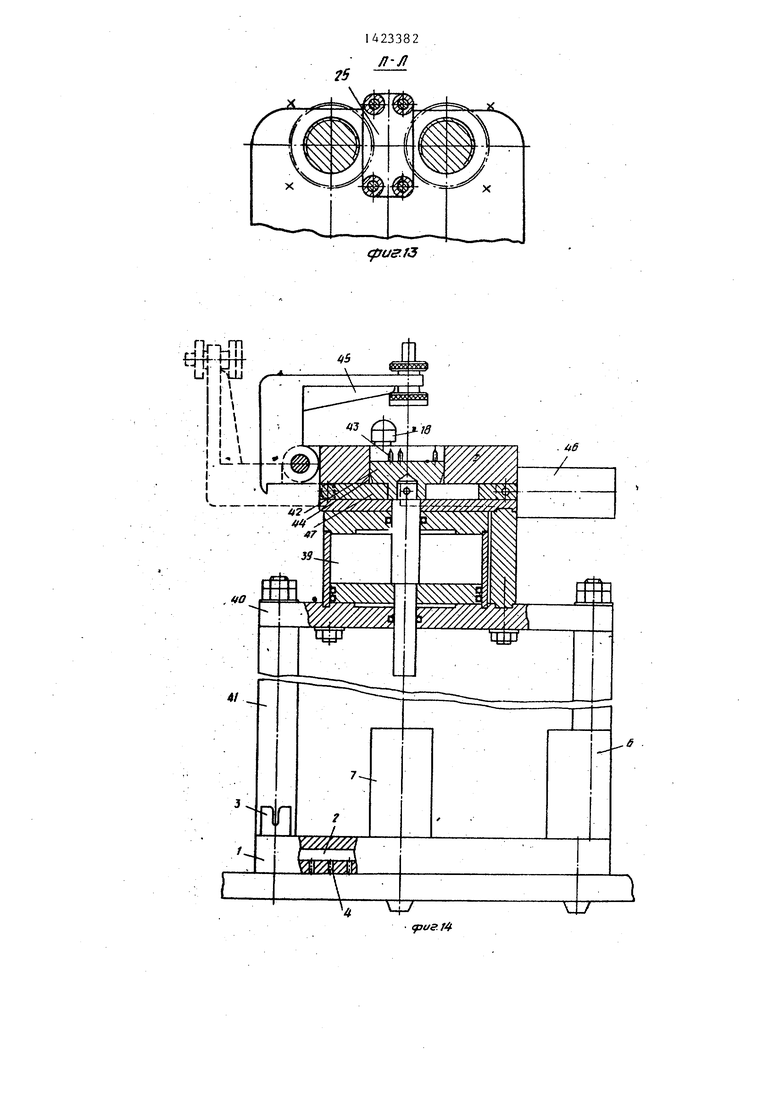
Пробивающий агрегат (фиг.14) включает базовую плиту 1 с воздушной камерой 2, имеющей входное отверстие с гайкой 3 и воздушные отверстия 4, при этом на плите смонтированы два пневмоцилиндра 6 и 7 фиксатора, а пробивающая головка состоит из пневмоцилиндра 39, смонтированного на промежуточной плите 40, укрепленной на четырех колонках.41, а на штоке пневмоцилиндра 39 имеется съемная головка 42 с иглами 43, которая входит в отверстие в опорной плите 44, имеющей прижим 45, управляемый пневмоцилиндром 46 через планку 47 с ша- pикoвьпsш подшипниками на конце.
Вращающиеся упоры 18 всех агрегатов, кроме вертикального двухшпин- дельного агрегата, укреплены на щто- ках пневмоцилиндров 19, второй конец штока которых имеет постоянный ограничитель 20 и съемные ограничи0 тели 21.
Опорные плиты всех агрегатов находятся в одном уровне и при монтаже агрегатов на монтажных плитах 5 устройства с заданньм расположением об5 разуют опорную поверхность для обрабатываемого шр1та.
