Изобретение относится к сварочному оборудованию, а именно к устройствам для настройки сварочной горелки на стык при выполнении торцовых швов неповоротных труб, преимущественно горизонтально расположенных. Изобретение может найти применение для выполнения сварки в стесненных условиях при монтаже или ремонте объектов энергетической или химической промышленности.
Целью изобретения является улучшение качества сварного соединения путем корректировки положения сварочной горелки поперек стыка в зависимости от положения сварочной ванны при перемещении ее по стыку.
На чертеже приведена кинематическая схема предлагаемого устройства для настройки сварочной горелки на стык.
Устройство содержит размещенную в цилиндрическом корпусе 1 каретку 2, установленную в направляющих 3, закрепленных в корпусе 1 перпендикулярно его продольной оси. В направляющих 4, параллельных направляющим 3, установлен ползун 5 с копирующим роликом 6, контактирующим с внутренней поверхностью свариваемой трубы 7. Другим концом ползун 5 с помощью пружины 8 связан с плечом 9 углового двуплечего рычага 10, соединенного с кареткой 2 шарниром 11. Это же плечо 8 углового рычага 10 через пружину 12 контактирует с корпусом 1, а другое его плечо 13 несет сварочную горелку 14 и контактирует через упор 15 с рабочей поверхностью 16 опоры 17, подвижной от привода 18 слежения за длиной дуги в направлении, перпендикулярном направляющим 4. Каретка 2 посредством шарнира 19 соединена с кривошипом 20 кривошипно-шатунного механизма 21, плечо 22 двуплечего шатуна 23 шарниром 24 связано с ползуном 5, а другое его плечо 25 контактирует с рабочей поверхностью 26 опоры 27, подвижной от привода 28 поперечного перемещения в направлении, перпендикулярном направляющим 3 и 4. Опоры 17 и 27 представляют собой штоки с торцовой рабочими поверхностями 16 и 26, плоскости которых параллельны направляющим 3 и 4. Корпус 1 имеет регулируемый упор 29, ограничивающий перемещение каретки.
Настройка сварочной горелки на стык выполняется следующим образом.
Длину дуги устанавливают и отслеживают при выполнении сварного шва с помощью привода 18 слежения за длиной дуги, который перемещает опору 17 влево и через рабочую поверхность 16 и упор 15 передает движение угловому рычагу 10, поворачивая его на шарнире 11 и растягивая пружину 12. Расстояние между сварочной горелкой 14 и стыком при этом уменьшается. Увеличение длины дуги происходит при повороте рычага 10 в противоположном направлении от усилия растянутой пружины 12.
Настройку горелки 14 поперек стыка выполняют приводом 28 поперечного перемещения.
При перемещении опоры 27 влево движение через кривошип 20 кривошипно-шатунного механизма 21 и шарнир 19 передается на каретку 2 и она, растягивая пружину 12, перемещается по направляющим 3 вместе с угловым рычагом 10, связанным с кареткой шарниром 11. При перемещении опоры 27 вправо каретка 2 двигается в противоположном направлении и, таким образом, изменяется поперечное положение горелки 14 относительно стыка в зависимости от положения сварочной ванны.
Поскольку характер этой корректировки предсказуем заранее, работу привода 28 можно запрограммировать и выполнять эту корректировку в автоматическом режиме.
При наличии разностепенности трубы 7 горелка 14 выводится на стык таким же образом, т. е. от привода 28. При этом положение горелки 14 относительно стыка может наблюдаться оптическими или телевизионными системами.
Ролик 6 под воздействием пружины 12 всегда контактирует с поверхностью трубы 7. Поперечное перемещение контактирующего ролика 6 через ползун 5, шарнир 24, двуплечий шатун 23, кривошип 20 передается на каретку 2, которая перемещается в своих направляющих 3 и при этом перемещает поперек стыка шарнирно связанный с ней угловой рычаг 10 с горелкой 14. Таким образом обеспечивается слежение за внутренней поверхностью трубы 7.
В момент установки устройства в трубу 7 контакт ролика 6 с поверхностью нежелателен. Поэтому приводом 28 перемещают опору 27 вправо, каретка 2 при этом поднимается вверх до упора 29, после чего вступает в работу пружина 8, перемещая ползун 5 и отодвигая контактирующий ролик 6 от поверхности трубы 7, после чего каретка 2 будет двигаться вниз, устанавливая сварочную горелку 14 на стык.
