Изобретение относится к транспортно- складской технике, а именно к устройствам для управления выпуском тележек со складских ответвлений систем непрерывного транспорта, преимущественно толкающих конвейеров, и может быть использовано в различных отраслях промыщленности для управления комплектованием и очередностью подачи изделий к рабочим местам автоматизированного производства.
Цель изобретения - расширение функциональных возможностей за счет избирательности набора тележек и увеличение надежности.
На фиг. 1 изображен участок трассу подвесного толкающего конвейера, представляющий собой подвесной склад, например, на пять ответвлений; на фиг. 2 - структурная схема предлагаемого устройства; на фиг. 3 - блок комплектования; на фиг. 4 - блок контроля зон; на фиг. 5 - блок наличия тележек на ответвлениях.
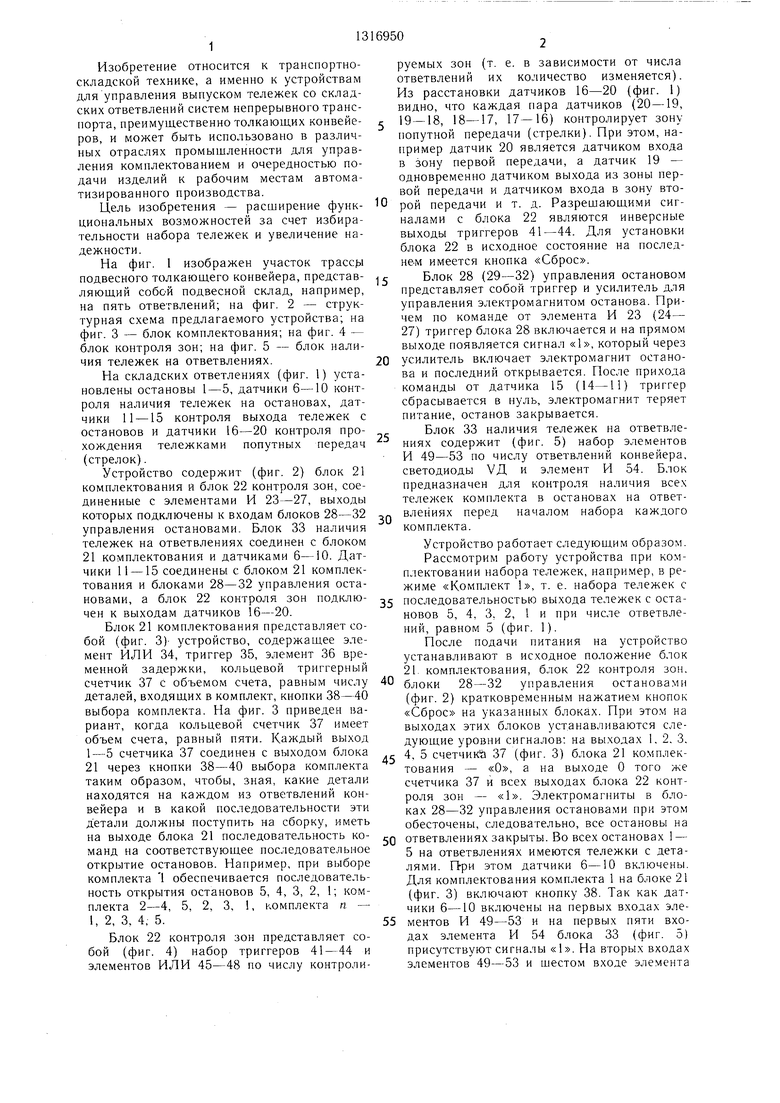
На складских ответлениях (фиг. 1) установлены остановы 1-5, датчики 6-10 контроля наличия тележек на остановах, датчики 11 -15 контроля выхода тележек с остановов и датчики 16-20 контроля прохождения тележками попутных передач (стрелок).
