to
Изобретение относится к технике рас- 11ылен1 я жидкостей центробежным способом и может быть использовано для нанесения быстрозатвердевающего клея на внутренние поверхности полых деталей цилиндрической формы, в частности на корпусы микроэлектродвигателей при их автоматической сборке в серийном и массовом производстве.
Цель изобретения - расширение технологических возможностей, повышение производительности устройства и надежности его работы.
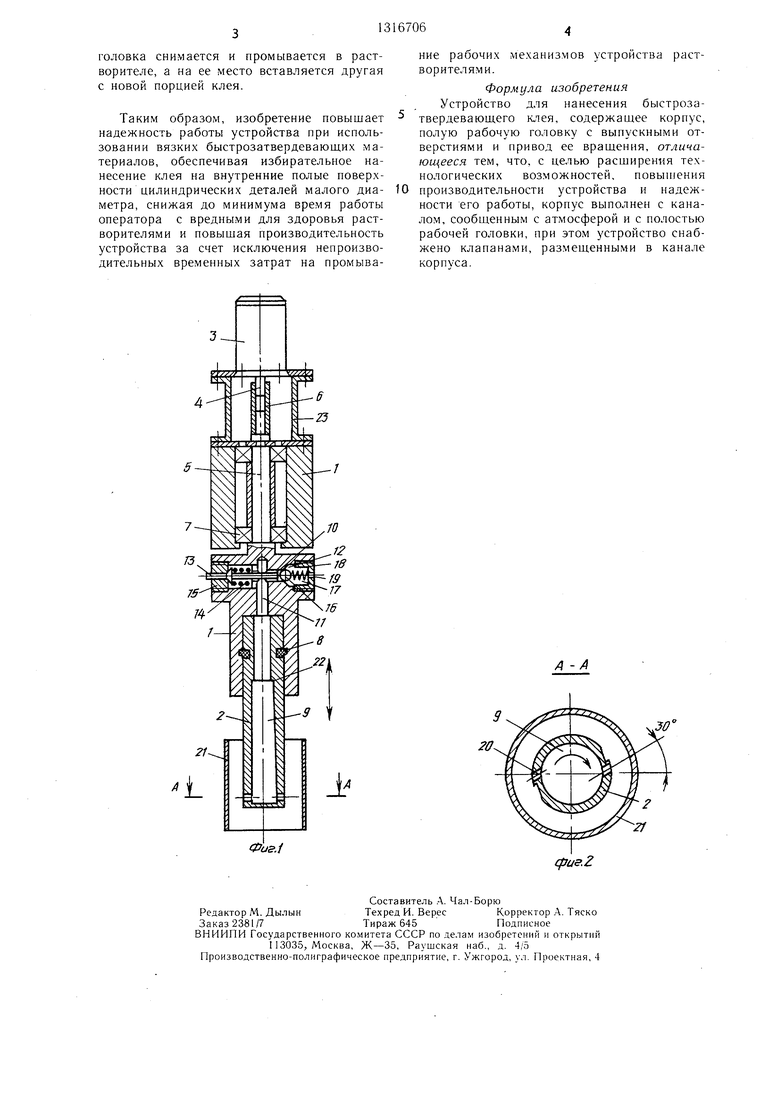
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство для нанесения быстроза- 15 твердеваюш,его клея содержит корпус 1, полую рабочую съемную головку 2, уста- 1шгзлекную в полости корпуса 1, и привод 3 враихения головки 2. Корпус 1 связан с валом 4 привода 3 вращения посредством вала 5, соединенного с муфтой 6 и установ- ленпого на подп. иппиках 7 в корпусе 1.
