Применяемые способы электролитического хромироваиия внутренней поверхности труб ненригодны для обработки изогнутых труб большой длины.
Описываемый способ электролитнческого хромирования внутренней поверхности О-образных труб в непрерывно-циркулирующем через них электролите с помощью вводимых внутрь обрабатываемой трубы полых освинцованных анодов и пустотелый анод для выполнения способа позволяют хромировать трубы любой длины.
По предлагаемому способу покрытие наносят в несколько приемов раздельно по участкам трубы, для чего длину анодов периодически увеличивают путем присоединения к ним дополнительных звеньев, причем одно звено анода снабжают гибким наконечником, который, изгибаясь, свободно проникает при введении анода внутрь трубы в изогнутую часть последней.
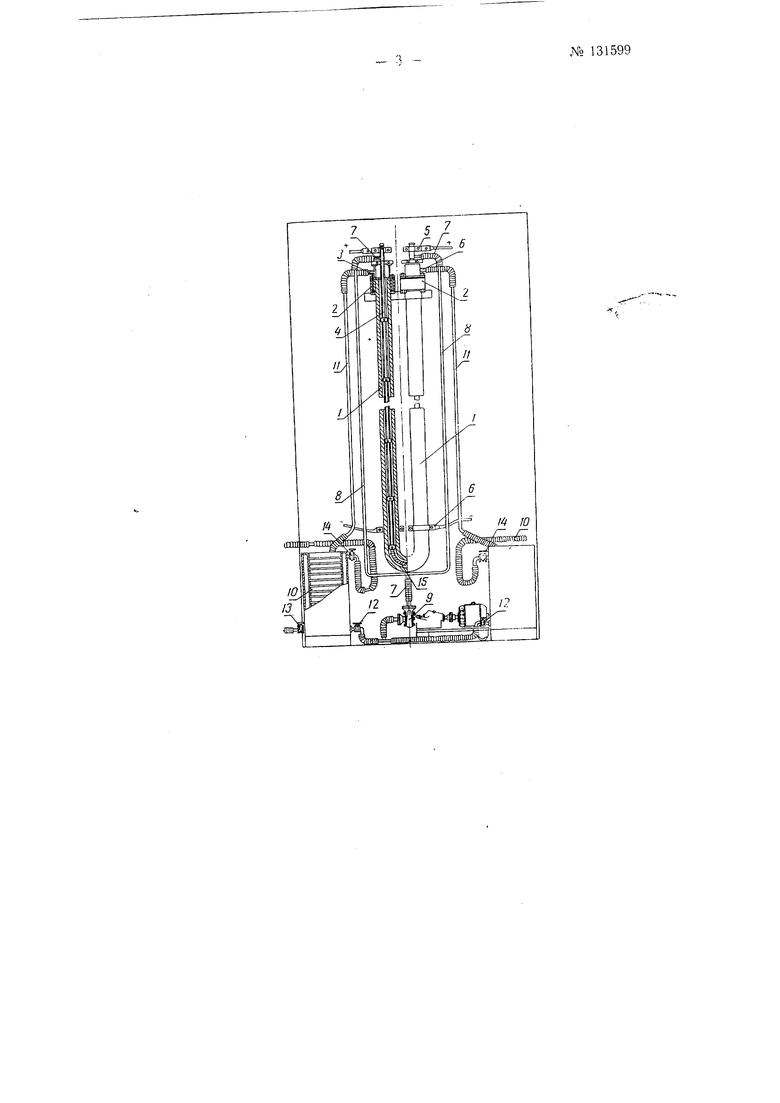
Для выполнения способа обрабатываемую (7-образную трубу 1 устанавливают вертикально, открытыми концами вверх (см. чертеж). К фланцам трубы присоединяют цилиндрическое приспособление 2 со штуцером 3 для отвода циркулирующего через трубу электролита. Внутрь обоих колен б-образной трубы вводят первое звено 4 пустотелого освинцованного анода, которое посредством хомута 5 присоединяют к источнику постоянного электрического тока. Сама обрабатываемая труба при помощи другого хомута 6 также присоединяется к противоположному полюсу того же источника тока.
Электролит поступает внутрь обрабатываемой трубы через полость анода. С этой целью последний соединяется посредством щлангов 7 и трубки 8 с центробежным насосом .9, подающим непрерывно циркулирующий электролит из ванн 10.
Подаваемый в обрабатываемую трубу электролит заполняет последнюю и под напором, создаваемым центробежным насосом, вытекает из
№ 131599- 2 -
трубы через штуцер цилиндрического приспособления 5, возвращаясь в ванны W по трубкам //. Скорость циркуляции электролита регулируется при помощи кранов 12. Ванны 10 снабжены водоохлаждаемыми рубашками, вода в которые поступает через краны 13 и отводится в канализацию через краны 14.
После окончания хромирования верхнего участка обоих колен трубы электрический ток выключают, аноды извлекают и к ним присоединяют дополнительные звенья. После этого аноды вновь вводят внутрь обрабатываемой трубы, ток включают и начинают наносить хромовое покрытие на новый участок трубы, находящийся дальше от концов трубы, чем уже покрытые участки.
Операцию наращивания анодов и электролиз повторяют несколько раз в зависимости от длины трубы. Длина участка, обрабатываемого за один прием, равна длине одного звена анода и составляет примерно 2-2,5 м.
Для возможности нанесения покрытия на внутреннюю поверхность изогнутой части трубы анод снабл ен гибким наконечником 15, который при введении анода внутрь трубы, изгибаясь, свободно проходит через изгиб трубы. Наконечник выполнен из освинцованной проволоки, витки которой, находя друг па друга, образуют пустотелую гибкую трубку, которая подводит электролит к месту нанесения хромового покрытия.
Режим электролиза применяют общепринятый. Электролит рекомендуется тетрахроматный. По окончании хромирования электролит удаляется из трубы сифонированием, после чего труба промывается водой.
Изобретение может применяться также и для нанесения слоя меди, свинца или других металлов на внутреннюю поверхность б-образных труб.
Предмет изобретения
1.Способ электролитического хромирования внутренней поверхности D-образных труб в непрерывно циркулирующем через них электролите с помощью вводимых внутрь трубы полых освинцованных анодов, отличающийся тем, что, с целью повышения качества покрытия, его наносят в несколько приемов раздельно по участкам, для чего длину введенных внутрь анодов периодически увеличивают присоединением дополнительных пзстотелых звеньев.
2.Пустотелый анод для выполнения способа по п. 1, составляемый из самостоятельных звеньев, отличающийся тем, что, с целью свободного проникновения внутрь изогнутой части обрабатываемой трубы, одно его звено снабжено гибким пустотелым наконечником, состоящим из нескольких находящих один на другой витков освинцованной проволоки.
2 «
.-
//

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электролитического хромирования внутренней поверхности труб | 1960 |
|
SU138444A1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2007 |
|
RU2352692C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2014 |
|
RU2586957C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2529602C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ДЕТАЛЕЙ В ПОЛОМ АНОДЕ | 1995 |
|
RU2080423C1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
| Устройство для нанесения гальванического металлического покрытия на внутреннюю поверхность металлической бесконечной ленты | 1986 |
|
SU1426459A3 |
| Установка для хромирования внутренних поверхностей деталей | 2020 |
|
RU2749954C1 |
| Способ хромирования роторов винтовых гидромашин | 2014 |
|
RU2622216C2 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |