1 13
Изобретение относится к способам игготокпення свароч {ых плавленых-, флюсов, иснользуемых при автоматической наплавке в различных отраслях машиностроения, в частности в атомном и энергетическом машиностроении, при наплавке внутренней поверхности реакторов, парогенераторов, компенсаторов давления из .стали марок 15Х2НМФА и 10Г2НМФА,
Высокие сварочно-технологические свойства обеспечивают флюсы, содержащие в своем составе большое количество кислых комплексообразую11Ц1х окислов ( не менее 50% по массе ), к которым следует отнести кремнезем. Повышенная концентрация кислых окислов во флюсе обуславливает его повьЕчен- ную химическую активность (Аф 0.3- 0,6) по отношению к наплавленному металлу, что может привести к образованию горячих трещин. Улучшение
.g 1 8CaO+g gi5MgO+0 006CaFz +OjgU( Na2.)+Ojgg7(MnO+FeO) где В - -0,017Si02+o7o05rA1 03+Ti02- -Zr02)
Это связано с тем, что при изготовлении флюсов должно происходить окисление вводимого при выплавке металлического хрома активными окислами (, SiO и др.).
Способ осуществляют следующим образом.
Компоненты шихты плавят в электродуговой печи, преимущественно с водо охлаждаемым металлическим кокилем. После расплавления основной шихты и выдержки расплава в него вводят порошок хрома в количестве 0,5-3,5%. Оптимальное время вьщержки флюса, необходимое для окисления и растворения хрома, составляет 60-360 с. После этого производят грануляцию флюса в воде,
Хром при введении его на зеркало плавильной печи реагирует прежде всего с окисью железа по реакциям
ЗСг + , ЗСгО + 2Fe + Q 2СГ + + 2Fe + Q f
Образовавшиеся в результате окислительно-восстановительных реакций ОКИСТ1Ы хрома растворяются во флюсе, а восстаношгенное железо оседает на дно печи.
Причем во фпюсах, выплавленных по указанной техигшо1-ии, большая часть
8375
5
0
метаппургических характеристик такого флюса обеспечивается за счет введения в его состав окиси хрома в количестве 2-6%, которая является тугоплавким ингредиентом, что существенно усложняет технологию выплавки флюса.
Цель изобретения - повьштение металлургических свойств флюса, а именно повьш1ение стойкости наплавленного металла против образования горячих трещин за счет изменения фазового состава флюса.
Предлагаемый способ может быть использован для вьпшавки флюса, который содержит в своем составе 2-6% окси,ца хрома и предназначен для сварки (наплавки) сталей с содержанием хрома не менее 14%, Причем флюсы должны относиться к группе активных: А,,, t(Si02)+0,42(MnO)B2:J/100 В 0,3-0,6
металлического хрома окисляется до субокисла СгО (около 90%) и только 10% от общего содержания окислов хрома находится в виде Сг20з
Перечисленные изменения фазового состава флюса, полученные в резуль- тате применения предлагаемой технологии, приводят к улучшению металлургических свойств выплавленного флюса, так как СгО проявляет ; более основные свойства и поэтому в меньшей Степени способна окислять легирующие элементы металла электродной ленты. Это снижает содержание кислорода и повьшгает содержание феррит- ной фазы в наплавленном металле, что повьшшет стойкость наплавленного металла против образования горячих трещин. Кроме того, окисел СгО понижает вязкость флюса.
Снижение вязкости флюса способст
вует более стабильному горению дуги в процессе наплавки электродной лентой, что объясняется более равномерным выходом газов из зоны горения дуги. Снижается также доля участия основного металла в наплавленном до 15-18%, против 20-25% при наплавке под флюсом, выплавленным по известной технологии.
Это способствует увеличению содержания ферритной фазы в наплавленном металле и снижает степень неоднородности распределения феррита по поверхности и сечению валика, что повышает стойкость наплавленного металла против образования горячих трещин.
Проведенные исследования показывают, что введение порошка хрома менее 0,5% от веса шихты недостаточно для получения необходимого количества субокислов хрома ю флюсе при его выплавке и получения высоких металлургических характеристик флюса, а более 3,5% приводит к резкому возрастанию осадка на дне электродуговой печи, следовательно к недопустимо большому содержанию металлических включений (металлических корольков ) во флюсе.
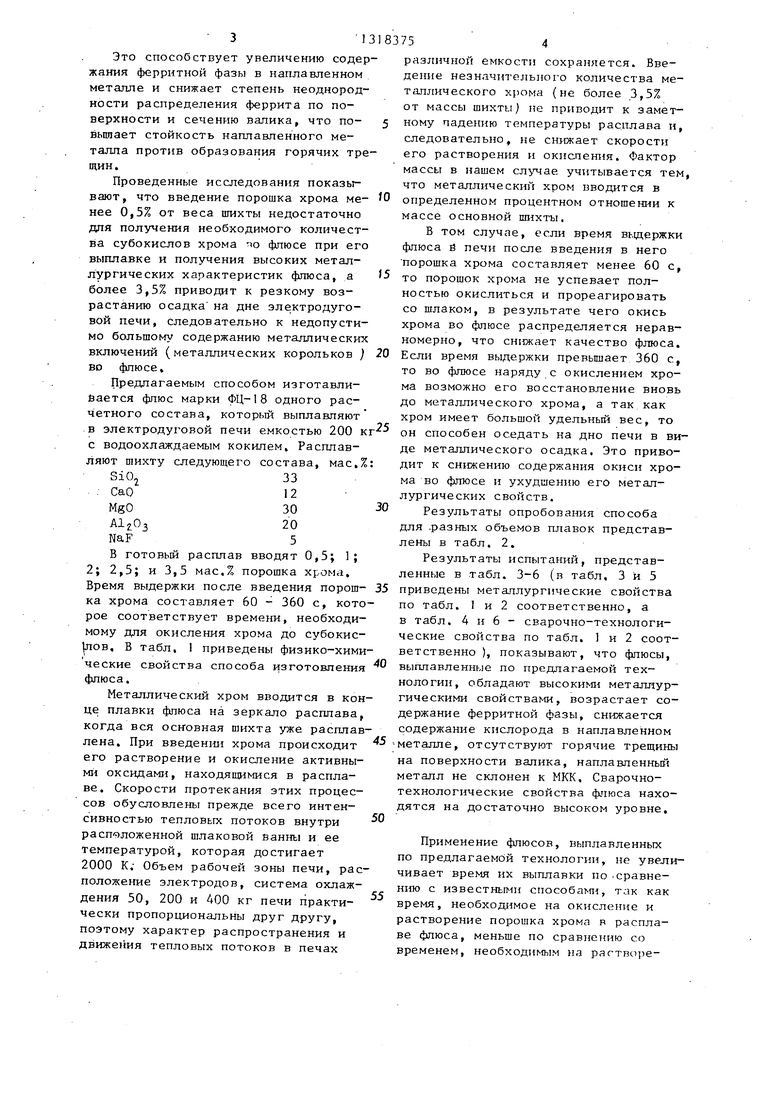
Предлагаемым способом изготавливается флюс марки ФЦ-18 одного расчетного состава, который выплавляют в электродуговой печи емкостью 200 к с водоохлаждаемым кокилем. Расплавляют шихту следующего состава, мас,%
SiO,33
12 30 20
NaF5
В готовый расплав вводят 0,5; 1; 2; 2,5; и 3,5 мас,% порошка хрома.
СаО MgO А1гОз
по табл. 1 и 2 соответстве в табл. 4 и 6 - сварочно-т ческие свойства по табл. 1
ветственно ), выплавленные
45
Время выдержки после введения порош- 35 приведены металлургические ка хрома составляет 60 - 360 с, которое соответствует времени, необходимому для окисления хрома до субокис|лов, В табл. I приведены физико-хими- .
ческие свойства способа изготовления
флюса.
