113
Изобретение относится к сварке, а именно к устройствам для сборки и сварки изделий коробчатого сечения из профильного проката, напримерj кз швеллеров или двутавров, в которых необходимо сваривать горизонтальные швы на вертикальной плоскости.
Цель изобретения - обеспечение автоматической настройки сварочньпс горелок на стык при установке симметричных деталей разных типоразмеров,
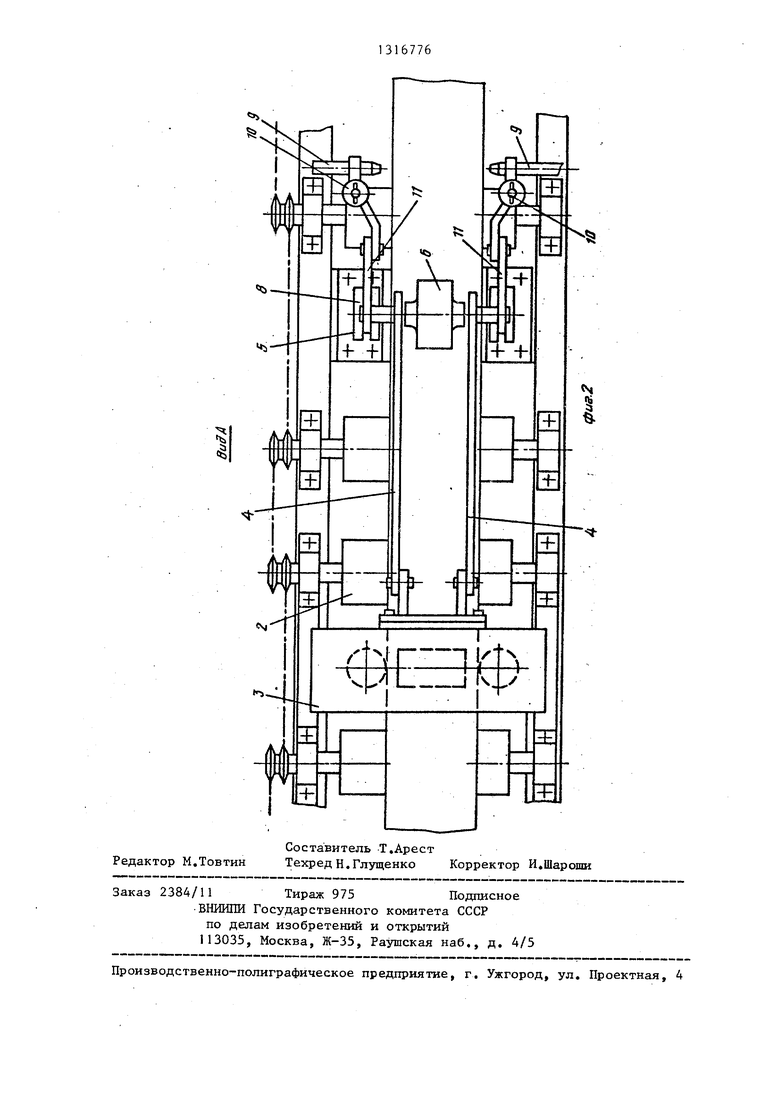
На фиг,1 представлено устройство, общий вид на фиг,2 - вид А на фиг,1 Устройство содержит раму 1, на которой смонтированы приводные ролиюи: 2, блоки 3 формирующих роликов, рычаг 4 с установленным на оси 5 обкатывающим роликом 6 и крон1цтейн 7, размещенный под обкатывающим роликом 6,
На блоке 3 формирующих роликов расположен упор 8 для поддержки рычага 4„ Рычаг 4 должен быть достаточно длинномерным (не менее 2м), чтобы траектория перемещения оси 5 была приближена к прямой.
Симметрично относительно продольной, плоскости устройства расцоложе:ны сварочные горелки 9 с механизмами 10 их корректировки посредством одной пары шатунов 11 соединены с осью 5 обкатьшающего ролика 6, а посредст- вом двух пар шатунов 12 и 3 - с кронштейном 7, При этом все шатуны 11, 12 И-13 имеют одинаковую длину, а два шатуна 12 и 13 образуют с механизмом 10 корректировки и кронштейном 7 параллелограмм.
Ось 14 соединения шатуна 12 с кронштейном 7 расположена перпе щикулярно продольной плоскости симметрии устройства на расстоянии R, равном радиусу обкатывающего ролика 6 от рабочей плоскости приводных роликов 2,
Снабжение устройства тремя парами шатунов необходимое для автоматической настройки сварочной горелки на линию стыка при изменении размеров изделия. При меньшем количестве пар шатунов горелка будет смещаться с линии стыка и автоматической настройки сварочной горелки не произойдет,
Устройство работает следующим образом.
Установленные одна на другую заготовки, например швеллера, подают по
62
приводным роликам 2 в блок 3 роликов, формирующих изделие (балку коробчатого сечения) из заготовок.
При дальнейшем передвижении верхняя стенка изделия поднимает обкаты- ваю1ций ролик 6 и соответственно рычаг 4 с осью 5, При этом ось 5 воздействует на пару шатунов 11, которая в свою очередь через механизмы 10 корректировки поднимает пары шатунов 12 и 13. При этом сварочные горелки 9 занимают положение по линии стыка заготовок и начинается процесс сварки,
Использование изобретения позволяет осуществить автоматическую установку сварочных горелок на стык при переходе со сварки одного типоразмера изделий на другой, что позволяет
повысить производительность.
Формула изобретения
Устройство для сборки и сварки
изделий коробчатого сечения, содержащее раму с размещенными на ней приводными роликгами, блоками формирующих роликов и рычагом с установленным на оси обкатывающим роликом, а
также сварочные горелки с механизмом их корректировки, расположенные симметрично относительно продольной оси устройства, отличающее- с я тем, что,, с целью обеспечения
