Изобретение относится к области сварки, в частности к автоматическому регулированию процесса высокочастотной сварки, и может быть использовано при изготовлении прямошовных труб.
Целью изобретения является повышение точности и надежности регулирования работы устройства.
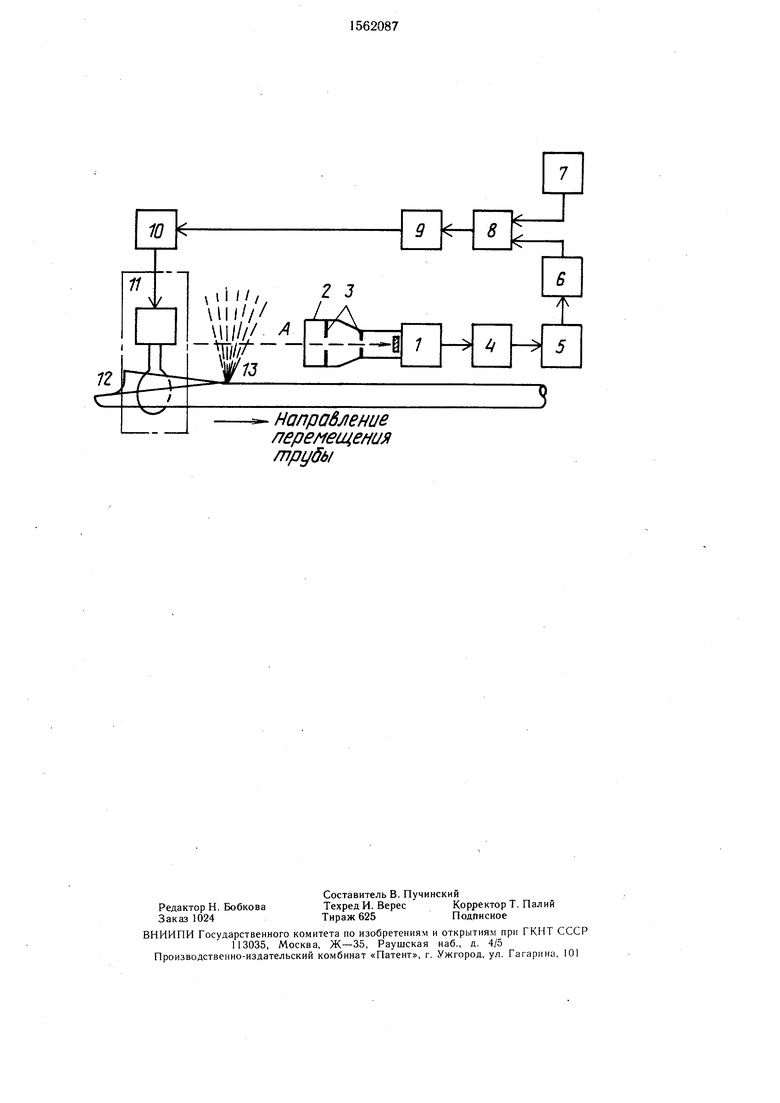
На чертеже приведена структурная схема устройства для автоматического регулирования процесса высокочастотной сварки труб.
Устройство содержит фотодатчик 1, снабженный тубусом 2, во внутренней полости которого установлены две щелевые диафрагмы 3, сфокусированные в горизонтальной плоскости А визирования фотодатчика, блок 4 дифференцирования, формирователь 5 прямоугольных импульсов, частотомер 6, задатчик 7 режима сварки, элемент 8 сравнения с двумя входами, блок 9 управления, источник 10 питания и нагревательное устройство 11. Задатчик 7 режима сварки подключен к первому входу элемента 8 Сравнения.
Фото датчик 1, блок 4 дифференцирования, формирователь 5 прямоугольных импульсов и частотомер 6 соединены электрически последовательно, а выход частотомера подключен к второму входу элемента 8 сравнения.
Устройство для автоматического регулирования процесса высокочастотной сварки труб работает следующим образом.
Источник 10 питания устанавливается на оптимальную мощность нагревательного
сд
OS
ю
оо д
устройства 11, которая определяется по технологическим параметрам нагрева кромок свариваемой заготовки 12. Задатчиком 7 задается соответствующее значение оптимальной мощности нагрева свариваемых
сварки 13, а следовательно, увеличивается и количество выбрасываемых искр из очага сварки, при этом мощность нагревательного устройства изменяют в сторону уменьшения до оптимального значения накромок. В рабочем состоянии токами высо- 5 грева кромок. К возмущающим факторам, кой частоты нагреваются кромки свариваемой заготовки на участке от места расположения нагревательного устройства до места очага 13 сварки (место схождения
действующим на изменение объема расплавленного металла в очаге сварки, относятся изменения толщины кромок заготовки, структурные изменения в свариваекромок). При этом заготовка 12 продоль- -JQ мом металле, изменения скорости перено перемещается с установленной скоростью, В месте схождения кромок выбрасываются искры, количество которых зависит от объема расплавленного металла в очаге 13 сварки. Траектории летящих
мещения заготовки и колебания мощности нагрева.