Каждое из настроенных движений выполняется независимо одно от другого и не накладывает друг на друга погрешностей. Упор 29 выполнен переставляемым, что расширяет диапазон диаметров свариваемых труб, а характер связи между сварочной горелкой 14, роликом 6, кареткой 2 и приводами 18 и 28 обеспечивает использование устройства для большого диапазона диаметров свариваемых труб. Так, например, размеры рабочих поверхностей 16 и 26 опор 17 и 27 обеспечивают контакт соответственно с упором 15 рычага 10 и плечом 25 двуплечего шатуна 23 при значительных перемещениях каретки 2.
Предлагаемое устройство обеспечивает повышение качества торцового сварного соединения горизонтально расположенных неповоротных труб за счет повышения точности корректировки положения сварочной горелки относительно стыка, во время всего процесса сварки в зависимости от состояния сварочной ванны при сварке верхнего и нижнего участков кольцевого стыка, а также при наличии разностенности за счет того, что горелка, каретка, копирующий ролик и приводы связаны через кривошипно-шатунный механизм и систему шарнирных рычагов, которые позволяют осуществлять регулировку положения горелки в одном направлении, не сбивая предварительной настройки в другом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1989 |
|
SU1721959A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU588087A1 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU634884A1 |
Изобретение относится к сварочному оборудованию, а именно к устройствам для настройки горелки на стык при выполнении торцовых швов неповоротных труб, преимущественно горизонтально расположенных, и может найти применение для выполнения сварки в стесненных условиях при монтаже или ремонте объектов энергетической или химической промышленности. Цель изобретения - улучшение качества сварного соединения при сварке торцового неповоротного стыка горизонтально расположенных труб. Устройство содержит заключенные в корпус 1 и размещенные на подвижной каретке 2 горелку 14 и копирующий ролик 6, связанные с приводом 28 поперечного перемещения и приводом 18 слежения за длиной дуги системой шарнирно связанных подпружиненных рычагов, что обеспечивает слежение за формой свариваемой поверхности, настройку длины дуги и корректировку положения горелки поперек стыка, которые могут выполняться одновременно и последовательно, не накладывая друг на друга погрешностей. 1 з.п.ф-лы, 1 ил.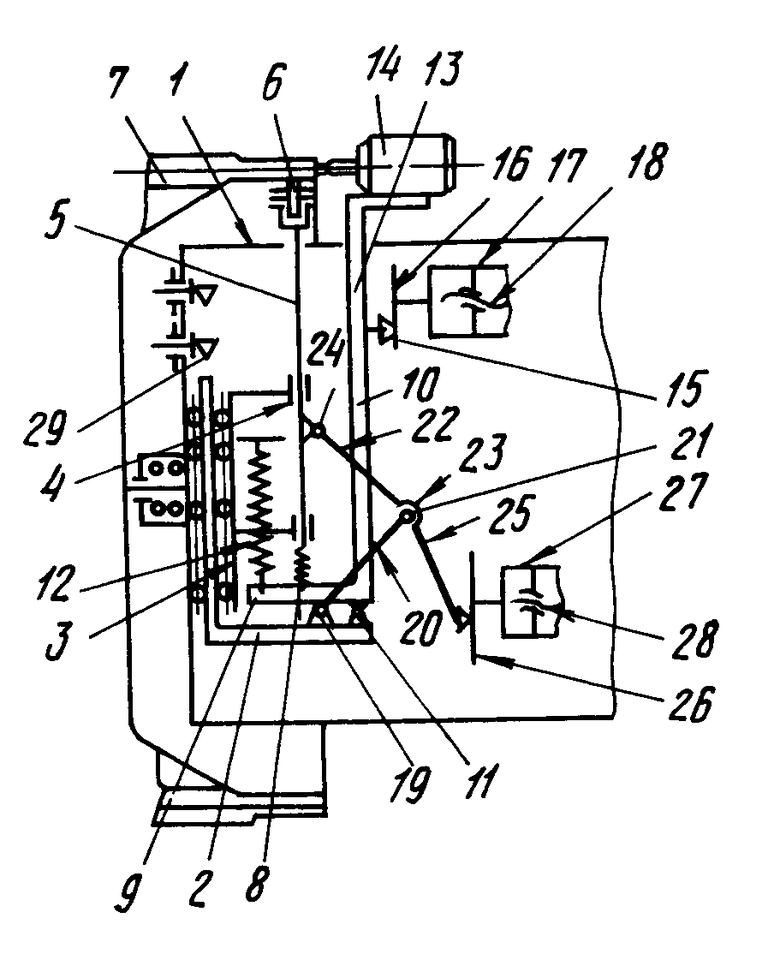
| Механизм настройки сварочной головки на стык | 1972 |
|
SU470380A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