Металлический хром вводится в конце плавки флюса на зеркало расплава, когда вся основная шихта уже расплавлена. При введенш хрома происходит его растворение и окисление активными оксидами, находяшимися в расплаве. Скорости протекания зтих процессов обусловлены прежде всего интенсивностью тепловых потоков внутри расп -)ложенной шлаковой ванны и ее температурой, которая достигает 2000 К; Объем рабочей зоны печи, расположение электродов, система охлаждения 50, 200 и 400 кг печи практически пропорциональны друг другу, поэтому характер распространения и движения тепловых потоков в печах
50
показывают, ч по предлагаем нологии, обладают высокиьш гическими свойствами, возр держание ферритной фазы, с содержание кислорода в напл металле, отсутствуют горяч на поверхности валика, нап металл не склонен к МКК, С технологические свойства ф дятся на достаточно высоко
55
Применение флюсов, выпл по предлагаемЬй технологии чивает время их выплавки п нию с известными способам1 время, необходимое на окис растворение порошка хрома ве флюса, меньше по сравне временем, необходимым на р
5
0
0
различной емкости сохраняется. Введение незначительного количества металлического хрома (не более 3,5% от массы шихть не приводит к заметному падению температуры расплава и, следовательно, не снижает скорости его растворения и окисления. Фактор массы в нашем учитывается тем, что металлический хром вводится в определенном процентном отношении к массе основной шихты,
В том случае, если время выдержки флюса и печи после введения в него порошка хрома составляет менее 60 с, то порошок хрома не успевает полностью окислиться и прореагировать со шлаком, в результате чего окись хрома во флюсе распределяется неравномерно, что снижает качество флюса. Если время выдержки превышает 360 с, то во флюсе наряду с окислением хрома возможно его восстановление вновь до металлического хрома, а так как хром имеет большой удельный вес, то он способен оседать на дно печи в виде металлического осадка. Это приводит к снижению содержания окиси хрома во флюсе и ухудшению его металлургических CBoiiCTB.
Результаты опробования способа для .разных объемов плавок представлены в табл. 2.
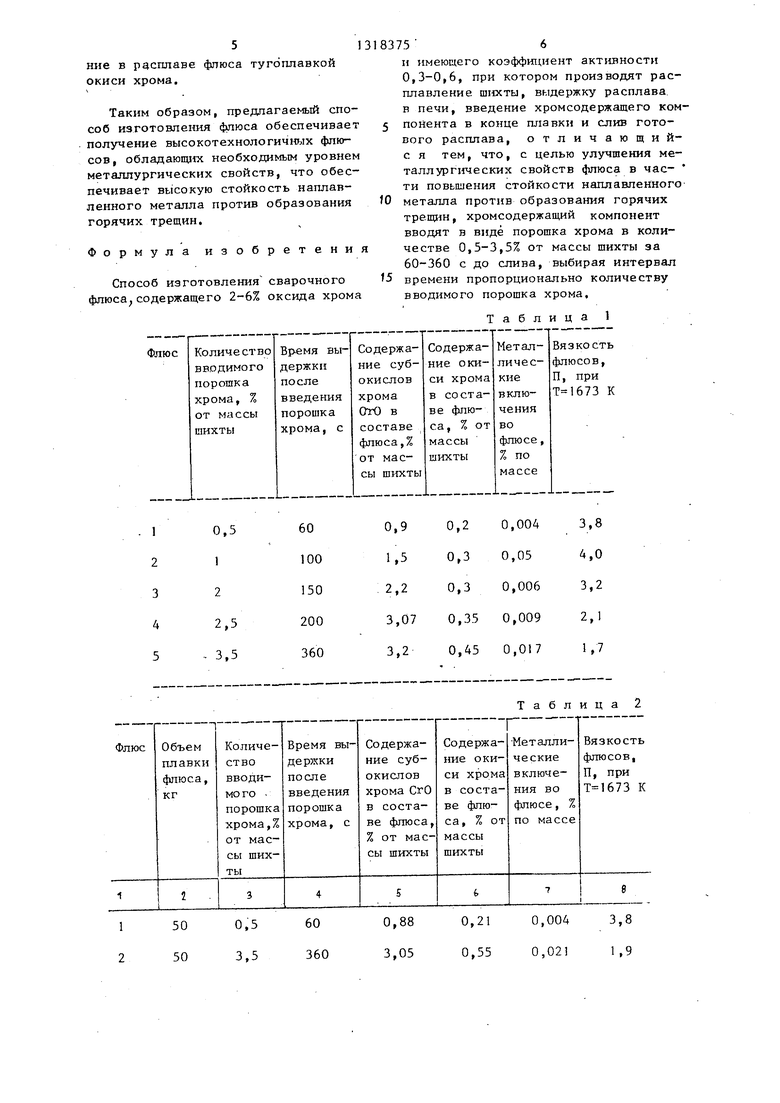
Результаты испытаний, представленные в табл. 3-6 (в табл. 3 и 5
свойства
