качества наплавки и уменьшение расхода защитных газов. По выходе потоков из наружного сопла 4 формируется конусообразное пламя. Факел пламени защищает сварочную ванну и дугу, образующуюся мелдз у плавящимся электродом 14 и наплавляемой деталью 15, от воздействия внешней среды. При работе горелки в режиме подогрева в наружное сопло 4 вставляется вставка 11 и фиксируется винтом 12. Проходя через
1
Изобретение относится к сварочному производству и может быть использовано при наплавке и сварке стальных и чугунных деталей, в частности, в ремонтном производстве при восстановлении изношенных деталей наплавкой.
Цель изобретения - повышение ка чества наплавки и уменьшения расхода защитных газов.
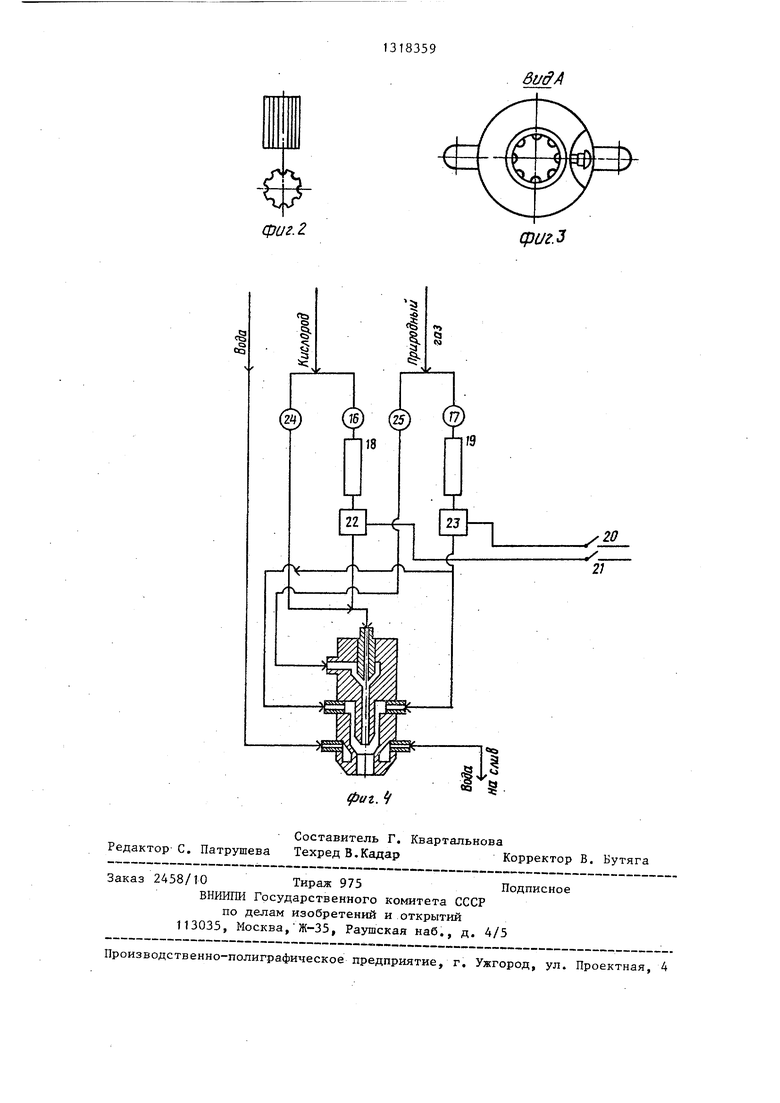
На фиг. 1 показана горелка с мундштуком, общий вид; на фиг. 2 - вставка,, общий вид; на фиг. 3 - вид А на 4)иг. 1; на фиг о 4 - схема подвода газов и охлаждающей воды к горелке.