Подготовка устройства к работе. В соответствии с номенклатурой ш;и- тов, подлежащих сверлению, и с уче0 том межосевых расстояний и расстояний от базовых кромок на монтажных пли- тах двух и более станков размечают и высверливают парные отверстия для установки и закрепления агрегатов: од5 но отверстие - цилиндрическое соос- ное с силовой головкой, а второе - овальное с поднутрением, служит для фиксации агрегата (фиг.2 и 9).
Для фиксации агрегата его устанав0 ливают над соответствующими отверстиями и включают пневмоцилиндр 7, шток которого с выточкой входит в овальное отверстие, затем включают пневмоцилиндр 6, шток которого входит в цис линдрическое отверстие и смещает агрегат соосно с ним, а выточка штока пневмоцилиндра 7 входит в поднутрение овального отверстия. Группы отверстий для данного щита на всех
Q станках маркируют одним индексом. Для. других щитов группы отверстий марки руют соответствующими индексами в ви де дроби: в числителе - номер щита, в знаменателе - номер типа агрегата,
5 I ,
Если для того или иного щита потребуются агрегаты только на одном станке, то на других станках устанавливают агрегаты без инструмента
Q и они создают базовые опоры для перекладки щитов манипулятором челночного типа. На агрегатах, которые необходимы для обработки данного щита, устанавливают базовые упо ры с помоg щью маркированных съемных ограничителей. В патроны силовьрс головок вставляют сверла соответствующих диаметров и длин и регулируют глубину . сверления с помощью гаек 24. РегуjiHp iiiT пяту прт1жим,-т 14 с учетом толщины обрабатываемых щитов.
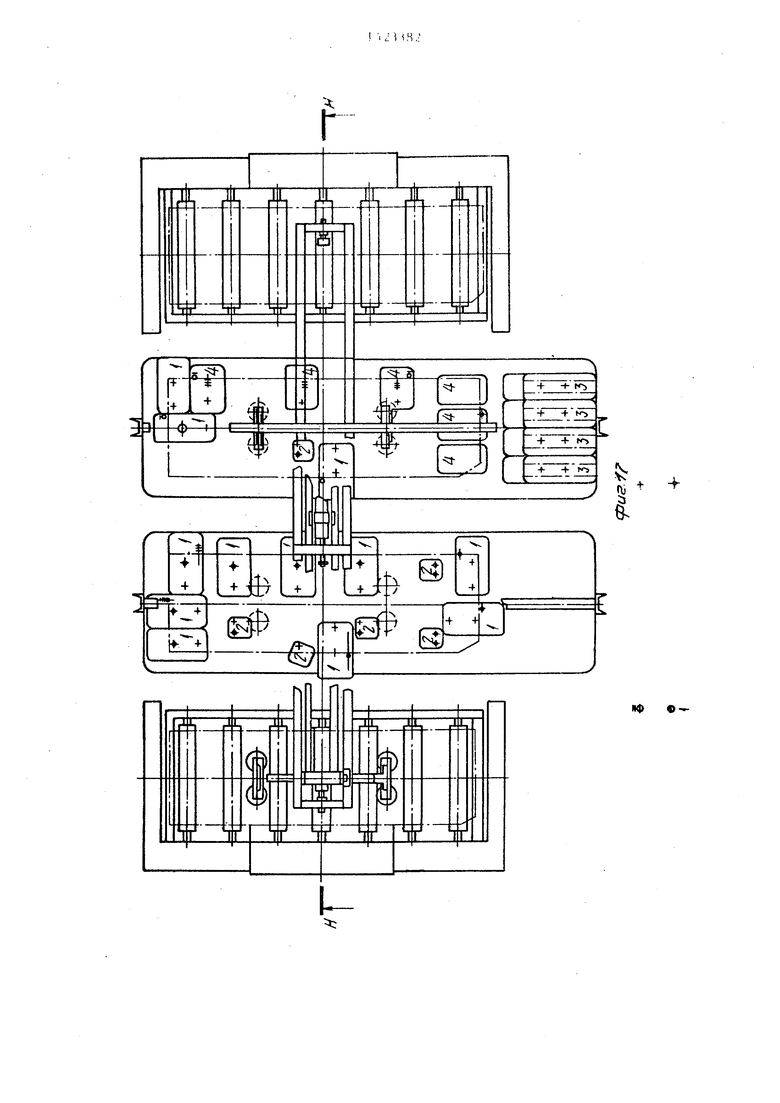
Такая наладка может быть вмполне- иа пне станка на запасных агрегатах. Тогда для обработки щита другого типоразмера переналадка будет сведена только к расстановке обрабатывающих агрегатов по определенной программе на монтажных плитах с фиксацией их в соотиетствующих отверстиях плит (фиг.17).