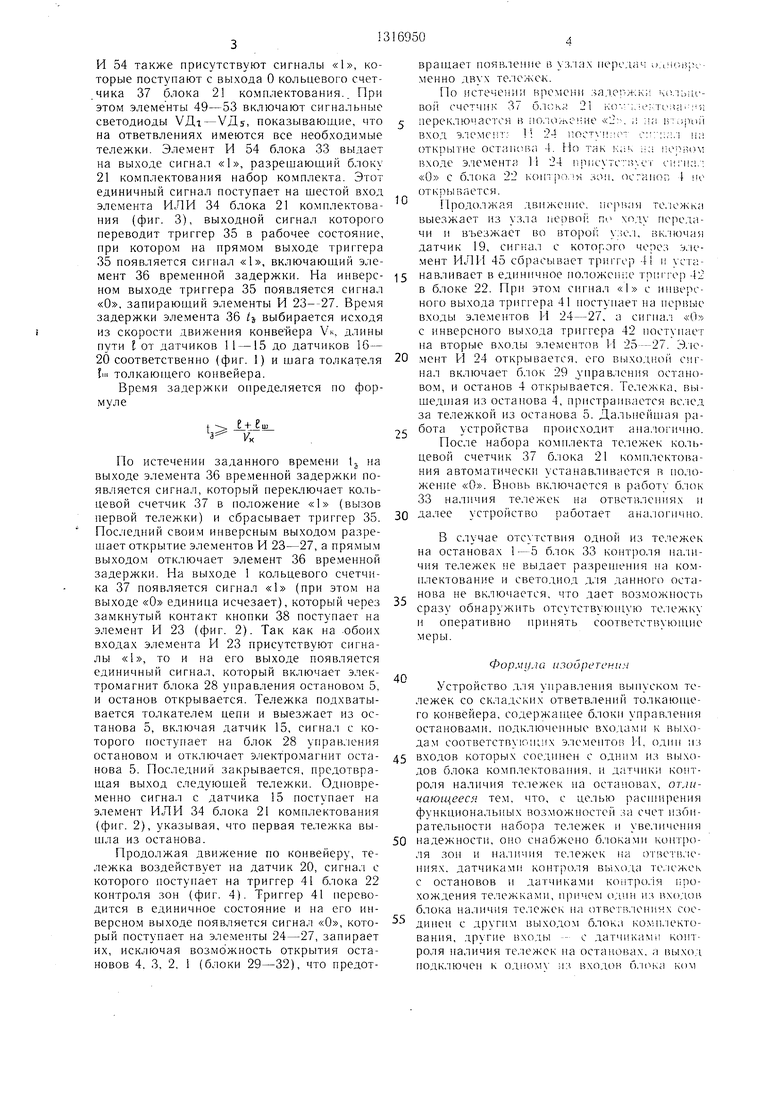
Устройство содержит (фиг. 2) блок 21 комплектования и блок 22 контроля зон, соединенные с элементами И 23-27, выходы которых подключены к входам блоков 28-32 управления остановами. Блок 33 наличия тележек на ответвлениях соединен с блоком 21 комплектования и датчиками 6-10. Датчики 11 -15 соединены с блоком 21 комплектования и блоками 28-32 управления остановами, а блок 22 контроля зон подключен к выходам датчиков 16-20.
Блок 21 комплектования представляет собой (фиг. 3)- устройство, содержащее элемент ИЛИ 34, триггер 35, элемент 36 временной задержки, кольцевой триггерный счетчик 37 С объемом счета, равным числу деталей, входящих в комплект, кнопки 38-40 выбора комплекта. На фиг. 3 приведен вариант, когда кольцевой счетчик 37 имеет объем счета, равный пяти. Каждый выход 1-5 счетчика 37 соединен с выходом блока 21 через кнопки 38-40 выбора комплекта таким образом, чтобы, зная, какие детали находятся на каждом из ответвлений конвейера и в какой последовательности эти Детали должны поступить на сборку, иметь на выходе блока 21 последовательность команд на соответствующее последовательное открытие остановов. Например, при выборе комплекта 1 обеспечивается последовательность открытия остановов 5, 4, 3, 2, 1; комплекта 2-4, 5. 2, 3, , комплекта п - 1, 2, 3, 4, 5.
