1 .1
Изобретение относится к оборудованию для механизации монтажных и ремонтных работ на ленточных конвейерах и может быть использовано в угольной , горно-рудной и других отраслях промьшшенности при подготовке рез.ино тросовых конвейерных лент к стыковке методом вулканизации.
Цель изобретения - улучшение качества обработки, а таюке повышение надежности работы.
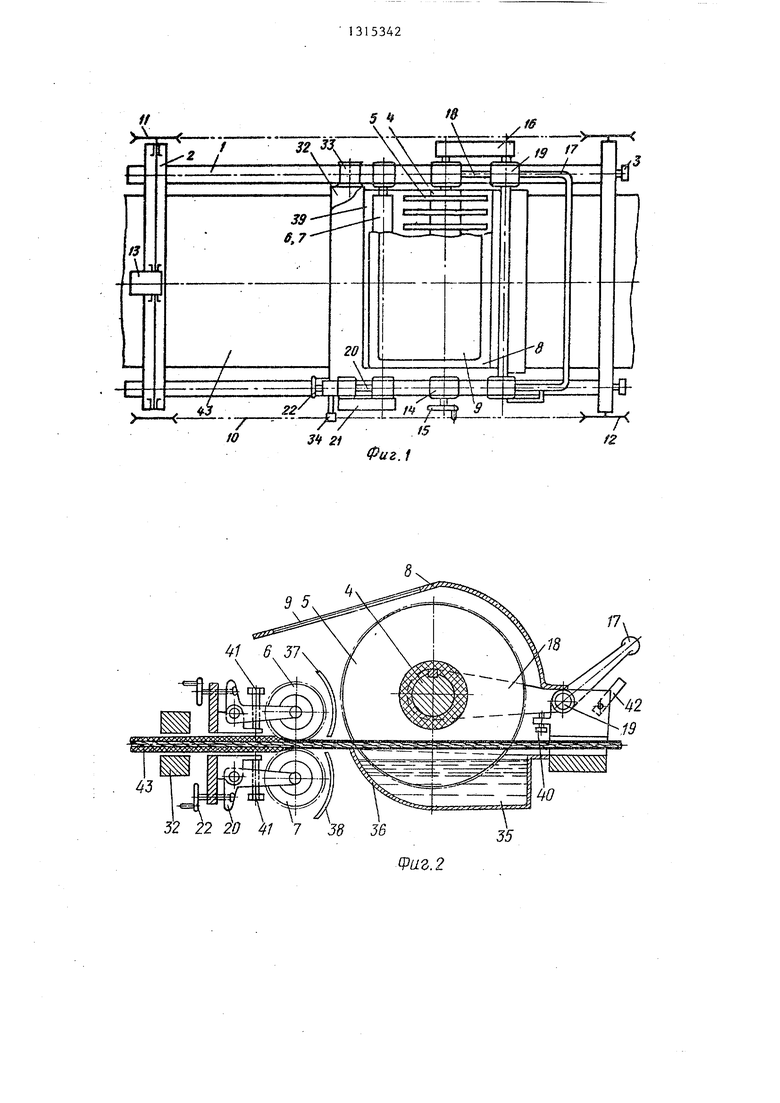
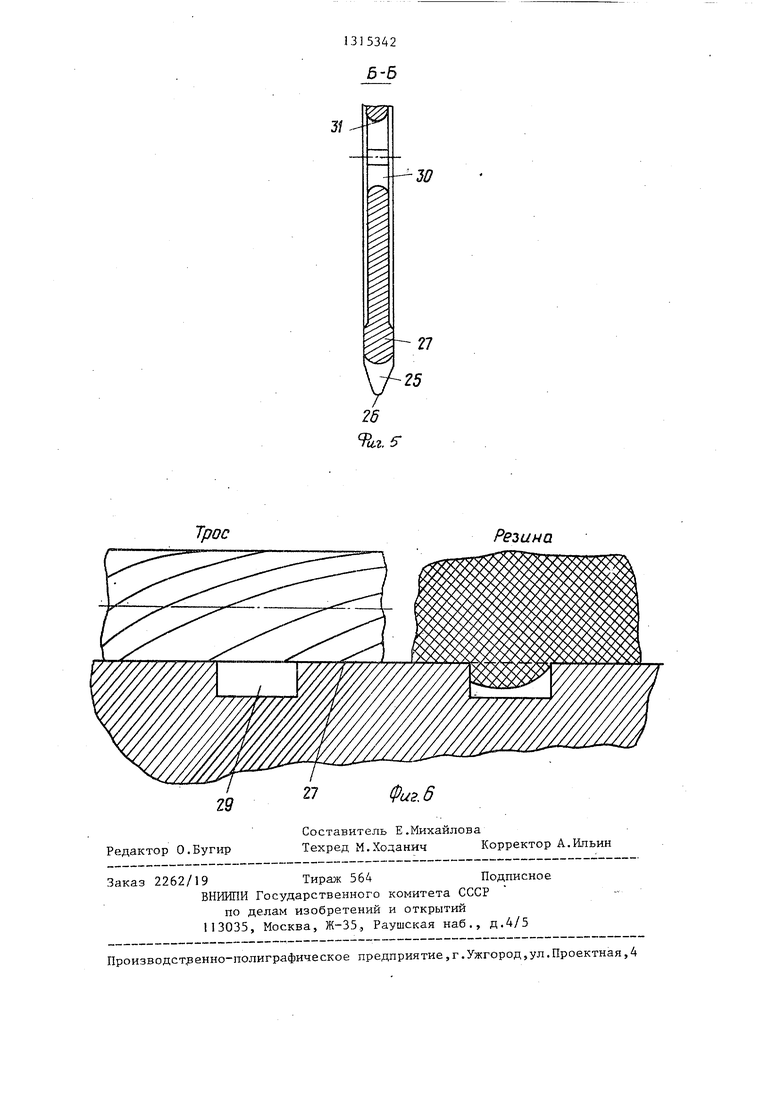
На фиг.1 изображено предлагаемое устройство, план; на фиг.2 - то же, вид сбоку; на фиг.З - вал с дисковыми ножами; на фиг.4 - вид А на фиг.З; на фиг.З - сечение Б-Б на фиг.4; на фиг.6 - схема резания рез.ины дисковой фрезой.
Устройство состоит из станины, включающей продольные 1 и поперечные 2 балки, натяжные винты 3, установленные на валу 4 дисковые ножи 5. На станине также закреплена верхняя 6 и нижняя 7 валковые фрезы, кожух 8 с окном 9, механизм прямой подачи в виде бесконечной цепи 10, огибающей звездочки 11 и 12, привод 13, механизм l4 боковой корректировки траектории резания с приводом 15.
Вал 4 с дисковыми ножами 5 имеет привод 16, который оснащен рукоятью 17, сопряженной с вилкой 18, качающейся в опорах 19.
Валковые фрезы смонтированы в вилках 20 с приводом 2 и оснащены механизмом 22 прижатия (фиг.1 и 2).