В горелку для наплавки в защитной среде, в качестве которой используют природный газ, входит мундштук 1. Горелка имеет корпус 2, штуцеры 3 для подвода горючего газа к наружному соплу 4, штуцер 5 для подвода горючего газа к инжектору 6, штуцер 7 для подвода кислорода через инжектор 6 в осевой канал 8 (он же смесительная камера при работе горел ки в режиме подогрева детали), штуце ры 9 для подвода в водяную рубашку воды с целью охлаждения наружного сопла 4 горелки, внутренее сопло 10 для подачи кислорода при работе горелки в режиме наплавки и для подачи смеси горючего газа и кислорода при работе в режиме подогрева, а также вставку 11, которая устанавливается в наружное сопло 4 и фиксируется вин том 12 при работе горелки в режиме подогрева. При работе в режиме наплавки вставка вынимается. Вставка имеет цилиндрическую форму. На боковой поверхн1эсти параллельно оси :
каналы вставки 11, смесь со скоростью превышающей скорость воспламенения, выходит из горелки, эффективно сгорает, образуя максимальное количество тепла, используемого для подогрева детали. Применение горелки позволяет восстанавливать широкую номенклатуру стальных и чугунных деталей в условиях ремонтных мастерских, особенно в районах, отдаленных от промышленных центров. 1 з,п„ ф-лы, 4 ил., 3 табл.
вставки расположены канавки, образу- . ющие каналы с внутренней поверхностью сопла, по которым в режиме подогрева со скоростью, превышающей скорость
5 воспламенения, движется смесь.горючего газа и кислорода. Горелка крепится при помощи хомута 13 к мундштуку 1.
.Горелка содержит также плавящийся электрод 14, наплавляемую деталь
15, вентили 16 и 17, ротаметры 18 и 19 тумблеры 20-21, отсекатели 22-23, вентили 24-25,
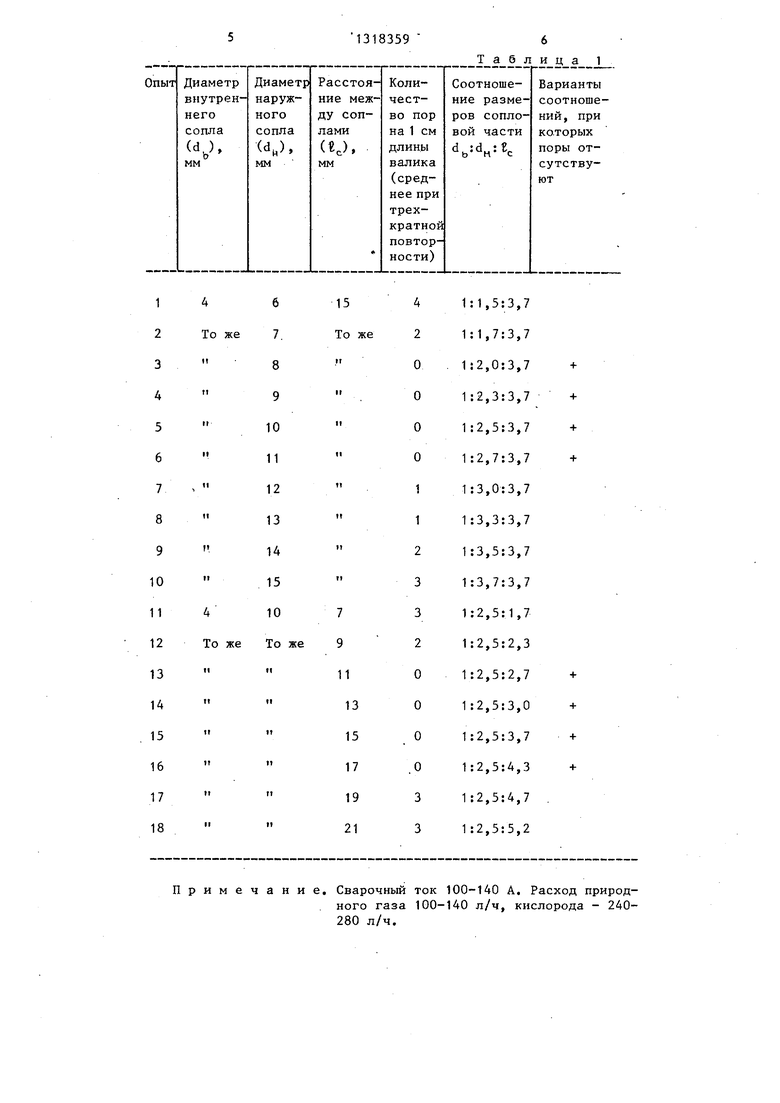
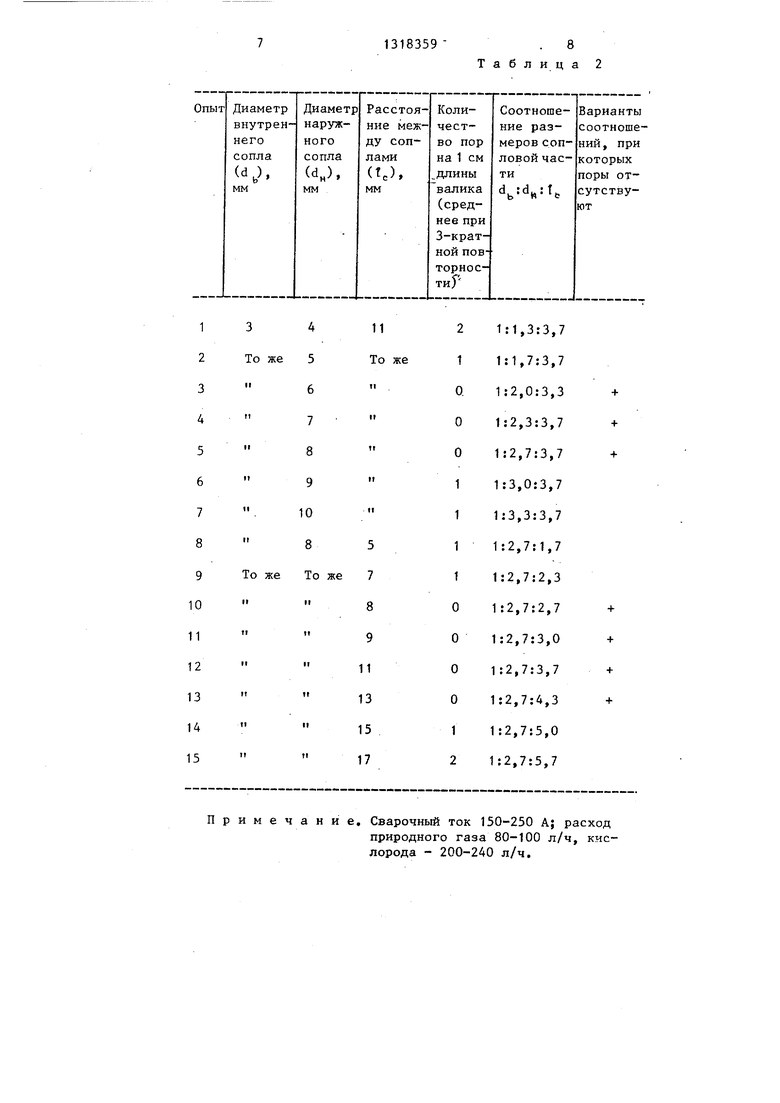
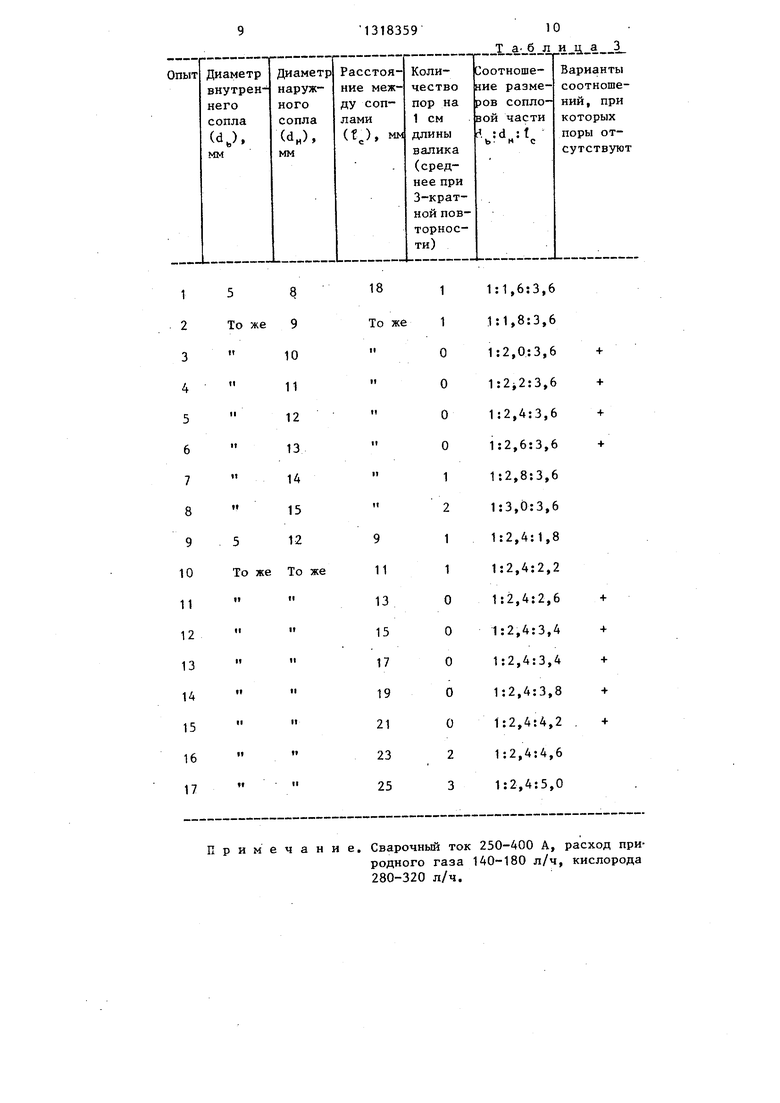
Диаметр выходного канала d внутреннего сопла 10, диаметр выходного
канала D наружного сопла 4 и расстояния между срезами сопел и выполнены в соотношении 1 : (2,0-2,7):(2,7-4,3), которое определено экспериментально (табл, 1-3)о
20 При работе горелки в режиме наплавки газ подается в штуцеры 3, а кислород в штуцер 7, Кислород проходит через инжектор 6, осевой канал 8, внутреннее сопло 10. Газ проходит по каналу в наружное сопло 4 и выходит из него кольцевым потоком. Таким образом, в наружном сопле 4 движутся два концентричных потока - внутренний поток кислорода и наружный поток
газа. На пути движения в наружном сопле 4 происходит частичное перемешивание газа и кислорода в пограничных слоях и сгорание По выходе потоков из наружного сопла формируется
35 конусообразное пламя. Факел пламени защищает сварочную ванну и дугу, образующуюся между плавящимся злектро- дом 14 и наплавляемой деталью 15, от воздействия внешней среды. Изменяя 40 расход кислородаj можно регулировать
25
его содержание в смеси и тем самым изменить окислительный потенциал защитного факела.