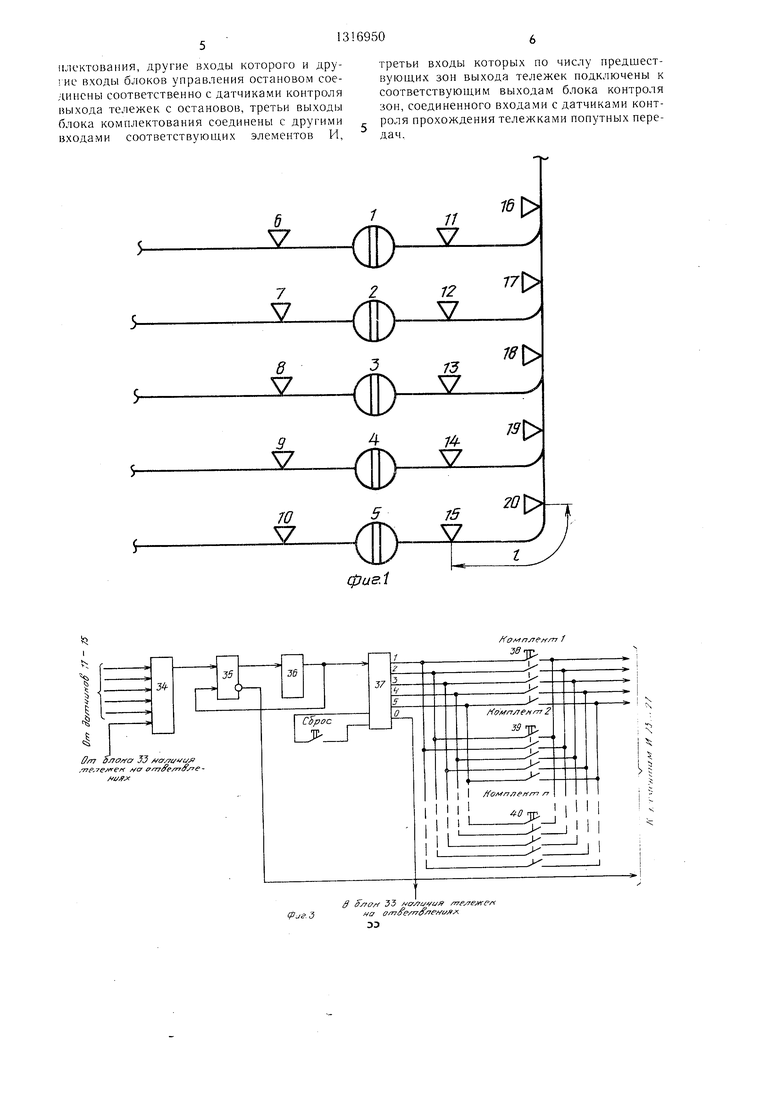
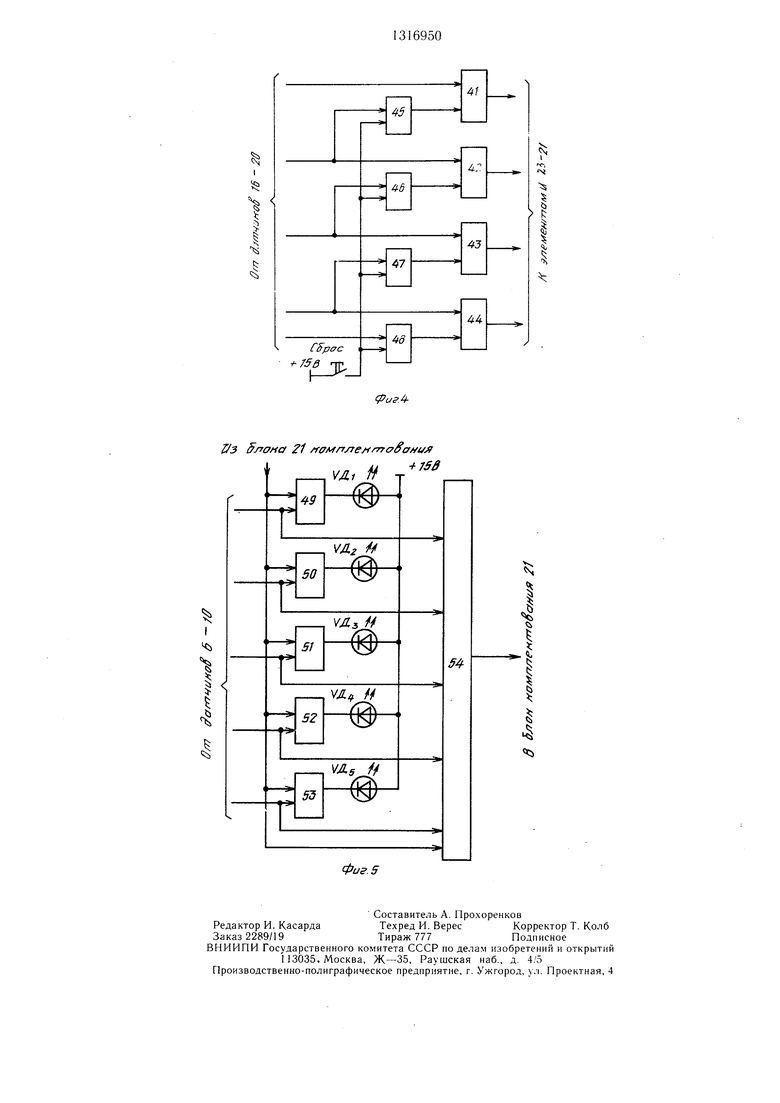
Блок 22 контроля зон представляет собой (фиг. 4) набор триггеров 41-44 и элементов ИЛИ 45-48 по числу контролируемых зон (т. е. в зависимости от числа ответвлений их количество изменяется). Из расстановки датчиков 16-20 (фиг. 1) видно, что каждая пара датчиков (20-19,
19-18, 18-17, 17-16) контролирует зону попутной передачи (стрелки). При этом, например датчик 20 является датчиком входа в зону первой передачи, а датчик 19 - одновременно датчиком выхода из зоны первой передачи и датчиком входа в зону вто0 рой передачи и т. д. Разрешающими сигналами с блока 22 являются инверсные выходы триггеров 41-44. Для установки блока 22 в исходное состояние на последнем имеется кнопка «Сброс.
5 Блок 28 (29-32) управления остановом представляет собой триггер и усилитель для управления электромагнитом останова. Причем по команде от элемента И 23 (24- 27) триггер блока 28 включается и на прямом выходе появляется сигнал «1, который через
0 усилитель включает электромагнит останова и последний открывается. После прихода команды от датчика 15 (14-11) триггер сбрасывается в нуль, электромагнит теряет питание, останов закрывается.
Блок 33 наличия тележек на ответвле- ниях содержит (фиг. 5) набор элементов И 49-53 по числу ответвлений конвейера, светодиоды УД и элемент И 54. Блок предназначен для контроля наличия всех тележек комплекта в остановах на ответ-. влениях перед началом набора каждого комплекта.
Устройство работает следующим образом. Рассмотрим работу устройства при комплектовании набора тележек, например, в режиме «Комплект 1, т. е. набора тележек с
5 последовательностью выхода тележек с остановов 5, 4, 3, 2, 1 и при числе ответвлений, равном 5 (фиг. 1).
После подачи питания на устройство устанавливают в исходное положение блок 21. комплектования, блок 22 контроля зон.
блоки 28-32 управления остановами (фиг. 2) кратковременным нажатием кнопок «Сброс на указанных блоках. При этом на выходах этих блоков устанавливаются следующие уровни сигналов: на выходах 1, 2. 3.