Дисковые ножи фиксируются на валу шпонкой 23 и разделены эласти -1ными шайбами 24 (фиг.З). Зубья 25 ножей имеют заострение 26 в виде клина и утолщение 27 у основания, которое образует кольцо 28 с косьми канавками 29 с режущими кромками. Стенки отверстия 30 ножа 5 в месте контакта с валом имеют закругление 31,
Все инструменты с приводами монтируются на каретке 32j которая опирается на продольные балки ходовыми роликами 33. На корпусе каретки предусмотрен поводок 34,
Снизу к каретке 32 крепится емкость 35 с охлаждающей жидкостью передняя по ходу вращения ножей 5 стенка 36 которой ориентирована по касательной к окружности дисковых ножей. Валкоаые фрезы 6 и 7 ограждены перегородками 37 и 38, прикрепленньми к поперечине каретки. В центре каретки
2-2
выполнено окно 39, сквозь которое фрезы 6 и 7 могут подводиться непосредственно к конвейерной ленте. Глубина погружения фрез з ленту ограни- чивается винтами 40 и 41, в верхнем положении вал с дисковыми фрезами удерживается фиксатором 42.
Устройство работает следующим образом.
Обрабатываемый конец резинотросо- вой ленты 43 зажимается в поперечных балках 2 и растягивается винтами 3. между продольныь-ш балками 1 , на которые каретка 32 устанавливается пос- редством ходовБгх роликов 33. На звездочки 11 и 12 одевается цепь 10 и соединяется с поводком 34 каретки. Фрезы 6 и 7 и ножи 5 отведены от ленты 43 на некоторое расстояние и закрыты кожухом 8 Со смотровым окном 9. В емкость 35 заливается о: лал :дающая лшдкость (вода). Устройство подготовлено к работе.
