Изобретение относится к сварке, а именно к устройствам для сборки и сварки балок коробчатого сечения из двух длинномерных швеллеров и может быть использовано в строительстве, машиностроении, судостроении.
Целью изобретения является повышение производительности установки и качества стыкового соединения с заданным зазором двух длинномерных элементов,
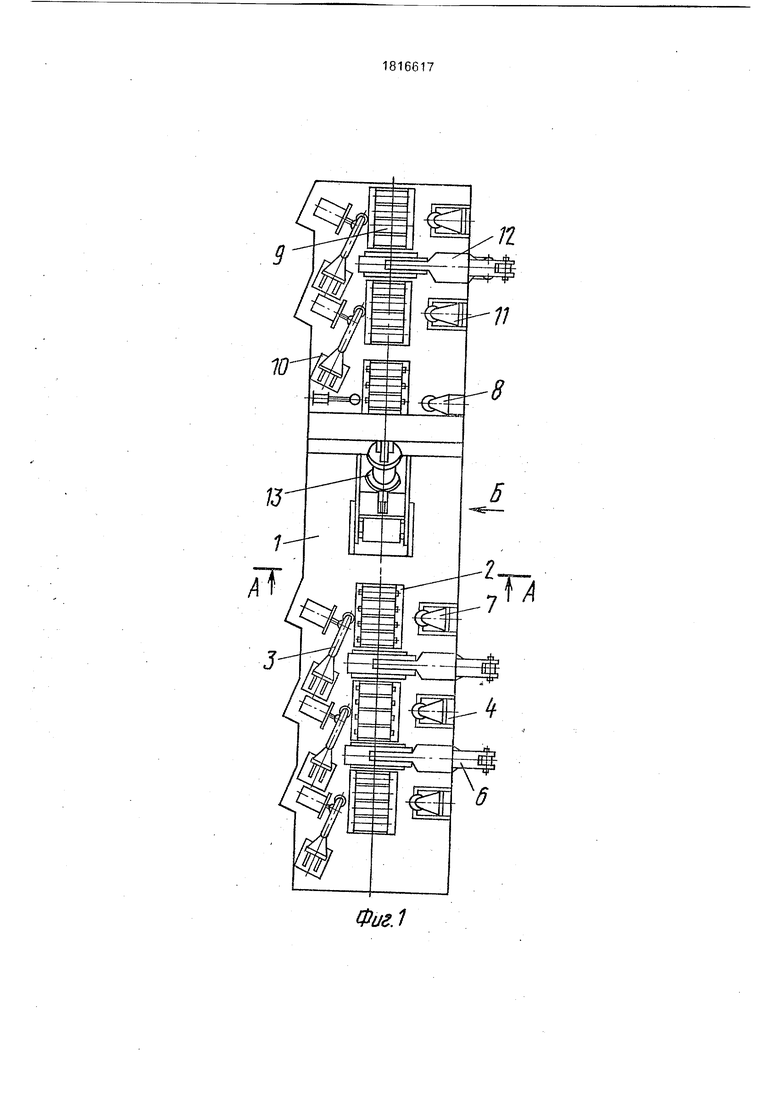
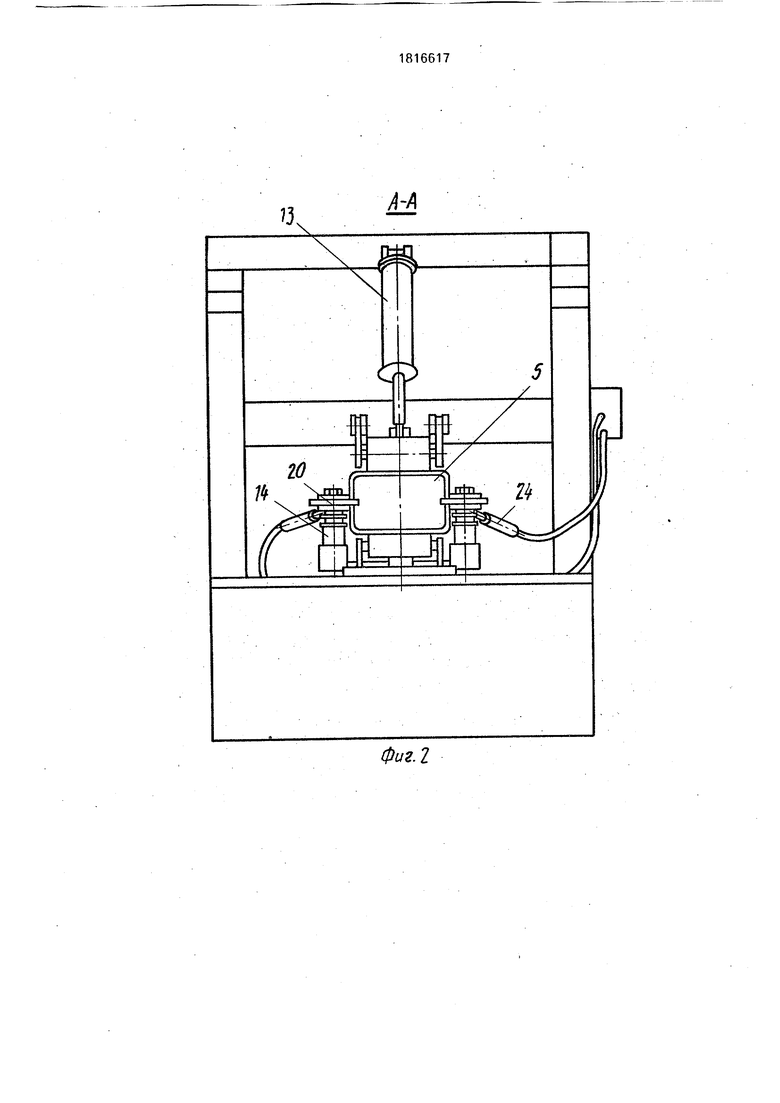
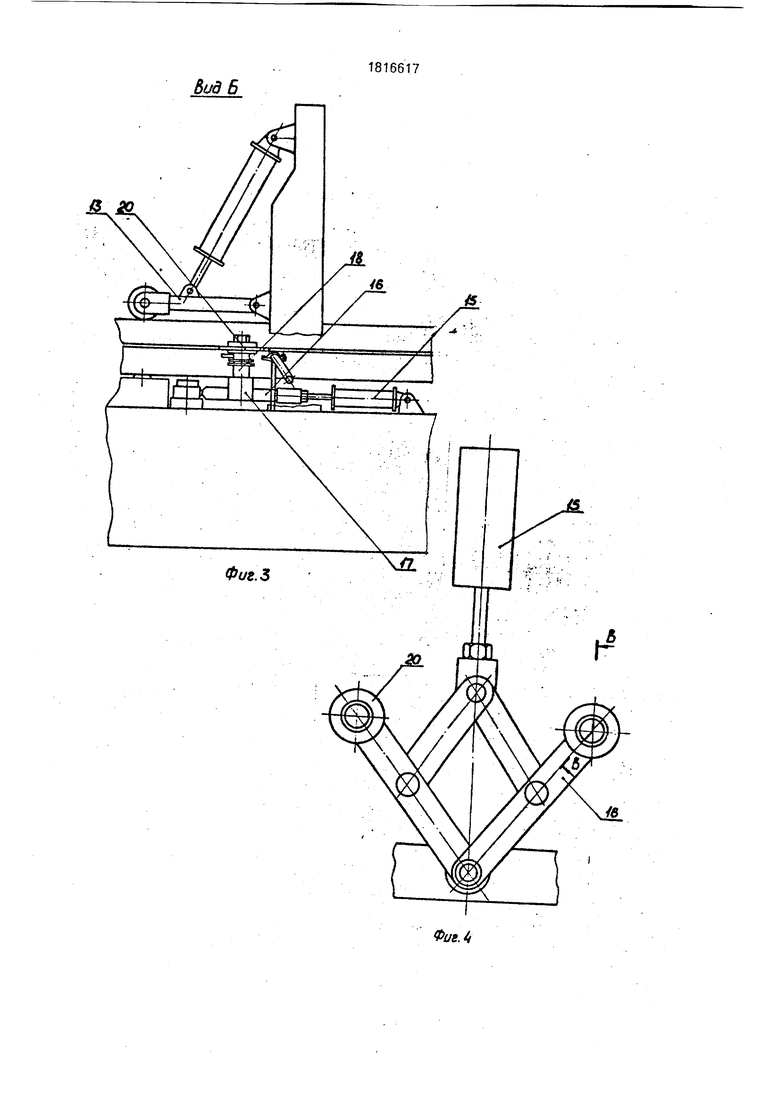
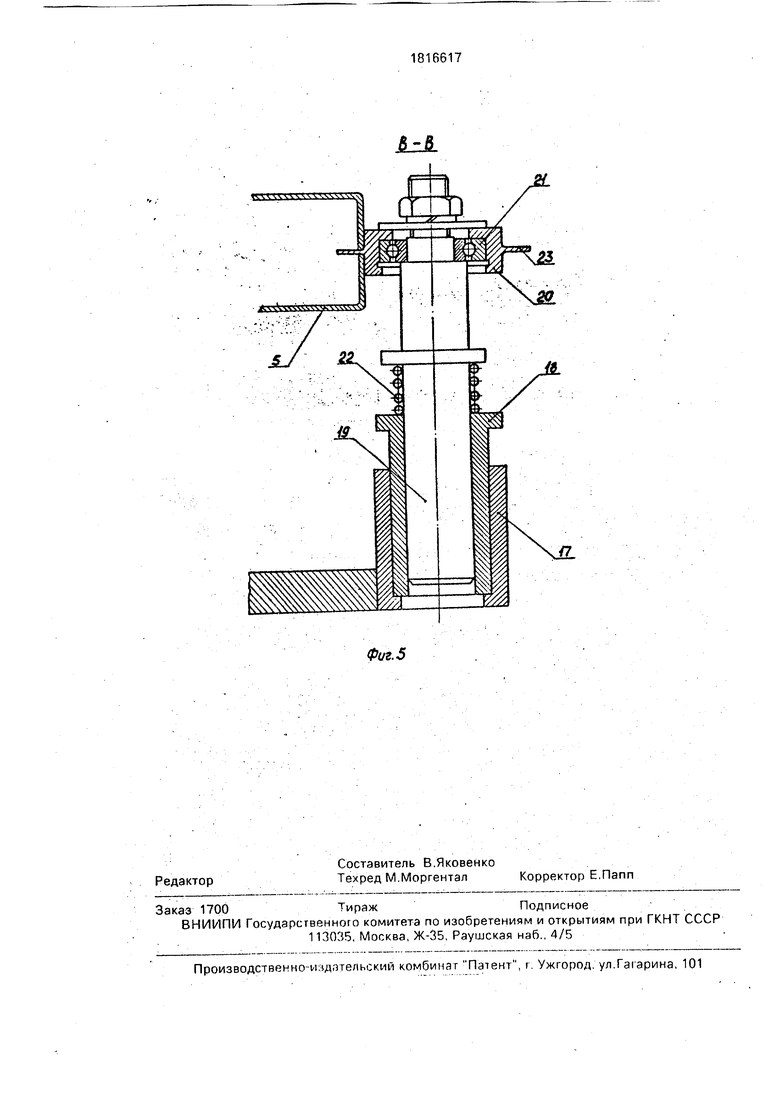
На фиг. 1 изображен общий вид установки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1: на фиг. 4 - устройство для совмещения свариваемых кромок встык с заданным зазором; на фиг, 5 - разрез В-В на фиг. 4.
Установка для сборки и сварки балок коробчатого сечения содержит смонтированные на основании 1 устройства для предварительной сборки изделия, а именно центральную роликовую опору 2, боковые роликовые пневмоприжимы Зс вертикально расположенными роликами, роликовые упоры 4 с вертикальными роликами и выполненные с возможностью регулирования их на разные типоразмеры изготавливаемых балок 5, вертикальные роликовые пневмоприжимы 6, приводную роликовую опору 7, привод-: ной ролик 8, центральную приемную опору 9, боковые приемные пневмоприжимы 10, роликовые упоры 11, вертикальный приемный пневмоприжим 12.
Вертикальный роликовый пневмоприжим 13 и механизм 14 для расположения- швеллеров с зазором перед сваркой расположены вдоль продольной оси установки. Устройство 14 включает в себя пневмоци- линдр 15, шарнирно-рычажную систему 16, стакан 17, направляющие втулки 18, в которых крепятся оси 19. На оси 19 посажены
00
CN О
XI
ролики 20 с подшипниками 21. Оси 19 подпружинены при помощи пружин 22 в вертикальном направлении. Ролики 20 кинематически соединены с шарнирно-рычажной системой 16с возможностью перемещения в горизонтальном направлении в сторону собираемой балки.