с 4, 5 счетчики 37 (фиг. 3) блока 21 комплектования - «О, а на выходе О того же счетчика 37 и всех выходах блока 22 контроля зон - «1. Электромагниты в блоках 28-32 управления остановами при этом обесточены, следовательно, все остановы на
0 ответвлениях закрыты. Во всех остановах 1 - 5 на ответвлениях имеются тележки с деталями. П-ри этом датчики 6-10 включены. Для комплектования комплекта 1 на блоке 21 (фиг. 3) включают кнопку 38. Так как датчики 6-10 включены на первых входах эле5 ментов И 49-53 и на первых пяти входах элемента И 54 блока 33 (фиг. 5) присутствуют сигналы «1. На вторых входах элементов 49-53 и щестом входе элемента
И 54 также присутствуют сигналы «1, которые поступают с выхода О кольцевого счет- .чика 37 блока 21 комплектования.. При этом элементы 49-53 включают сигнальные светодиоды УДг-УД5, показывающие, что на ответвлениях имеются все необходимые тележки. Элемент И 54 блока 33 выдает на выходе сигнал «1, разрешающий блоку 21 комплектования набор комплекта. Этот единичный сигнал поступает на щестой вход элемента ИЛИ 34 блока 21 комплектования (фиг. 3), выходной сигнал которого переводит триггер 35 в рабочее состояние, при котором на прямом выходе триггера 35 появляется сигнал «1, включаюп|ий элемент 36 временной задержки. На инверсном выходе триггера 35 появляется сигнал «О, запирающий элементы И 23-27. Время задержки элемента 36 t выбирается исходя из скорости движения конвейера УК, длины пути I от датчиков 11 -15 до датчиков 16- 20 соответственно (фиг. 1) и щага толкателя {ш толкающего конвейера.
Время муле
задержки определяется по
l+A Кк
По истечении заданного времени tj на выходе элемента 36 временной задержки появляется сигнал, который переключает кольцевой счетчик 37 в положение «1 (вызов первой тележки) и сбрасывает триггер 35. Последний своим инверсным выходом разрешает открытие элементов И 23-27, а прямым выходом отключает элемент 36 временной задержки. На выходе 1 кольцевого счетчика 37 появляется сигнал «1 (при этом на выходе «О единица исчезает), который через замкнутый контакт кнопки 38 поступает на элемент И 23 (фиг. 2). Так как на обоих входах элемента И 23 присутствуют сигналы «1, то и на его выходе появляется единичный сигнал, который включает электромагнит блока 28 управления остановом 5, и останов открывается. Тележка подхватывается толкателем цепи и выезжает из останова 5, включая датчик 15, сигнал с которого поступает на блок 28 управления остановом и отключает электромагнит останова 5. Последний закрывается, предотвращая выход следующей тележки. Одновременно сигнал с датчика 15 поступает на элемент ИЛИ 34 блока 21 комплектования (фиг. 2), указывая, что первая тележка вышла из останова.
Продолжая движение по конвейеру, тележка воздействует на датчик 20, сигнал с которого поступает на триггер 41 блока 22 контроля зон (фиг. 4). Триггер 41 переводится в единичное состояние и на его инверсном выходе появляется сигнал «О, который поступает на элементы 24-27, запирает их, исключая возможность открытия остановов 4, 3, 2, 1 (блоки 29-32), что предот0
5
0
0
5
0
5
0
5
вращает noHB.ieiine в узлах перо;и5ч менно двух тележек.
По истечении времени .чадсГ -i Boif счетчик 37 бле;к;-; 21 К(Г.- ;.е переключ.астоя в sio/io/heiiHe L:; ,: ; вход элемс гг; 1 24 1;ост - :;о г с открытне ocTancHiri 4. Но так -UIK элемента 1 24 iipiicyicTir.c «О с блока 22 ко1г;|1( зон, os отк)ывается.
Продолжая движение, тарная те.южка выезжает из узла первой по ходу передачи и въезжает во второй y:;o.i, включая датчик 19, сигнал с которого через э,1е- мент ИЛИ 45 сбрасывает тригго) 4 и усга- навливает в единичное иоложсщк триггер 42 в блоке 22. При этом сигнал «1 с инверсного выхода триггера 41 поступает на первые входы эле.ментов И 24-27, а сигнал «О с инверсного выхода триггера 42 ностунает на вторые вхо.ты элементов И 25-27. Э.ю- мент И 24 открывается, его выходной сигнал включает блок 29 управления остановом, и останов 4 открывается. Тележка, вы- шедпшя из останова 4, пристраивается вслед за тележкой из останова 5. Дальнейшая работа устройства происходит аиалогично.
После набора комплекта тележек кольцевой счетчик 37 б.лока 21 комплектования автоматически устанавливается в положение «О. Вновь включается в работу б.чок 33 наличия тележек на ответвлениях и далее устройство работает аналогично.