Для обработки конца ленты включается электропривод 21 валковых фрез 6 и 7, и механизмом 22 прижатия они подводятся к поверхности ленты. Фрезы снимают необходимый слой резины, кратковременно включается привод 13 депм 10, которая посредством поводка 34 перемещает вперед на некоторое расстояние каретку 32 вдоль ленты 43,
Перед вкопоченпем дисковых ножей 5 производят боковую корректировку их траектории, для чего верхнюю валковую фрезу 6 па мгповен е прижимают к ленте, чтобы она полностью сняла верхнюю резиновую обкладку, в результате чего оголяются тросики, за- тем приводом 15, наблюдая в окно 9, ориентируют дисковые ножи 5 между тросов и включают привод 16 вала 4, одновременно с помощью рукояти 17 опуская 18, пока дисковые ножи прорежут ленту между 1 росами и опустятся в емкость с охлаждающег-г 5кид- костью. После этого при вютюченных валковых фрезах и днско)зых ножах включа отся-привод 13 цепн 10, кото- рая поводком 34 ведет,-.каретку 32 с резами на ходовьгх роликах 33 по проольным балкам 1.
В случае, еспи дисковые ножи 5 з-за кривизнь тросов приблшкают к ним, повре-«денпя зубьями 25 проволоек тросов не происходит диски, еформируя эластичные шайбы 24, поседством кольца 28 отжимаются от тросов. Этому способствует закругление 31 кромок отверстия 30 и клинообразная форма зубьев 25.
Кромки канавок 29, которыми расширяется щель между тросами, прорезан- с ная более узкими зубьями 25, чем кольцо 28, также не подрезают проволочек троса, поскольку они в момент встре-i чи с тросами ориентированы наискось по отношению к тросам, вследствие Ш чего проволочки не могут провалиться в канавку. Следовательно, жесткий трос не захватывается кромками канавки 29, а упругая резина, вдавливаясь в канавки, срезается их кромками и f5 выносится в виде пьшеобразного продукта. В емкости 35 жидкость промьша- ет канавки, и оставшиеся в них частицы удаляются. Трос может очищаться от резины лишь в месте соприкоснове- 20 VlИя с торцовой поверхностью дискового ножа, что на-качество стыка не влияет. По характерному звуку и при наблюдении в окно 9 этот момент легКромка конца ленты 43, оставшаяся Б самом начале не обработанной, отрубается и удаляется.
Прядь обработанных тросов перед соединением лент подвергается сушке.
Предлагаемое устройство для обработки концов резинотросовых лент надежно, имеет простую конструкцию, легко может быть собрано непосредст- венно на месте эксплуатации конвейера.
При помощи предлагаемого устройства обеспечивается качественная обработка концов резинотросовых лент для их стыковки.
Формула изобретения
1. Устройство для разделки концов резинотросовых лент, содержащее станину со смонтированными на ней узлом резания для снятия обкладок ленты и установленными на валу с возможностью вращения дисковыми ножами с режущей
ко установить, и рукоятью 15 оператор25 частью для выборки резины между тро- может скорректировать движение дисковых фрез, сместив вал 4 в поперечном направлении.
Заострением 26 зубья 25 легко внедряются в резиновый слой, размещаясь 30 между тросами ленты.
Охлаждению ножей способствует емкость 35, передняя стенка 36 которой выполнена по касательной к дискам 5
сами, отличающееся тем, что, с целью улучшения качества обработки, устройство снабжено эластичными шайбами, установленными между дисковыми ножами, стенки отверстий которых в месте контакта с валом закруглены, при этом на боковых торцах дисковых ножей выполнены канавки с режущими кромками, расположенныи приближена к ним, чтобы стружка ре-35 ми в плоскости этих торцов, а режузины не вносилась в емкость. Перегородки 37 и 38 отводят в сторону измельченную резину валковыми фрезами 6 и 7.
После прохождения ножей через весь обрабатываемый участок ленты 43 выключаются приводы: сначала привод 21 валковых фрез 6 и 7 и они отводят2. Устройство по п.1, о т л и - 40 чающееся тем, что, с целью повышения надежности работы, оно снабжено емкостью с охлаждающей жидкостью для размещения в ней дисковых ножей, причем передняя по ходу врася от ленты, затем приводы 13 и 16, после чего дисковые ножи поднимают- 45 щения дисковых ножей стенка емкости ся и каретка 32 отводится в исходное расположена по касательной к их ок- положение.,ружностям.