по табл. 1 и 2 соответственно, а в табл. 4 и 6 - сварочно-технологи- ческие свойства по табл. 1 и 2 соот35 приведены металлургические
ветственно ), выплавленные
показывают, что флюсы, по предлагаемой технологии, обладают высокиьш металлургическими свойствами, возрастает содержание ферритной фазы, снижается содержание кислорода в наплавленном металле, отсутствуют горячие трещины на поверхности валика, наплавленный металл не склонен к МКК, Сварочно- технологические свойства флюса находятся на достаточно высоком уровне.
Применение флюсов, выплавленных по предлагаемЬй технологии, не увеличивает время их выплавки по -сравнению с известными способам1, так как время, необходимое на окисление и растворение порошка хрома в расплаве флюса, меньше по сравнению со временем, необходимым на рагтвс11 енне в расплаве флюса тугоплавкой окиси хрома.
Таким образом, предпагаемый способ изготовления флюса обеспечивает получение высокотехнологичшлх флюсов, обладающих необходимым уровнем металлургических свойств, что обеспечивает высокую стойкость наплавленного металла против образования горячих трещин.
Формула изобретени
Способ изготовления сварочного флюса содержащего 2-6% оксида хрома
50
0,5
60
50
3,5
360
и имеющего коэффициент активности 0,3-0,6, при котором производят расплавление шихты, выдержку расплава в печи, введение хромсодержащего компонента в конце плавки и слив готового расплава, отличающи й- с я тем, что, с целью улучшения металлургических свойств флюса в час- ти повышения стойкости наплавленного металла против образования горячих трещин, хромсодержащий компонент вводят в виде порошка хрома в количестве 0,5-3,5% от массы шихты за 60-360 с до слива, выбирая интервал времени пропорционально количеству вводимого порошка хрома,
Т а б л и ц а 1
Таблица 2
0,88
0,21
0,004
3,8
3,05
0,55
0,02
,9
320021502,280,350,0063,1
44000,5600,820,360,0053,9
54003,53603,150,480,0191,74
Содержание феррит- вой фазы в наплавленном металле,%
Содержание кислорода в наплавленном металле, СО, %
Склонность наплавленного металла к межкристаллитной коррозии МКК
1,5 2,0 2,2
2,5 2,8
0,065 0,052 0,045 0,041 0,033
Не скло- Не скло- Не склонен иен нен
Не скло- Не скл нен нен
Наличие горячих трещин в наплавленном металле
Нет
Примечание, При наплавке под флюсами I - 5 используется лента марки ЭП-762, кл. 446881, сечением 0, мм с содержанием ферритной фазы, oi 3,5%.