При работе горелки в режиме подогрева в наружное сопло 4 вставляется вставка 11, фиксируется винтом 12 Горючий газ подается в штуцер 5, кислород - в штуцер 7. Инжектор 6 и осевой канал 8 (он же и смесительная камера) позволяют качественно подготовить смесь горючего газа и кислорода. Проходя через каналы вставки 11, смесь со скоростью, превьш1ающей скорость воспламенения, выходит из горелки и здесь эффективно сгорает, образуя максимальное количество тепла, которое может дать горючий газ при полном сгорании. Это тепло используется для подогрева детали. На фиг. А представлена схема подвода газов к газовой горелке При работе в режиме наплавки вентилями 16 и 17 по ротаметрах 18 и 19 устанавлираются необходимые расходы горючего газа, например природного газа и кислорода. При помощи тумблером 20 и 21 включаются отсекатели 22 и 23 и горючий газ и кислород подаются в горелку. Газы в этом случае частично смешиваются в наружном сопле и на выходе из него. При горении образуется защитный факел. I
При работе в режиме подогрева тумблерами 20 и 21 выключаются отсекатели 22 и 23, доступ газоб в горелку прекращается. В наружное сопло вставляется вставка. Затем открываются по очередно вентили 24 и 25. Горючий газ и кислород через осевой канал подаются в горелку, смешиваются и на выходе из каналов вставки в смесь сгорают, образуя мощньй однородный факел. Наплавляемая деталь при этом получает максимальное количество тепла, выделяемого факелом.
Применение горелки позволяет восстанавливать широкую номенклатуру стальных и чугунньпх деталей.
В условиях ремонтных мастерских, особенно в районах, отдаленных от промьш1ленных центров, горелка позволяет не только высокопроизводительно наплавлять детали с использованием дешевых и доступных материалов, но и производить подогрев деталей. При этом не требуется специальное термическое оборудование Формула изобретения
1.Горелка для защиты сварочной ванны при дуговой наплавке, содержащая корпус с осевым каналом для подачи кислорода, а также соединенные с
осевым каналом концентричные внутреннее сопло и наружное сопло, соединенное со. штуцером для подачи природного газа, отличающаяся тем, что, с целью повьш1ения к чества наплавки и уменьшения расхода защитных газов, диаметр выходного канала внутреннего сопла, диаметр, выходного канала наружного сопла и расстояние между срезами сопел выполнены в соотношении 1:(2,0-2,7): :(2,7-4,3)
2.Горелка по п. 1, о т л и ч а ю- щ а я с я тем, что, с целью уменьше
ния расхода защитного газа и времени
предварительного подогрева деталей перед наплавкой, она снабжена дополнительным штуцером для подачи природного газа, соединенным с центральным каналом, и установленной в наружном сопле вставкой с продольными канавками на наружной поверхности, образующими каналы с внутренней поверхностью сопла.
Примечание. Сварочный ток 100-140 А. Расход природного газа 100-140 л/ч, кислорода - 240- 280 л/ч.
Таблица 1
Примечание, Сварочный ток 150-250 А; расход
природного газа 80-100 л/ч, кислорода - 200-240 л/ч.
Таблица 2
Примечание, Сварочный ток 250-400 А, расход природного газа 140-180 л/ч, кислорода 280-320 л/ч.
фиг. 2
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой наплавки | 1987 |
|
SU1493414A1 |
| Плазменная горелка | 1989 |
|
SU1710247A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для сварки и наплавки в вакууме | 1977 |
|
SU642106A2 |
| Устройство для дозирования порошков с последующим смешиванием | 2019 |
|
RU2709180C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2053068C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
Изобретение относится к сварочному производству и может быть использовано при наплавке и сварке стальных и чугунных деталей, в частности, в ремонтном производстве при восстановлении изношенных деталей наплавкой.Цель изобретения повьппение (Л
фаг.
Составитель Г. Квартальнова Редактор- С. Патрушева Техред В.КадарКорректор В. Бутяга
Заказ 2458/10 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Способ дуговой сварки | 1971 |
|
SU448096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU153595A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кислород Горелка для наплавки в среде природного газа и кислорода | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Технология и оборудование сварочного производства | |||
