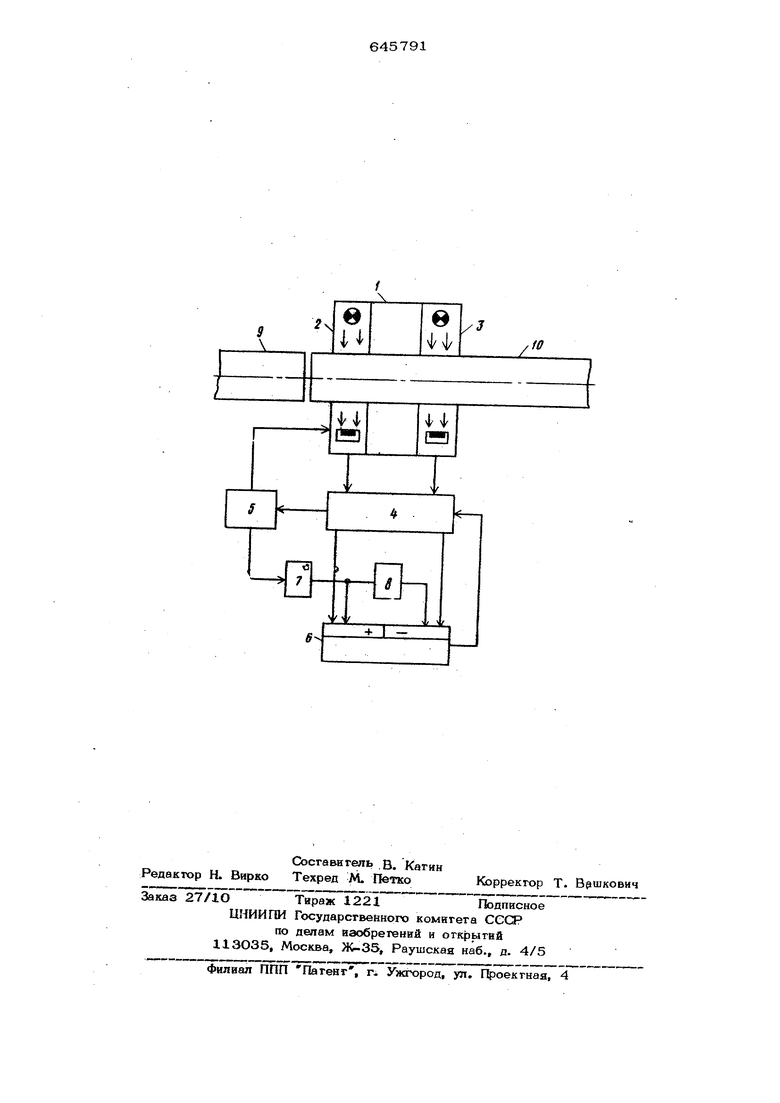
кая зона металла, в районе стыка и нарушаются условия пласти еской деформации, Увеличение же длительности нагреве приводит к повышенному окислению поверхностей свариваемых деталей, а следовательно, и снижению качества свариваемых изделий . Целью изобретения является повышение качества сварных соединений и произ водительности процесса сварки. Поставленная цель достигается тем, НТО устройство снабжено дополнительным фогодатчиком, расположенным симметрично первому относительно оси индукторая датчиком числа оборотов двигателя мекатазма Перемещегия и счетчиком импульсов этого датчика, связанным со схемой управления. На чертеже изображена блок-схема устройства. На кольцевом индукторе 1 размещены фотодатчик 2 и фотодатчик 3. Выходы фо тодатчиков подключены к схеме 4 управления, соединенной с механизмом 5 перемещения и реверсивным счетчиком 6. Ме ханизм перемещения через датчик 7 оборотов и делитель 8 частоты также соединен с реверсивным счетчиком 6. В индукторе 1 помещены свариваемые детали 9 и lOj закрепленные с зазором. Устройство работает следующим образом, В исходном состоянии индуктор 1 находится в определенном положении относительно стыка, например справа. Цикл ориентации начинается включением управления механизма перемещения 5, при этом инду14тор 1 начинает- переме щаться блево. Датчик оборотов фиксируе обороты двигателя механизма 5 перемещения, .при этом выходные кмпульсы этого датчика, частота которых делится на два делителем 8 частоты поступают на счетчик 6. Начало счета его совпадает с моментом совмещения зазора с фотодатчиком 2, который формирует сигнал на схему 4 управления,, разрещающий суммирование счетчиком 6 импульсов, поступающих с делителя частоты 8. Так как один импульс, поступающий с датчика 7 оборотов, соответствует определенному п емещению Д индуктора, то число зафиксированных импульсов пропорционально пройденному пути. В момент совмещения зазора ,с фотодатчиком 3 поступающий с него сигнал запрещает суммирование импульсов счетчиком 6. Зафиксированное число; импульОВ Осоответствует перемещению О 2 ОД равному расстоянию между фотодат- Одновременно механизм 5 перемещения изменяет направление,,..при этом paisрешается обратный счег импульсов, поступающих с датчика 7 оборотов. После поступления Q импульсов счетчик 6 возвращается в исходное состояние, что приводиг к формированию сигнала, осу- щест1 ляющего через схему 4 управления останов механизма 5 перемещения. Это соответствует перемещению на - QA - т. е. возврату индуктора 1 на половину расстояния между фотодатчиками 2,3, т.е. установке положения, при котором ось индуктора совмещена с зазорюм. Таким образом, предлагаемое устройство позволяет с достаточной точностью производить ориентацию индукторов, не имеющих отверстий, благодаря чему уменьшается подводимая к нему высокочастотная мощность, следовательно,, , уменьшается зона нагрева и увеличивается его скорость. Сужение зоны и сокращение цикла нагрева улучшает температурный режим и обеспечивает улучшение: качества сварных соединений, одновременно повышается производительность устройства. Формула изобретения Устройство для продольной ориентации индуктора при стыковой сварке токами высокой частоты, содержащее закрепленный на индукторе фотодатчик, соединенный со схемой управления, выход которой подключен к механизму перемещения индуктора, отличающееся тем, что, с целью, повышения ka4ecTBa сварных соединений и производительности процесса, сварки, оно снабжено дополнительным фотодатчиком,, расположенным симметрично первому относительно оси индуктора, датчиком числа оборотов двигателя механизма перемещения и счетчиком, импульсов этого датчика, связанным со схемой управления. Исэочники информации, принятые во внимание при экспертизе 1.Патон Б. Е., Лебедев В. К. Электрооборудование для контактной сварки .. М., Машиностроение, 1969, с. 215-219. 2.Корсуно.в В. М. Исследование и разработка технологии стыковой сварки с нагревом ТВЧ труб поверхностей kaiv рева котлоагрегатов, автореферат диссертации М., ЦНИИТмащ, 1971, с. 10-11,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной ориентации индуктора | 1984 |
|
SU1234116A1 |
| Устройство для продольной ориентации индуктора | 1986 |
|
SU1318366A2 |
| Устройство для продольной ориентации индуктора | 1987 |
|
SU1524977A2 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Установка для стыковой индукционной сварки труб | 1985 |
|
SU1299743A1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для автоматического направления электрода по линии сварного соединения | 1984 |
|
SU1212731A1 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |