Изобретение относится к транснортно- складской технике, а именно к устройствам для управления выпуском тележек со склад- ских ответвлений систем непрерывного транспорта, преимущественно толкающих конвейеров, и может быть использовано в различных отраслях промышленности для комплектования и последовательной подачи изделий к рабочим местам автоматизированного производства.
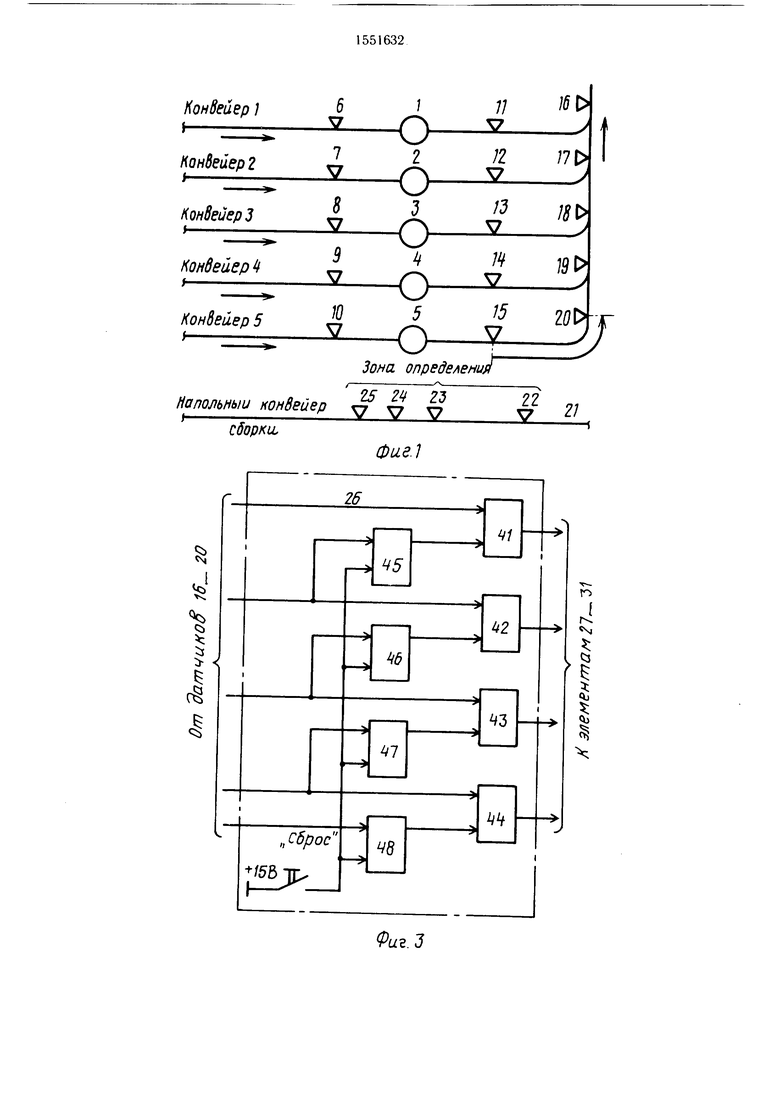
зону попутной передачи (стрелки). При этом, например, датчик 20 является датчиком входа в зону первой передачи, а датчик 19 - одновременно датчиком выхода из зоны пер- вой передачи и датчиком входа в зону второй передачи и т. д.
Разрешающими сигналами с блока 26 являются выходы триггеров 41-44. Для возможности установки блока 26 в исходное состояние на блоке 26 имеется кнопка «Сброс
Цель изобретения - увеличение быстро- 10 Блок 32 наличия тележек на ответвлениях
зону попутной передачи (стрелки). При этом, например, датчик 20 является датчиком входа в зону первой передачи, а датчик 19 - одновременно датчиком выхода из зоны пер- вой передачи и датчиком входа в зону второй передачи и т. д.
Разрешающими сигналами с блока 26 являются выходы триггеров 41-44. Для возможности установки блока 26 в исходное состояние на блоке 26 имеется кнопка «Сброс
Блок 32 наличия тележек на ответвлениях
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1985 |
|
SU1316950A1 |
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1974 |
|
SU604766A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Устройство для управления движением транспортного средства | 1986 |
|
SU1317401A1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| ВЫПРАВОЧНО-ПОДБИВОЧНО-РИХТОВОЧНАЯ МАШИНА ДЛЯ ВЫПРАВКИ И КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА ВЫПРАВОЧНО-ПОДБИВОЧНО-РИХТОВОЧНОЙ МАШИНЫ | 2010 |
|
RU2443826C2 |
| Установка для комплектования полотен ткани | 1978 |
|
SU716955A2 |
| Устройство для программного упРАВлЕНия ТРАНСпОРТНыМ МЕХАНизМОМ | 1978 |
|
SU813375A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |

Изобретение относится к транспортно-складской технике, а именно, к устройствам для управления выпуском тележек (Т) со складских ответвлений систем непрерывного транспорта. Цель изобретения - увеличение быстродействия и повышение надежности. Устройство содержит датчики (Д) 6 - 10 контроля наличия Т на остановах, Д 11 - 15 контроля выхода Т с остановов, Д 16 - 20 контроля прохождения Т попутных передач, Д 22...25 базовой модели, блок 26 контроля зон, элементы И 27 - 31, блок 32 наличия Т на ответвлениях, блок 33 комплектования, блоки 34 - 38 управления остановом, блок 39 определения модели и блок 40 задания. По сигналам Д 22 - 25 блоки 39 и 40 определяют модификацию базовой модели и выдают задание на выдачу соответствующих этой модификации комплектов узлов и деталей. Контроль их наличия осуществляют Д 6 - 10 и блок 32, который посредством блока 33 и элементов И 27 - 31 поочередно с помощью Д 11 - 15 и 16 - 20 включают и отключают блоки 34 - 38 управления остановами. Прошедшая останов Т включает Д 15 контроля выхода Т с останова, по сигналу которого блок 34 закрывает останов, предотвращая выход следующей Т. Проходя дальше, Т включает Д 20, сигналом которого блокируются блоки 35 - 38 управления остановами до прохода Т первой стрелки и включения Д 19, по сигналу которого будет разрешен выпуск следующей Т с останова. Останов открывается и следующая Т пристраивается за первой. И так до полного набора комплекта для данной модификации базовой модели. 7 ил.
содержит (фиг. 4) набор элементов И 49- 53 по числу ответвлений, светодиоды УД1 - УД5 и элемент И 54. Блок 32 предназначен для контроля наличия тележек во всех ос- мер, на пять ответвлений, и участок наполь- 15 тановах на ответвлениях перед началом на- ного конвейера сборки; на фиг. 2 - струк-бора комплекта,
турная схема устройства; на фиг. 3 - схема
действия и повышение надежности.
На фиг. 1 изображен участок трассы подвесного толкающего конвейера, представляющий собой подвесной склад, наприблока контроля зон; на фиг. 4 - схема блока наличия тележек на ответвлениях; на фиг. 5 -- схема блока комплектования; на фиг. 6 схема блока определителя; на фиг. 7 - схема блока задания.
На складских ответвлениях (фиг. 1) установлены остановы 1 -5, датчики 6--10 контроля наличия тележек на остановах, датчики 11-- 15 контроля выхода тележек с остановов и датчики 16 - 20 контроля прохождения тележками попутных передач, а на участке напольного конвейера 21 сборки - датчики 22-25 базовой модели.
20
25
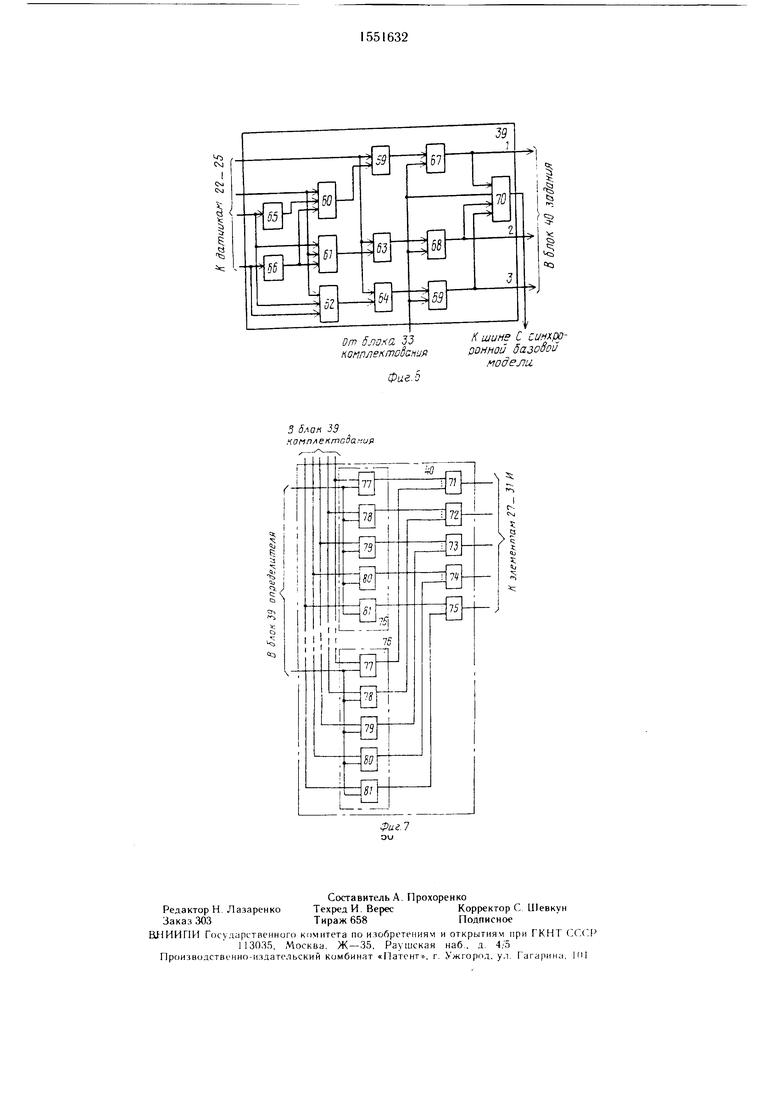
Блок 33 комплектования содержит (фиг. Ь) элемент ИЛИ 55 триггер 56, элемент 57 временной задержки, кольцевой триггерный счетчик 58 с объемом счета, равным числу деталей, входящих в комплект, и предназначен для организации контроля наличия деталей и выдачи последовательных вызовов этих деталей.
На схеме (фиг. 5) приведен вариант, когда кольцевой счетчик 58 имеет объем счета, равный пяти.
Блок 34 (35--38) управления остановом содержит триггер и усилитель для управления электромагнитом останова. Причем по
команде от элемента И 27 (28-31) тригУстройство содержит (фиг. 2) блок 26 30 гер блока 34 (35-38) включается и на прямом выходе появляется сигнал «1, который
контроля зон, соединенный входами с датчиками 16 -20, а выходами - с входами элементов И 27-31, блок 32 наличия тележек на ответвлениях, подключенных входами к датчикам 6-10 наличия тележек на
через усилитель включает электромагнит останова и последний открывается. После прихода команды от датчика 15 (15 - 11) триггер сбрасывается в «О, электромагнит
через усилитель включает электрома останова и последний открывается. П прихода команды от датчика 15 (15 - триггер сбрасывается в «О, электрома
ответвлениях и к одному из входов блока 35 теряет питание и останов закрывается.
33 комплектования, другой выход которого соединен с соответствующими входами элементов И 27-31, блоки 34 - 38 управления остановами и блок 33 комплектования, подключенные входами к соответствующим датчикам 11 - 15 контроля выхода тележек с остановов, блок 39 определения модели, соединенный с входами датчиков 22-25 базовой модели и выходом блока 33 комплектования, а выходами - с шиной синхронной
4П
Блок 39 определения модели (фиг содержит элементы И 59 -64, элементы 65 и 66, триггеры 67 69 и элемент ИЛИ и предназначен для определения типа б вой модели, для которой необходимо г вить набор деталей. Схема блока 39 п ставлена из расчета трех модификаций зовых моделей. Кнопка «Сброс условн показана.
Блок 40 задания (фиг. 7) содержит
подачи базовой модели и одним из входов 45 менты ИЛИ 71-75 и ячейки 76 задания
блока 40 задания, подключенным другими входами к выходам блока 33 комплектования, а выходами - к входам соответствующих элементов И 27 - 31.
Блок 26 контроля зон содержит (фиг. 3)
комплекта (количество ячеек соответствует числу базовых моделей), каждая из которых включает в себя элементы И 77--81. Блок 40 предназначен для задания последовательности выхода сцепов с остановов для кажнабор триггеров 41 - 44 и элементов ИЛИ 50 дого комплекта в соответствии с поступаю45-48 по числу контролируемых зон (т. е. в зависимости от числа ответвлений их количество изменяется). Блок 26 предназначен для контроля зон в узлах передач, предотвращения столкновений тележек и обеспечения бесперебойной работы склада.
Из расстановки датчиков 16-20 (фиг. 1) видно, что каждая пара датчиков (20 и 19, 19 и 18, 18 и 17, 17 и 16) контролирует
щей по напольному конвейеру сборки базовой моделью.
Устройство работает следующим образом.
После подачи питания устанавливают в исходное положение блок 33 комплектования. 5$ блок 26 контроля зон, блок 34-38 управления остановами, блок 39 определения модели кратковременным нажатием кнопок «Сброс, на указанных блоках.
содержит (фиг. 4) набор элементов И 49- 53 по числу ответвлений, светодиоды УД1 - УД5 и элемент И 54. Блок 32 предназначен для контроля наличия тележек во всех ос- тановах на ответвлениях перед началом на- бора комплекта,
0
5
Блок 33 комплектования содержит (фиг. Ь) элемент ИЛИ 55 триггер 56, элемент 57 временной задержки, кольцевой триггерный счетчик 58 с объемом счета, равным числу деталей, входящих в комплект, и предназначен для организации контроля наличия деталей и выдачи последовательных вызовов этих деталей.
На схеме (фиг. 5) приведен вариант, когда кольцевой счетчик 58 имеет объем счета, равный пяти.
Блок 34 (35--38) управления остановом содержит триггер и усилитель для управления электромагнитом останова. Причем по
через усилитель включает электромагнит останова и последний открывается. После прихода команды от датчика 15 (15 - 11) триггер сбрасывается в «О, электромагнит
теряет питание и останов закрывается.
Блок 39 определения модели (фиг. 6) содержит элементы И 59 -64, элементы НЕ 65 и 66, триггеры 67 69 и элемент ИЛИ 70 и предназначен для определения типа базовой модели, для которой необходимо готовить набор деталей. Схема блока 39 представлена из расчета трех модификаций базовых моделей. Кнопка «Сброс условно не показана.
Блок 40 задания (фиг. 7) содержит элементы ИЛИ 71-75 и ячейки 76 задания
комплекта (количество ячеек соответствует числу базовых моделей), каждая из которых включает в себя элементы И 77--81. Блок 40 предназначен для задания последовательности выхода сцепов с остановов для кажщей по напольному конвейеру сборки базовой моделью.
Устройство работает следующим образом.
После подачи питания устанавливают в исходное положение блок 33 комплектования. блок 26 контроля зон, блок 34-38 управления остановами, блок 39 определения модели кратковременным нажатием кнопок «Сброс, на указанных блоках.
При этом на выходах этих блоков устанавливаются следующие уровни сигналов: на всех выходах блока 26 контроля зон (фиг. 3) - логическая «1, на выходе блока 32 наличия тележек на ответвлениях - логический «О, на выходах 1 - 5 блока 33 комплектования (фиг. 5) - логический «О, а на выходе того же блока - логическая «1, на выходах 1-4 блока 39 - логический «О. Электромагниты управления остановами при этом обесточены и, следовательно, все остановы на ответвлениях закрыты.
Рассмотрим работу устройства при следующих условиях. Во всех остановах 1-5 (фиг. 1) на ответвлениях имеются тележки с деталями. При этом датчики 6-10 включены и на их выходах присутствует логическая «1. В зоне определения базовой модели отсутствует базовая модель, а значит на выходах датчиков 22-25 имеется логический «О.
Так как датчики 6-10 включены, на первых входах элементов И 49-53 и на первых пяти входах элемента И 54 блока 32 (фиг 4) присутствуют сигналы «1. На вторых входах элементов И 49-53 и шестом входе элемента И 54 также присутствуют сигналы «1, которые поступают с выхода «О кольцевого счетчика 58 блока 33 комплектования (фиг 5),
Присутствие сигналов «1 на обоих входах элементов И 49-53 вызывает появление сигнала «1 и на их выходах
Сигналы «1 на выходе элементов 49- 53 включают светодиоды УД 1 УД5, сигнализирующие, что на ответвлениях у остановов 1-5 имеются тележки с деталями. Так как на всех шести входах элемента И 54 присутствуют сигналы «1, то и на его выходе присутствует сигнал «1, который является выходным сигналом блока 32 наличия тележек на ответвлениях (фиг 4) Этот сигнал является разрешающим для блока 33 комплектования (фиг 2) для осуществления набора комплекта.
Этот единичный сигнал поступает на шестой вход элемента ИЛИ 55 блока 33 комплектования (фиг. 5), выходной сигнал которого переводит триггер 56 в рабочее состояние, при котором на прямом выходе триггера 56 появляется сигнал «I, включающий элемент 57 временной задержки, а на инверсном выходе триггера 56 появляется сигнал «О, запирающий элементы И 27-3-1 (фиг 2). Время (/} ) задержки элемента 57 выбирается из условий: скорости движения конвейера 1/к,длины пути / от датчиков 11 - 15 до датчиков 16-20 соответственно (фиг 1) и шага толкателей 1ш толкающего конвейера.
t
По истечении заданного времени /j на выходе элемента 57 временной задержки появляется сигнал, который переключает коль0
цевой счетчик 58 в положение I (вы «он пер вой тележки) и сбрасывает тршгер 3d ко торый своим инверсным выходом х, ре шает открытие элементов И 27 31, а прямым выходом отключает элемент 57 времен ной задержки На выходе «I блока 33 поя ляется сигнал «1 (при этом на выходе «О единица исчезает), который поступает на пер вые входы элементов И 77 блока 40 задания (фиг. 2 и 7), однако срабатывания элементов И 77 не происходит, так как на вто рых его входах присутствуют сигналы «О из блока 39 определителя, а следователь но, вызова первой тележки комплекта не происходит. Этот вызов (выходы 1 3 блока
40 задания) должен появиться только тогда, когда будет определен тип базовой модели, для которой необходимо набирать комплект Сигнал поступает на первые входы элементов И 59, 63 и 64, разрешая работу блока 39 определителя (фиг 6) На всех входах
0 элемента И 60 присутствуют сигналы «1 (от сработанного датчика 23 и от несрабо тайных датчиков 24 и 25 через элементы НЕ 65 и 66) элемент И 60 срабатывает и выдает единичный сигнал на второй вход элемент )
5 И 59. На выходе элемента И 59 появляется сигнал, который переводит триггер Ь7 в бочее состояние Появившийся на выходе триггера 67 сигнал «Модель 1 постчпает на вход 1 блока 40 задания и чере элемент ИЛИ 70 включает шину С синхронной но0 дачи базовой модели Сигнал с этой шины включает стопорные устройства на наполь ном конвейере (не показано) для иеклоче ния появления в зоне опреде 1ения еле и ю щей базовой модели, пока предыдущая не будет укомплектована необходимыми иами
5 Триггеры 68 и 69 остаются в ML холмом состоянии, так как несработанными датчи ками 24 и 25 закрыты элементы И 61 и 62 Сигнал «Модель 1 с триггера 67 поступает на вторые входы элементов 77 81 первой
„ метки 76 задания комплекта (фиг 7)
Так как на обоих входах элемента И 77 имеется логическая «1, на выходе также появляется единичный сигнал, который чере элемент ИЛИ 71 поступает на элемент И 27 (фиг 2) Выходы блока 40 задания соеди
5 нены с элементами И 27-31 таким образом, чтобы, зная какие детали находятся на каждом из ответвлений конвейера и в какой последовательности эти детали должны пост пить на сборку, иметь на выходе блока 40 задания последовательность команд на сосп
0 ветствуюшее последовательное открытие oi тановов Например, для сигнала «Модель Ь обеспечивается последовательность откры тия остановов 5, 4, 3, 2. 1, для «Модель 2 4, 5, 2, 3, 1 и т д Так как на обоих входах
5 элемента И 27 присутствуют сигналы «1, то и на его выходе появляется единичный сигнал, который включает электромагнит останова 5 и останов открывается Тележка