Отделимость шлаковой коркиХорошая Хорошая Хорошая Хорошая Хорошая
Продолжение табл.2
Таблица 3
2,5 2,8
Не скло- Не склонен нен
Нет
Нет
Нет
Нет
Таблица 4
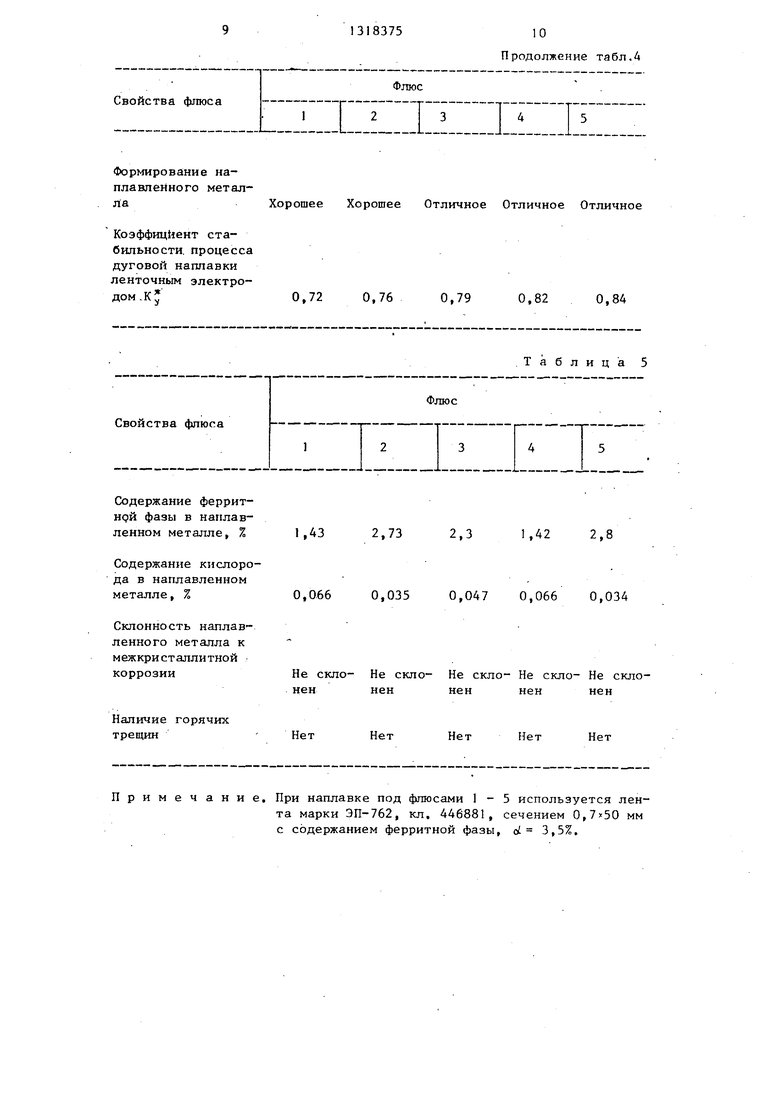
Формирование на- плавлейного металлаХорошее
Коэффициент стабильности, процесса дуговой наплавки ленточным электродом,К
Хорошее Отличное Отличное Отличное
0,72 0,76 0,79 0,82 0,84
Содержание феррит- ндй фазы в наплавленном металле, %
Содержание кислорода в наплавленном металле, %
Склонность наплавленного металла к межкристаллитной коррозии
1,432,732,31,422,8
0,0660,0350,047 0,066 0,034
Не скло- Не скло- Не скло- Не скло- Не склонен нен нен нен нен
Наличие горячих трещин
Нет
Примечание, При наплавке под флюсами 1 - 5 используется лента марки ЭП-762, кп, 446881, сечением 0, мм с содержанием ферритной фазы, Ы 3,5%,
1318375
10 Продолжение табл.4
Нет
Нет
Fie т
Нет
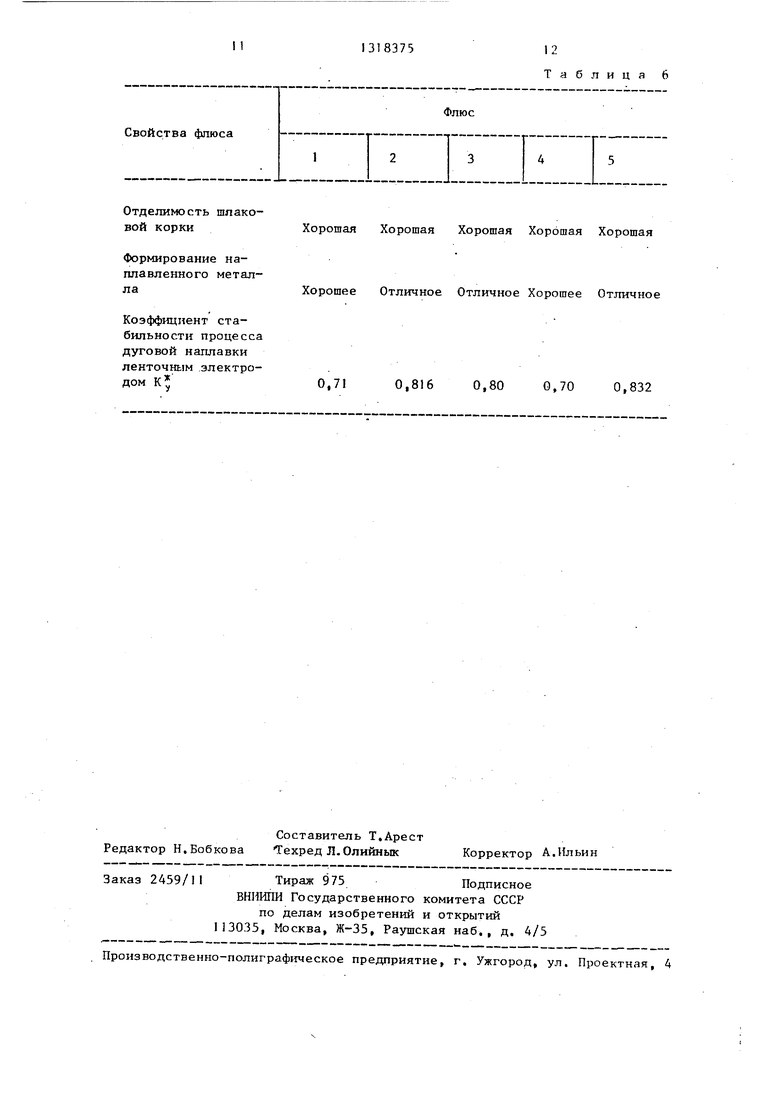
Таблица 6
Флюс Свойства флюса
12345
Отделимость шлаковой коркиХорошая Хорошая Хорошая Хорошая Хорошая
Формирование наплавленного металлаХорошее Отличное Отличное Хорошее Отличное
Коэффициент стабильности процесса дуговой наплавки ленточным электродом ,710,8160,800,700,832
Редактор Н.Бобкова
Составитель Т,Арест Техред Л.Олийнык
2459/1I
Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Ильин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварочного флюса | 1983 |
|
SU1117171A1 |
| Порошковая проволока для механизированной наплавки сталей | 2020 |
|
RU2750737C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| Способ получения плавленого флюса | 1990 |
|
SU1723147A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2753632C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2446930C1 |
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| Шихта порошковой проволоки | 1981 |
|
SU958063A1 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОТИТАНА ПОВЫШЕННОЙ ЧИСТОТЫ В ИНДУКЦИОННОЙ ПЕЧИ | 2003 |
|
RU2243280C1 |
| Состав сварочного материала | 1991 |
|
SU1780965A1 |
Изобретение относится к сварке и касается способа изготовления сварочного флюса, используемого при автоматической сварке ( наплавке) и различных отраслях машиностроения. Целью изобретения является повышение стойкости наплавленного металла против образования горячих трещин за счет изменения фазового состава флюса. Это достигается тем, что при изготовлении плавленного флюса за 60 - 360 с до слива флюса в расплав вводят порошок хрома в количестве 0,5 - 3,5% от массы шихты. При этом большая часть металлического хрома окисляется до субокисла СгО, что понижает вязкость флюса, увеличивает стабильность горения дуги, увеличивает содержание ферритной фазы в наплавленном металле. 6 табл. с (Л 00 00 со СП
| Способ изготовления плавленныхфлюСОВ | 1978 |
|
SU810418A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| - М.: ЦНИИТмаш, 1981, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления сварочного флюса | 1983 |
|
SU1117171A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