По сравнению с базовым объектом использование предлагаемого устройства обеспечивает повышение точности и надежности
искр из очага 13 сварки пересекают плос- 15 регулирования процесса высокочастотной
кость визирования А фотодатчика и через щелевые прорези диафрагм 3 воспринимаются фотодатчиком в виде световых импульсов. Световые импульсы преобразуются фотодатчиком в электрический сигнал, который 2о поступает на вход блока 4 дифференцирования. Продифференцированный электрический сигнал поступает на вход формирователя 5 прямоугольных импульсов и далее на вход частотомера 6. Частотомер
сварки труб, что приводит к повышению качества сварного соединения.
Формула изобретения
Устройство для автоматического регулирования процесса высокочастотной сварки труб, содержащее фотодатчик, задат- чик режима сварки, элемент сравнения с двумя входами, блок управления, исзамеряет количество прямоугольных импуль- 25 точник питания и нагревательное устройстсварки 13, а следовательно, увеличивается и количество выбрасываемых искр из очага сварки, при этом мощность нагревательного устройства изменяют в сторону уменьшения до оптимального значения на грева кромок. К возмущающим факторам,
действующим на изменение объема расплавленного металла в очаге сварки, относятся изменения толщины кромок заготовки, структурные изменения в свариваемом металле, изменения скорости перемещения заготовки и колебания мощности нагрева.
По сравнению с базовым объектом использование предлагаемого устройства обеспечивает повышение точности и надежности
регулирования процесса высокочастотной
сварки труб, что приводит к повышению качества сварного соединения.
Формула изобретения
Устройство для автоматического регулирования процесса высокочастотной сварки труб, содержащее фотодатчик, задат- чик режима сварки, элемент сравнения с двумя входами, блок управления, ис
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1549702A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657938A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1981 |
|
SU988496A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU925585A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU572349A1 |
| Устройство для автоматического ре-гулиРОВАНия пРОцЕССА ВыСОКОчАСТОТ-НОй СВАРКи | 1979 |
|
SU846177A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| Способ автоматического регулирования процесса высокочастотной сврки | 1988 |
|
SU1563925A1 |
Изобретение относится к сварке, в частности к автоматическому регулированию процесса высокочастотной сварки труб. Цель изобретения - повышение точности и надежности регулирования процесса высокочастотной сварки труб. Устройство содержит фотодатчик, задатчик режима сварки, элемент сравнения с двумя входами, блок управления, источник питания и нагревательное устройство. Устройство для регулирования снабжено блоком дифференцирования, формирователем прямоугольных импульсов и частотомером. Фотодатчик имеет тубус, во внутренней полости которого установлены две щелевые диафрагмы, сфокусированные в горизонтальной плоскости визирования фотодатчика. При этом фотодатчик, блок дифференцирования, формирователь прямоугольных импульсов и частотомер соединены последовательно, а выход частотомера подключен к второму входу элемента сравнения. С увеличением температуры нагрева кромок свариваемой заготовки увеличивается объем расплавленного металла в очаге сварки. Следовательно, увеличивается и количество выбрасываемых искр. При этом мощность нагревательного устройства уменьшают до оптимального значения нагрева кромок. 1 ил.
сов в единицу времени и выдает результат измерения на второй вход элемента 8 сравнения. Полученный результат частотомера сравнивается с заданным значением задатчика 7 режима сварки. При отклонево, причем задатчик режима сварки подключен к первому входу элемента сравнения, отличающееся тем, что, с целью повышения точности и надежности регулирования, оно снабжено блоком дифференнии замеренного количества прямоугольных 30 цирования, формирователем прямоугольных
импульсов и частотомером, при этом фотодатчик снабжен тубусом, во внутренней полости которого установлены две щелевые диафрагмы, сфокусированные в горизонтальной плоскости визирования фотодатимпульсов в единицу времени от заданного задатчиком 7 режима сварки элемент 8 сравнения выдает электрическую команду на блок 9 управления, в результате чего последний изменяет значение
импульсов и частотомером, при этом фотодатчик снабжен тубусом, во внутренней полости которого установлены две щелевые диафрагмы, сфокусированные в горизонтальной плоскости визирования фотодатустановленной величины мощности источни- 5 чика, причем фотодатчик, блок дифференка 10 питания нагревательного устройства 11.
С увеличением температуры нагрева кромок свариваемой заготовки 12 увеличиваетцирования, формирователь прямоугольных импульсов и частотомер соединены последовательно, а выход частотомера подключен к второму входу элемента сравнеся объем расплавленного металла в очаге 40 ния.
во, причем задатчик режима сварки подключен к первому входу элемента сравнения, отличающееся тем, что, с целью повышения точности и надежности регулирования, оно снабжено блоком дифференцирования, формирователем прямоугольных
цирования, формирователем прямоугольных
импульсов и частотомером, при этом фотодатчик снабжен тубусом, во внутренней полости которого установлены две щелевые диафрагмы, сфокусированные в горизонтальной плоскости визирования фотодатчика, причем фотодатчик, блок дифференчика, причем фотодатчик, блок дифференцирования, формирователь прямоугольных импульсов и частотомер соединены последовательно, а выход частотомера подключен к второму входу элемента сравне
,
in/// -L ш/// л
Ш /j
направление перемещения трубы
3
| Способ автоматического регулирова-Ния пРОцЕССА ВыСОКОчАСТОТНОй CBAP-Ки и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU812472A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