Головка 2 удерживается в корпусе с |1омо ц,ью резинового кольца 8. служащего одновременно и как герметичный уплотпи- тель. Внутренняя полость 9 рабочей 1 олов- ки 2 выполнена конической для облегчения отекания клея с верхних стенок вниз и соединена с отверстием 10 осевым каналом И. В корпусе также выполнен капал 12, сообщенный с атмосферой и с полостью 9 рабочей г(),;ювки 2. В канале 12 установлены клапан 13, поджатый пружиной 14 к коробке 15, и Н1ариковый клапан 16, прижимаемый к кромкам отверстия 10 пружиной 17, другой конец которой упирается в пробку
20
25
30
ловки 2 предварительно наливается клей, затем она устанавливается в полость корпуса 1 и фиксируется кольцом 8. При этом во избежание выдавливания (вЕ гтекания) клея из отверстий 20 при установке головки 2 за счет сжатия воздуха в полости корпуса 1 нажимают на выступающий стержень обратного клапана 13, который, воздействуя на шарик второго клапана 16 другим своим концом, отводит его от посадочного места и соединяет внутреннюю полость головки 9 через осевой канал И и отверстия 10 и 19 с атмосферой, позволяя воздуху, вытесняемому головкой 2, свободно выходить.
После установки рабочей головки 2 воздействие на клапан 13 прекращают и он совместно с шариковым клапаном 16 отсекает внутреннюю полость 9 головки 2 от атмосферы. Клей в этот момент не вытекает из отверстий 20, так как их диаметр подобран так, чтобы при данной вязкости при отсутствии вращения клей не вытекал. После этого рабочая головка 2 ускоренно опускается вертикально вниз с помощью привода возвратно-поступательного перемеп1е- ния (не п оказан) и вводится в деталь 21, на среднюю часть внутренней цилиндрической поверхности которой (по высоте) необходимо нанести клей. Расстояние, на которое опускается головка 2, контролируется датчиком (не показан). После ввода головки 2 в деталь 21 включается привод 4, который начинает врапд.ать головку 2, при этом продолжается замедленное опускание головки 2 (переходом на другой режим работы привода возвратно-поступатель18 с отверстием 19, связанным с атмосфе- с- ного перемещения) рой. В нижней части головки выполнено два отверстия 20 для выхода распыляемого клея, расположенных под углом 30 для облегчения выхода клея под действием центробежных сил и имеющих диаметр- 1 мм. Диаметр отверстий 20 подбирается так, 40 отверстия 20 и ложится на внутреннюю циПод действием центробежных сил шарик клапана 16 открывается, соединяя внутреннюю полость головки 9 с атмосферой. а клей выбрасывается из головки 2 через
чтобы при данной вязкости клея и отсутствии врап1ения головки 2 клей на вытекал из отверстий 20.
Головка 2 установлена с возможностью возвратно-поступательного перемещения, например, с помощью пневмопривода, электропривода (не показаны) с разными режимами работы для ускоренного и замедленного опускания 1 оловки в деталь 21, на
45
линдрическую поверхность детали 21. После того, как необходимая часть внутренней цилиндрической поверхности детали будет покрыта эпоксидным клеем (расстояние, на которое опускается вертикально вниз головка, также контролируется датчико.м, который выдает сигналы на исполнительные механизмы), привод вращения 4 отключается, головка 2 останавливается и выводится из детали 20. Так как клапаны
внутреннюю поверхность которой наносит- Q 13 и 16 снова закрывают соединение внут- ренней полости 9 головки 2 с ат.мосферой,
исключается попадание клея на поверхность
детали 21.
ся клеи.
Внутренняя полость 9 головки 2 имеет в верхней части Г-образные выступы 22 для того, чтобы клей под действием центробежных сил в процессе работы не вытекал в осевой канал 11. Привод 3 вращения укреплен на корпусе 1 при помощи стойки 23. Устройство работает следующим образом. Во внутреннюю полость 9 рабочей гоПорции клея, залитого в полость 9 го- 55 ловки 2, обычно хватает на покрытие клеем 60-75 корпусов микроэ.тектродвигате- лей (время нанесения .на один корпус 15 с). После использования данной порции клея
o
5
0
5
0
ловки 2 предварительно наливается клей, затем она устанавливается в полость корпуса 1 и фиксируется кольцом 8. При этом во избежание выдавливания (вЕ гтекания) клея из отверстий 20 при установке головки 2 за счет сжатия воздуха в полости корпуса 1 нажимают на выступающий стержень обратного клапана 13, который, воздействуя на шарик второго клапана 16 другим своим концом, отводит его от посадочного места и соединяет внутреннюю полость головки 9 через осевой канал И и отверстия 10 и 19 с атмосферой, позволяя воздуху, вытесняемому головкой 2, свободно выходить.