Рабочая поверхность роликов 20 в средней частйЧгмеет кольцевой выступ 23, расположенный на уровне свариваемых кромок и имеющий толщину, равную величине заданного зазора между ними. Рабочая поверхность роликов 20 строго перпендикулярна плоскости выступа, что обеспечивает в процессе прижатия точное совмещение свариваемых кромок встык с заданным зазором. За роликами 20 с двух сторон собираемой балки 5, по высоте - на уровне выступов 23, размещены сварочные горелки 24 механизма сварки.
Установка работает следующим образом. Гнутый швеллер устанавливают на роликовую опору 2. Ролики 20 подводятся к кромкам швеллера. На кольцевой выступ 23 устанавливают второй швеллер. Включают пневмоцилиндр 15 и при помощи шарнирно-рычажной системы 16 рабочие поверхности роликов 20 зажимают швеллеры, совмещая свариваемые кромки встык с заданным зазором, поскольку выступы 23 находятся между свариваемыми кромками. Одновременно с пневмоцилиндром .15 включают боковые и вертикальные роликовые пневмоприжим.ы 3, 6 и 13. Балка коробчатого сечения собрана и готова к сварке, Включают приводную роликовую опору 7 и собранная балка со сварочной скоростью подается к сварочным горелкам 24, которыми производится сварка. Непосредственно в зоне сварки фиксация свариваемых кромок осуществляется за счет роликов 20 и вертикального роликового пневмоприжима 13,
Преимущества предлагаемой установки перед прототипом заключаются в том, что она позволяет собирать и сваривать стыковые, а не нахлесточные соединения, получать сварные швы необходимой формы.
Все это обеспечивает повышение производительности процесса и качества соединений. Кроме того, установка позволяет снизить энергозатраты, поскольку энергия сварочной дуги расходуется на плавление электродного металла, а не на расплавление основного.
Формула изобретения Установка для сборки и сварки изделий
коробчатого сечения из длинномерных элементов, содержащая основание, устройства для предварительной сборки изделия, силовые элементы для взаимного прижатия заготовок и устройство для сварки, о т л и ч аю щ а я с я тем, что, с целью повышения производительности и качества стыкового соединения при сварке двух длинномерных швеллеров с заданным зазором, установка снабжена механизмом для расположения
швеллеров с зазором перед сваркой, выполненным в виде стоек, расположенных по обе стороны от продольной оси установки, подпружиненных в направлении, перпендикулярном к основанию установки и оснащенных
роликами с кольцевым выступом для разме1 щения между торцами швеллеров, и шарнирно-рычажной системы с приводом для синхронного перемещения стоек.
Фиг.1
фиг. 2
JLJL
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРОБЧАТЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА МЕТРО | 2008 |
|
RU2385244C1 |
| Поточная линия для сборки и сварки балок из длинномерных профилей | 1987 |
|
SU1433735A1 |
| Конструкция сварного соединения балок | 1978 |
|
SU863224A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Стенд для сборки и сварки изделий коробчатого сечения | 1976 |
|
SU624754A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Способ изготовления корпуса транспортного средства паромно-мостовой машины | 1989 |
|
SU1733548A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
Использование: при сборке и сварке балок коробчатого сечения из двух длинномерных швеллеров. Сущность изобретения: установка для сборки и сварки балок коробчатого сечения из двух длинномерных швеллеров оснащена механизмом обеспечения необходимого зазора между свариваемыми кромками. Для этого две стойки 19, расположенные по обе стороны от свариваемой балки 5, снабжены роликами 20с кольцевым выступом 23, высота которого равна величине зазора, стойки 19 подпружинены в направлении, перпендикулярном плоскости стыков,кинематически связаны между собой и с приводом их синхронного перемещения в плоскости стыков с возможностью прижатия к изделию. 5 ил.
| Гитлевич А | |||
| Д | |||
| и др | |||
| Механизация и автоматизация сварочного производства | |||
| - М.: Машиностроение, 1972, с, 249-250, рис | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