После монтажа агрегатов подключают все пневмоцилиндры к пневмосети, а силовые головки - соответственно к пневмо- или электросети. Разъемы как пневматически, так и электричес- |ки - быстродействующие, не требуют |инструмента для соединения и разъединения.
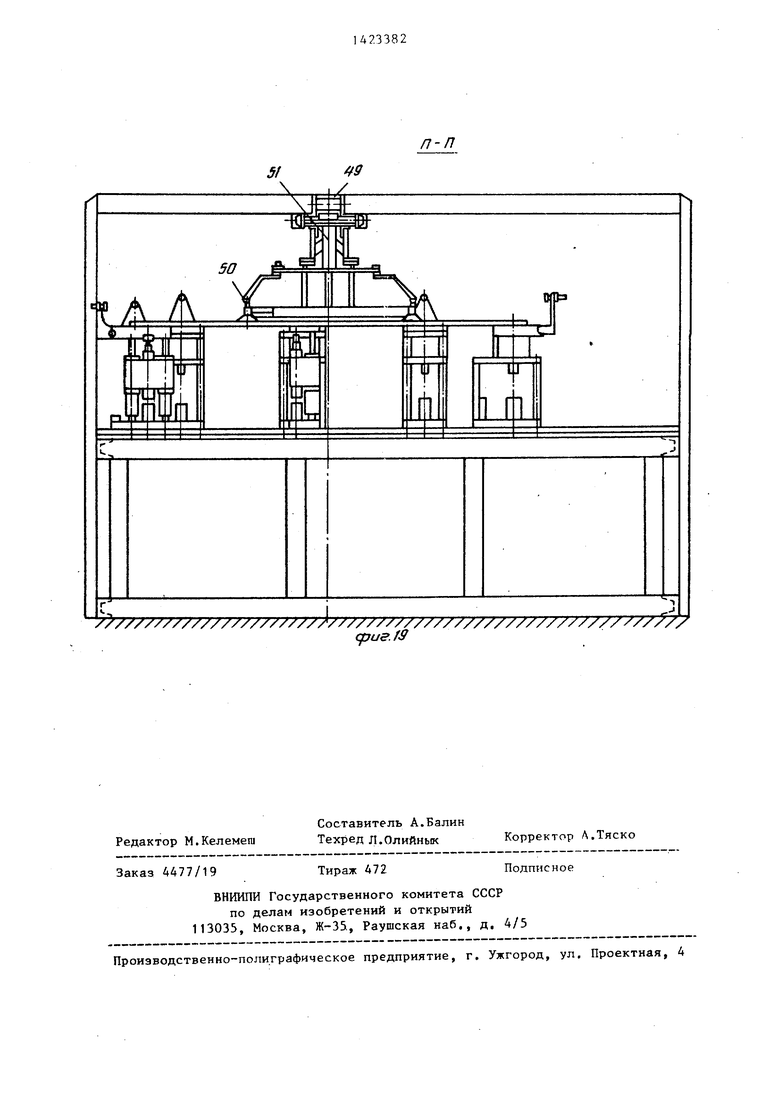
Пример компоновки агрегатов стан- |ка для обработки вертикальной стенки |шкафа приведен на фиг.17-19. Устрой- icTBo содержит подъемники А8, загру- зочно-разгрузочное. устройство с пнев |мощланговым приводом 49, вакуум-захватами 50 и пневмоцилиндрами 51. i В связи с большим количеством Iгнезд на обрабатываемом щите и дву- |мя базами по кромкам обрабатывающие агрегаты расположены на двух стан- |ках 52, 53.