После установки рабочей головки 2 воздействие на клапан 13 прекращают и он совместно с шариковым клапаном 16 отсекает внутреннюю полость 9 головки 2 от атмосферы. Клей в этот момент не вытекает из отверстий 20, так как их диаметр подобран так, чтобы при данной вязкости при отсутствии вращения клей не вытекал. После этого рабочая головка 2 ускоренно опускается вертикально вниз с помощью привода возвратно-поступательного перемеп1е- ния (не п оказан) и вводится в деталь 21, на среднюю часть внутренней цилиндрической поверхности которой (по высоте) необходимо нанести клей. Расстояние, на которое опускается головка 2, контролируется датчиком (не показан). После ввода головки 2 в деталь 21 включается привод 4, который начинает врапд.ать головку 2, при этом продолжается замедленное опускание головки 2 (переходом на другой режим работы привода возвратно-поступательного перемещения) отверстия 20 и ложится на внутреннюю циПод действием центробежных сил шарик клапана 16 открывается, соединяя внутреннюю полость головки 9 с атмосферой. а клей выбрасывается из головки 2 через
ного перемещения) отверстия 20 и ложится на внутреннюю ци
линдрическую поверхность детали 21. После того, как необходимая часть внутренней цилиндрической поверхности детали будет покрыта эпоксидным клеем (расстояние, на которое опускается вертикально вниз головка, также контролируется датчико.м, который выдает сигналы на исполнительные механизмы), привод вращения 4 отключается, головка 2 останавливается и выводится из детали 20. Так как клапаны
Порции клея, залитого в полость 9 го- ловки 2, обычно хватает на покрытие клеем 60-75 корпусов микроэ.тектродвигате- лей (время нанесения .на один корпус 15 с). После использования данной порции клея
головка снимается и промывается в растворителе, а на ее место вставляется другая с новой порцией клея.
Таким образом, изобретение повышает надежность работы устройства при использовании вязких быстрозатвердевающих материалов, обеспечивая избирательное нанесение клея на внутренние полые поверхности цилиндрических деталей малого диаметра, снижая до минимума время работы оператора с вредными для здоровья растворителями и повышая производительность устройства за счет исключения непроизводительных временных затрат на промывание рабочих механизмов устройства растворителями.
Формула изобретения Устройство для нанесения быстрозатвердевающего , содержащее корпус, полую рабочую головку с выпускными отверстиями и привод ее вращения, отличающееся тем, что, с целью расширения технологических возможностей, повьпнения
производительности устройства и надежности его работы, корпус выполнен с каналом, сообщенным с атмосферой и с полостью рабочей головки, при этом устройство снабжено клапанами, размешенными в канале корпуса.
ГЗ
Фи5.1
А -А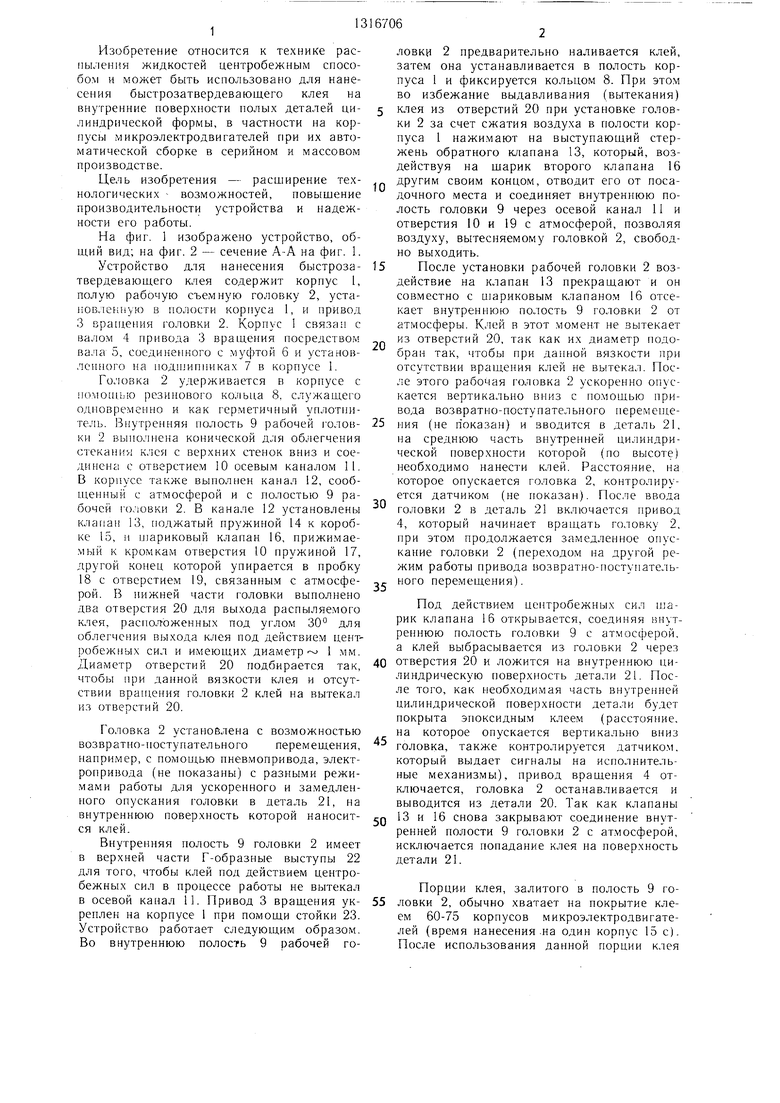
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕОБРАЗОВАНИЯ ТЕПЛОВОЙ ЭНЕРГИИ В МЕХАНИЧЕСКУЮ И ДВИГАТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2550288C2 |
| Устройство для нанесения покрытий | 1977 |
|
SU729276A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Клеенамазывающая головка | 1972 |
|
SU465177A1 |
| Устройство для нанесения клея | 1976 |
|
SU610570A1 |
| УСТАНОВКА С ЗАПОРНЫМИ КЛАПАНАМИ ДЛЯ НАНЕСЕНИЯ ЖИДКИХ ХИМИЧЕСКИ РЕАГИРУЮЩИХ ДВУХКОМПОНЕНТНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152266C1 |
| Устройство для сборки и затяжки резьбовых соединений | 1984 |
|
SU1269984A1 |
| ФОРСУНКА ДЛЯ НАНЕСЕНИЯ КЛЕЯ ИЛИ ИНОЙ ЖИДКОСТИ НА ПОВЕРХНОСТЬ ОБЪЕКТА | 2009 |
|
RU2417847C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 1999 |
|
RU2166379C2 |
| Устройство для нанесения клея на зубчатые соединения деталей из древесины | 1988 |
|
SU1535730A1 |
Изобретение относится к те.хнике распыления жидкостей центробежным способом и может быть использовано для нанесения быстрозатвердевающего клея на внутренние поверхности полых деталей цилиндрической формы. Цель - расширение технологических возможностей, повышение производительности устройства и надежности его работы. Для этого корпус устройства для нанесения быстрозатвер- деваюпдего клея выполнен с осевым каналом, сообщенным с атмосферой и с полостью рабочей головки, имеющей выпускные отверстия и привод ее вращения. Устройство тйкже снабжено клапанами, размещенными в канале корпуса. Съемность рабочей головки позволяет исключить попадание быстрозатвердевающего клея на рабочие поверхности устройства, обеспечивая тем самым его бесперебойную надежную работу, снижая до минимума время работы оператора с вредными для здоровья сильнодействующими растворителями. А соединение внутренней полости рабочей головки с атмосферой посредством клапанов позволяет исключить попадание клея на поверхность детали при установке головки в корпус устройства и при остановке привода вращения в конце рабочего цикла, а также обеспечить выбрасывание клея из отверстий рабочей головки при включении привода вращения, повышая тем самым надежность работы устройства при использовании вязки.х быстрозатвердевающих материалов. 2 ил. с (Л со О5 
Составитель .Л. Чал-Борю
Редактор М. ДылынТехред И. ВересКорректор А. Тяско
Заказ 2381/7Тираж 645Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Центробежный распылитель жидкости | 1981 |
|
SU1005936A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
