Изобретение относится к деревообрабатывающей промьшшенности и предназначено для получения несквозных отверстий в древесных материалах , Цель изобретения - повышение производительности и точности изготовления.
Это достигается тем, что в качестве режущего, инструмента используют пуансон, боковая внутренняя кромка которого образована пересечением за- ходной конусной фаски с конусной поверхностью сквозного отверстия.
На чертеже схематически- изображен предлагаемьш пуансон.
Пуансон содержит хвостовик 1 и рабочу ю часть 2, имеющую заходную конусную фаску 3, торцовую режущую кромку 4, боковую внутреннюю кромку 5.
Пуансон работает следующим образом. , .
При поступательном движении вверх пуансон вдавливают в заготовку 6. При этом торцовая режущая кромка 4 формирует стенки отверстия, а бокова
Составитель В.Киров Редактор Э.Слиган Техред И.Попович
Заказ 2388/13 Тираж 462Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
внутренняя кромка 5 обеспечивает концентрацию напряжений в плоскости 7. При отводе пуансона вниз за счет трения сдеформированного в полости пуансона материала о его стенки происходит отрыв по плоскости 7. При последующем повторении операции отходы удаляются через конусное сквозное отверстие 8.
Формула изобретения
Пуансон для- получения несквозных отверстий в древесных материалах, содержащий рабочую часть, имеющую заходную конусную фаску, торцовую режзтдую кромку и боковую внутреннюю кромку, и соединенньй с ней хвосто
вик, отличающи что, с целью повьшения
и с я тем, производительности и точности изготовления, боковая внутренняя кромка образована пересечением заходной конусной внутренней фаски с конусной поверхностью сквозного отверстия, причем конусность поверхности последней об- ратна конусности внутренней фаски.
Корректор А.Зимокосов
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ИЗГОТОВЛЕНИЯ КОМПЛЕКТОВ СТЕНОВЫХ ПРЕССОВАННЫХ ДЕТАЛЕЙ МАЛОЭТАЖНЫХ СТРОЕНИЙ | 1990 |
|
RU2015002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН | 2006 |
|
RU2402407C2 |
| Устройство для сборки буровых коронок под пайку | 1973 |
|
SU504627A1 |
| Инструмент для обработки деталей трубчатой формы | 1991 |
|
SU1796358A1 |
| Устройство для сверления отверстий | 1978 |
|
SU738879A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| Комплект инструмента для изготовления полых заготовок осесимметричных изделий | 1989 |
|
SU1731398A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2493932C2 |
Изобретение относится к деревообрабатывающей промьшгленности. Цель изобретения - повьш1ение производительности и точности изготовления. При поступательном движении вверх пуансон вдавливают в заготовку 6. При этом торцовая режущая кромка 4 формирует стенки отверстия, а боковая внутренняя кромка 5 обеспечивает концентрацию напряжений в плоскости 7. При отводе пуансона вниз за счет сил трения происходит отрыв материала в плоскости 7. 1 ил. эо с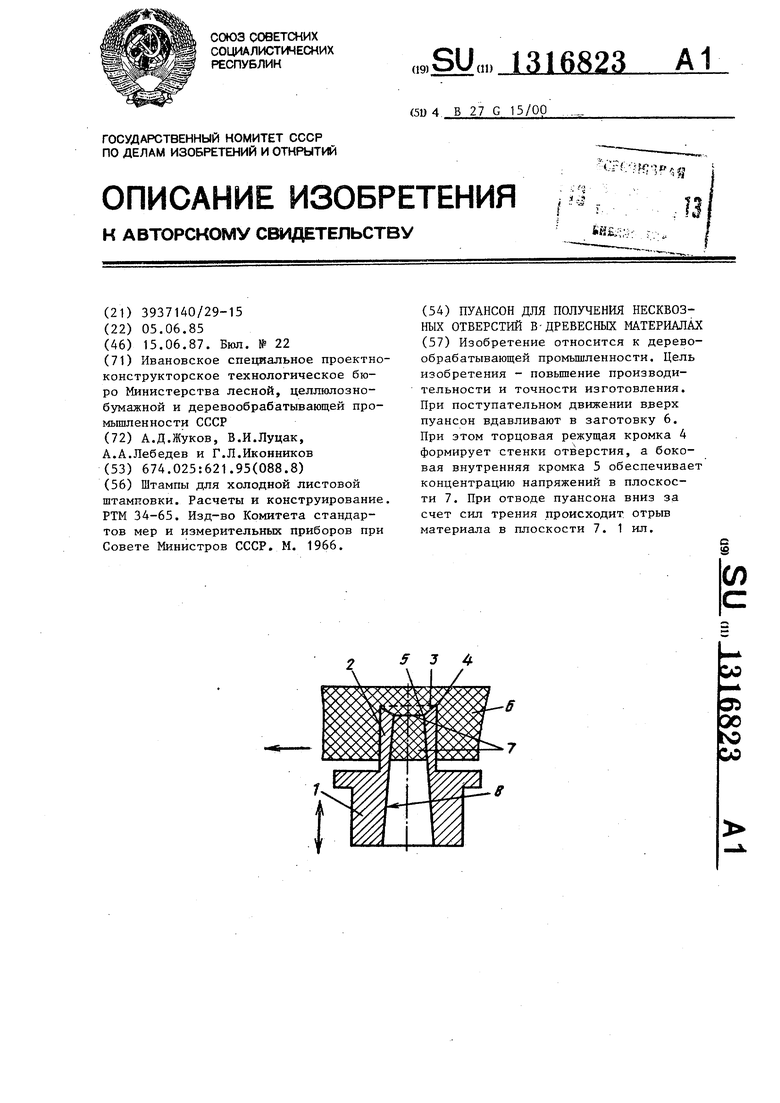
| Штампы для холодной листовой штамповки | |||
| Расчеты и конструирование | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Изд-во Комитета стандартов мер и измерительных приборов при Совете Министров СССР | |||
| М | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