В случае отсутствия одной из тележек на остановах 1-5 блок 33 контроля наличия тележек не выдает разреи1епия на комплектование и светодиод д.чя данного останова не включается, что дает возможность сразу обнаружить отсутствую1 1ую тележку и оперативно нринять соответствуюпще меры.
Форм у.т изобретения
Устройство д. 1я управления вьпп ском тележек со складских ответвлений толкаюпле- го конвейера, содержащее блоки управления останова-ми, подключенные входами к выходам соответствуюпи х элемепто И, одни п; входов которых соединен с одним из выходов блока комплектования, и датчики контроля наличия тележек па остановах, от.т- нающесся тем, что, с целью расн1ирения функциональных возможностей за счет избирательности набора тележек и увеличения надежности, оно снабжено б.чоками контроля зон и на. шчия тележек на ответв:1С- ниях, датчиками контроля выхода те.1сжск с остановов и датчиками ко11тро.1я lipo- хождения тележками, причем из входов блока наличия те. 1ежек на отвст, 1ения.х соединен с выходом блока KONMLICKTO- вания, другие входы -- с датч1 кам1 контроля наличия те.:1ежек на остановах, а libixcx i гюдк, 1ючен к одпом из входов б. :о1ча ком
илектования, другие входы которого и другие входы блоков управления остановом сое- ,чинены соответственно с датчиками контроля выхода тележек с остановов, третьи выходы блока комплектования соединены с другими входами соответствуюнлих элементов И,
ff J7&/ J5 f Q /7ij j (
ЭЭ
третьи входы которых по числу предшест- вуюишх зон выхода тележек подключены к соответствующим выходам блока контроля зон, соединенного входами с датчиками контроля прохождения тележками попутных передач.
I
,1ли
$;
I;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1988 |
|
SU1551632A1 |
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1974 |
|
SU604766A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Устройство для обработки информации о комплектовании партии деталей | 1986 |
|
SU1425718A1 |
| СЕЛЕКТОР БУКС ПО ТИПУ ПОДШИПНИКА НА ПОДВИЖНОМ СОСТАВЕ | 1973 |
|
SU384716A1 |
| Устройство для контроля состояния вагонов | 1986 |
|
SU1364521A1 |
| Устройство для программного упРАВлЕНия ТРАНСпОРТНыМ МЕХАНизМОМ | 1978 |
|
SU813375A1 |
| УСТАНОВКА СО СТАНЦИЕЙ КОМПЛЕКТОВАНИЯ ЗАКАЗОВ | 2012 |
|
RU2574308C2 |
| Устройство для контроля положения транспортных средств | 1983 |
|
SU1171830A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1981 |
|
SU942114A1 |
Изобруение относится к области транс- портно-складской техники и позволяет расширить функциональные возможности за счет избирательности набора тележек и повысить надежность управления. Для этого на складских ответвлениях установлены остановы, датчики 6-10 контроля наличия тележек на остановах, датчики 11 -15 контроля выхода тележек с остановов и датчики 16- 20 контроля прохождения тележками попутных передач (стрелок). Датчики П -15 подключены к входам блоков 28-32 управления остановом, к вторым входам которых подключены выходы соответствующих элементов И 23-27. К в.чодам элементов И 23- 27 подключены выходы блока 21 комплектования и блока 22 контроля зон, соединен- . ного с датчиками 16-20. К одному из входов блока 21 через блок 33 наличия теле- на ответвлениях подключены датчики 6-10. Остальные входы блока 21 соединены с датчиками II-15. Зная, какие детали находятся на каждом из ответвлений конвейера и в какой последовательности эти детали должны поступить на сборку по сигналу с блока 33, на выходе блока 21 можно иметь последовательность команд, передаваемых через элементы И 23-27 на блоки 28-32, на соответствующее последовательное открытие остановов. Сигналами с датчиков 11 -15 остановы через соответствующие блоки 28-32 закрываются. 5 ил. « у-чгАд
Уз Sf oficf 21 ffffMrr/jeMfrr( ... АА
5
I
| 0 |
|
SU181537A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1974 |
|
SU604766A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