автоматической настройки сварочных горелок на стык при изменении типоразмеров изделий, оно снабжено тремя парами равнов шиких шатунов и кронштейном, установленным на раме напротив обкатываюв его ролика, все пары шатунов одним концом шарнирно соединены с механизмом корректировки, другим концом одна из пар соединена с осью обкатывающего ролика, а остальные пары - с кронштейном, образуя шарнирный параллелограмм, при этом оси соединеш-1й пар шатунов с обкатывающим роликом и с кронштейном расположены в плоскости, перпендикуляр-
ной продольной оси устройства,и параллельны между собой, ось соединения с кронштейном пары шатунов,ближайшей к оси обкатывающего ролика, расположена на расстоянии радиуса последнего
от рабочей плоскости приводных роликов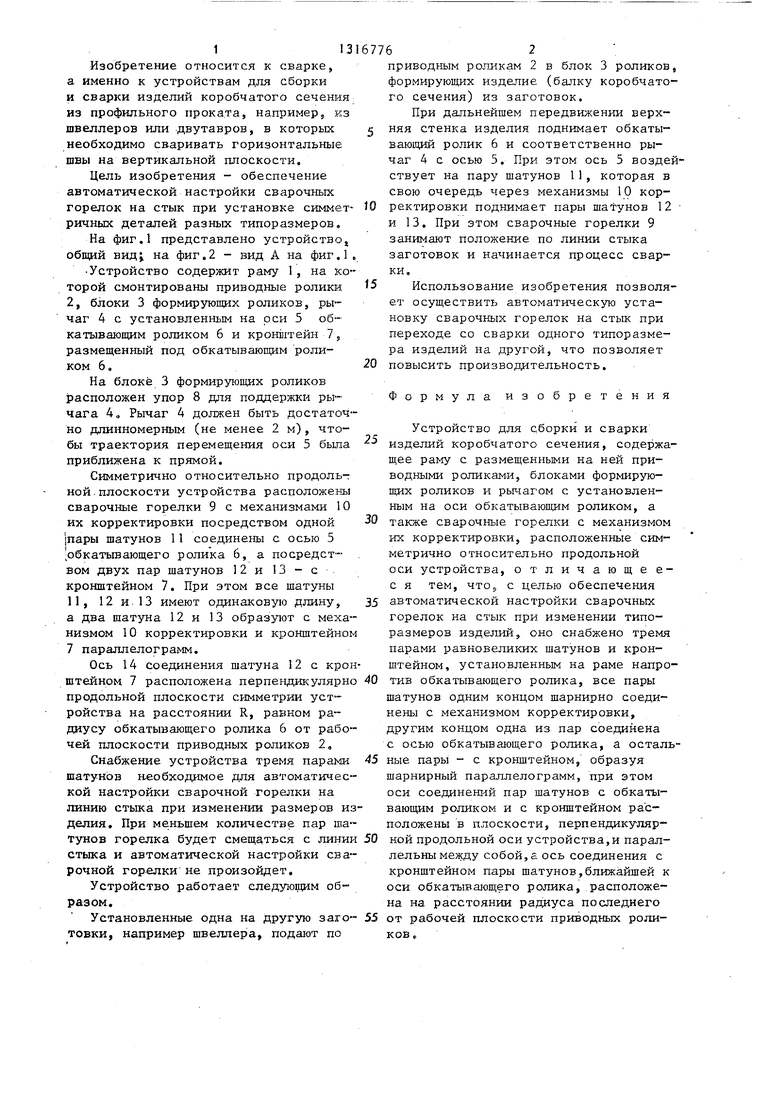
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| Установка для автоматической сварки | 1989 |
|
SU1687414A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Установка для сборки и сварки изделий коробчатого сечения | 1991 |
|
SU1816617A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
Изобретение относится к сварке и может быть использовано для сборки и сварки коробчатых балок из двух симметричных элементов. Целью изобретения является повышение производительности путем обеспечения автомати ческого наведения электрода сварочной горелки на стык. Узел наведения сварочной горелки (СГ) на стык изделия содержит три пары шатунов (Ш) 11, 12, 13, соединенных с кронштейном механизма корректировки 10 СГ. Нижние Ш образуют шарнирный параллелограмм к обеспечивают поступательное перемещение СГ, а при помощи верхних Ш и рычага 4 с роликом 6, опирающимся на изделие, СГ удерживается напротив стыка. 2 ил. §. (Л 9 . Фив.1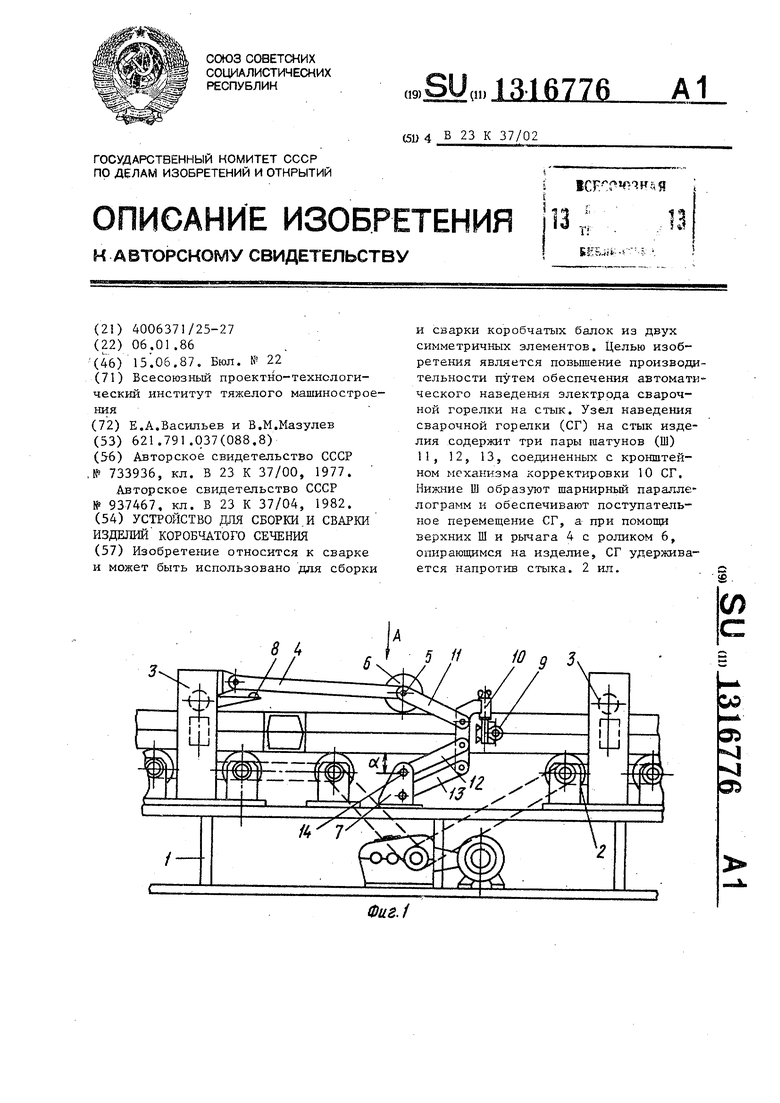
| Авторское свидетельство СССР ,№ 733936, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения полимерного эмульгатора-инициатора | 1980 |
|
SU937467A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