Кромка конца ленты 43, оставшаяся Б самом начале не обработанной, отру бается и удаляется.
Прядь обработанных тросов перед соединением лент подвергается сушке.
Предлагаемое устройство для обработки концов резинотросовых лент надежно, имеет простую конструкцию, легко может быть собрано непосредст- венно на месте эксплуатации конвейера.
При помощи предлагаемого устройства обеспечивается качественная обработка концов резинотросовых лент для их стыковки.
Формула изобретения
1. Устройство для разделки концов резинотросовых лент, содержащее станину со смонтированными на ней узлом резания для снятия обкладок ленты и установленными на валу с возможность вращения дисковыми ножами с режущей
частью для выборки резины между тро-
сами, отличающееся тем, что, с целью улучшения качества обработки, устройство снабжено эластичными шайбами, установленными между дисковыми ножами, стенки отверстий которых в месте контакта с валом закруглены, при этом на боковых торцах дисковых ножей выполнены канавки с режущими кромками, расположенныщая часть дисковых ножей выполнена в виде зубьев с клинообразным- профилем .
2. Устройство по п.1, о т л и - чающееся тем, что, с целью повышения надежности работы, оно снабжено емкостью с охлаждающей жидкостью для размещения в ней дисковых ножей, причем передняя по ходу вращения дисковых ножей стенка емкости расположена по касательной к их ок- ружностям.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделки стыковРЕзиНОТРОСОВыХ КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821194A1 |
| Способ разделки концов резинотросовых конвейерных лент | 1988 |
|
SU1578024A1 |
| Устройство для разделки концов резинотросовых лент | 1984 |
|
SU1219408A1 |
| Устройство для разделки стыков резинотросовых конвейерных лент | 1985 |
|
SU1270017A1 |
| Устройство для резки полимерных материалов | 1987 |
|
SU1525004A1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНО-МОДЕЛЬНЫХ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРУДИЙ, СТОЕЧНОКОРПУСНЫХ МИКРОВИБРАЦИОННЫХ ПРИВОДОВ С ПРУЖИННОЙ ЗАЩИТОЙ И РАБОЧИХ ЧАСТЕЙ "ВИКОСТ" | 2012 |
|
RU2513714C2 |
| ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 2005 |
|
RU2283226C1 |
| СПОСОБ РАЗРЕЗАНИЯ СНАБЖЕННЫХ УСИЛИВАЮЩИМИ ПРОКЛАДКАМИ ЛЕНТ И УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ТАКИХ ЛЕНТ | 1996 |
|
RU2159177C2 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
| Устройство для резки невулканизованных резино-тканевых отходов | 1980 |
|
SU957957A1 |

Изобретение относится к оборудованию для разделки концов резинотро- совых лент перед их стыковой. Цель - улучшение качества обработки и повышение надежности работы. Для этого у дисковых ножей для выборки резины между тросами ленты режущая часть выполнена зубчатой.. Зубья имеют клинообразный профиль, что облегчает их внедрение в материал.. На торцах этих ножей выполнены канавки с режущими кромками, расположенными в плоскости этих торцов.. При работе резина вдавливается в эти канавки и дополнительно срезается. Под ножами установлена емкость с охлаждакяцей жидкостью. Передняя по ходу вращения дисковых ножей стенка емкости расположена по касательной к окружностям ножей.-Это способствует отделению стружки. Ножи имеют возможность самоустанавливаться в процессе работы относительно ленты. Это осуществляется за счет закруглений на торцах посадочных отверстий ножа и проставочных эластичных шайб между ножами, 1 з.п.ф-лы, 6 ил. с (Л 00 СП СА: 4 tsD
1l
32 22 20 41 7 38 36
35
(Риг. 2
/
ш
I
A
т
V
Фи.Ъ
дидА
- Фи. 5
3/
Ш
30
27
25
26 %г, 5
Резина
fe.
Редактор О.Бугир
Составитель Е.Михайлова
Техред М.Ходанич Корректор А.Ильин
Заказ 2262/19Тираж 564Подписное
ВНИЖШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Устройство для разделки стыковРЕзиНОТРОСОВыХ КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821194A1 |
| Солесос | 1922 |
|
SU29A1 |