подхватывается толкателем цепи и выезжает из останова 5, включая датчик 15, сигнал с которого поступает на блок 34 управления остановом (фиг 2) и отключает электромагнит останова 5 Останов 5 закрывается, предотвращая выход следующей тележки Одновременно сигнал с датчика 15 поступает на элемент ИЛИ 55 блока 33 комплектования (фиг 5), в результате чего счетчик 58 переключается в положение II (работа блока 33 комплектования аналогична описанной) и на втором выходе блока 33 появляется единичный сигнал, который через элемент И 78 и элемент ИЛИ 72 блока 40 задания (фиг 7) поступает на вход элемента И 28 (фиг 2), подготовив его к срабатыванию
Продолжая движение, тележка, вышедшая из останова 5, воздействует на датчик 20 (фиг 1), единичный сигнал с которого поступает на триггер 41 блока 26 контроля зон (фиг 3) Триггер 41 переводится в рабочее состоянии и на его выходе появляется сигнал «О, который поступает на элементы И 28-31, запирает их, исключая возможность открытия остановов 4, 3, 2, 1, что предотвращает появление в узлах передач одновременно двух тележек Далее тележка выезжает из узла первой по движению передачи и выезжает во второй узел, включая датчик 19 (фиг 1). Сигнал с датчика 19 сбрасывает через элемент ИЛИ 45 триггер 41 и взводит в рабочее положение триггер 42 в блоке 26 контроля зон (фиг 3) При этом сигнал «1 с выхода триггера 41 поступает на вторые входы элементов И 28- 31 (фиг 2), а сигнал «О с выхода триггера 42 блока 26 поступает на третьи выходы элементов И 29-31 Элемент И 28 открывается, его выходной cm нал включает блок 35 управления остановом и останов 4 открывается Тележка, вышедшая с останова 4, пристраивается вслед за тележкой из останова 5 Дальнейшая работа происходит аналогично После полного набора комплекта тележек кольцевой счетчик 58 блока 33 комплектования устанавливается в положение «О сбрасывая в «О триггер 67 блока 39 определения модели, и вновь включается в работу блок 32 наличия тележек на ответвлениях, и дальше устройство работает аналогично описанному В случае отсутствия од- ной из тележек на остановах I-5 блок 32 контроля наличия тележек не выдает разрешение на комплектование и светодиод для данного останова не включается, что дает возможность сразу обнаружить отсутствующую в останове тележку и оперативно при
нять соответствующие меры.
0
Формула изобретения
5 Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера, содержащее блоки управления остановом и блок комплектования, одни из входов которых подключены к датчикам контроля выхода тележек с остановов, а другие - к выходам соответствующих элементов И и блока наличия тележек на ответвлениях, соединенного одними из входов с датчиками контроля наличия тележек на остановах, а другим входом - с
5 одним из выходов блока комплектования, другой выход которого подключен к одним из входов элементов И, другие входы которых по числу предшествующих зон выхода тележек подключены к соответствующим выходам блока контроля зон, соединенного вхо0 дами с датчиками прохождения тележками попутных передач, отличающееся тем, что, с целью повышения быстродействия и надежности, оно снабжено блоками задания и определения модели и датчиками базовой модели, подключенными к одним из входов
5 блока определения модели, другой вход которого соединен с первым выходом блока комплектования, подключенного выходами к одним из входов блока задания, другие входы которого соединены с одними из выходов
Q блока определения модели, подключенного другим выходом к шине синхронной подачи базовой модели, выходы блока задания соединены с другим входом одного из элементов и третьими входами других элемен тов И
фие.1
Фиг.З
Us Ьлона 3J комплектования
«s
Ч сь ij
l
Ј
I
От блока 32 наличия тележек ни ответвлениях
К элементам В длок32 В блок 39 27 31Иналичия те- определилежек на от- тель
оетлениях
Фиг.5
8
«5
I
Ч
Ъ
Q
iS
OQ
Фаг.Ч
чъ
Nj
I
NJ м
1
§
3 блок 39 хопплектода чир
OQ
К шине С синхро- оонной базовой модели.
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1974 |
|
SU604766A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для управления выпуском тележек со складских ответвлений толкающего конвейера | 1985 |
|
SU1316950A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