Устройство работает следующим образом.
Подъемник поднимает стопу на тол- |щину одного щита по команде от фо- ;торезистора.
Пневмоцилиндры 51 манипулятора с iпомощью вакуум-захватов 50 поднимают щит и пневмошланговым приводом Д9 переносят его на первый агрегатный станок, а каретка с вакуум-захватом возвращается в исходное положение, при зтом щит закрепляется с помощью зажимных упоров 18 и прижимается к опорным плитам 13, 30, 37 и 44 агрегатов прижимами 14, 33 и 45, а затем включаются обрабатывающие и пробивающие головки и подающие пневмоцилиндры 9 и 39. Происходит сверление и пробивание гнезд. Пневмоцилиндры отводят в исходное положение об- рабатываю1дие головки, прижимы и зажимные упоры. Операции повторяются в заданном ритме. В дальнейшем пер- въш щит укладывается в стопу на роликовую платформу второго подъемника 48, второй - на BTOpoii станок, а т 1етий - со стопы первого подъемника 48 н.ч тифрми станок. 1л один ритм происходит моЛнал обработка одного щита. Если на щите имеются гнезда,
которые сверлятся от трех или чет1;1- рех баз, то число агрегатных станков увеличивается соответственно.
При больших об-ьемах работ, требующих двух и более устройств, имеется
возможность компоновать обрабатьгеаю- щие агрегаты на монтажньгх плитах разных размеров, например, д.пя деталей длиной до 1000 и 1800 мм.
Экономическая эффективность изобретения обусловлена ростом производительности за счет полной обработки щита за один проход, тогда как все известные станки требуют 2, 3 и 4 прохода для одного щита и при этом
не исключают доработку щитов на отдельных рабочих местах с помощью ручного пневмоинструмента. При наличии комплекта обрабатьшающих агрегатов и нескольких запасных ремонт
и наладка их может производиться вне устройства, что повьтиает коэффициент использования устройства и обеспечивает его бесперебойную работу. Кроме того, значительно расщиряются технологические возможности оборудования, использующего модульный принцип построения функциональных узлов. Становится возможным соз- дание модулей сверлильных головок.
35
Формула изобретения
0
5
3, Устройство по ПП.1 и 2, о т - левого пиевмоцилиндрл, на штоке ко- л-и ч а ю щ е е с я тем, что проби- торого установлерга сменная го.тгот. ка г, вающая головка }зьтолнена в виде си- иглами.
(fjus.i
фигз
cpuff.S
30
8
29
26
г-г
г-1
т
уЗ
Y//y.
У/А
У.
F S22S2222
-24 24
Ж
25
ч
/г
fpt/г.б
(flu.7
cpus.8
А-А
в 29 Г7
/ / Iу
. Ш
л
J5JJ.
cpus.fl
(puB.l2
rv-iJTi
tTlJ:tTt
U fiJJ
CpUff.fS
pue.t
/
шAf
фиг./6
w.
,А.-А.4-А
I-л.
4М
-f
Иф «
Редактор М.Келемега
Составитель А.Балин Техред Л.Олийнык
Заказ 4477/19
Тираж 472
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб,, д. 4/5
срие. /3
Корректор Л.Тяско
Подписное
| Афанасьев П.С | |||
| Деревообрабатывающие машины | |||
| Справочник | |||
| М.: Машиностроение, 1966 | |||
| Устройство для сверления щитов | 1980 |
|
SU954225A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
