1
Изобретение относится к ycTponcTBavi fljifl отделки notiepxHOCTH строительных изделий в вертикальном ноложенин и может быть использовано на нрелнрнмтиях строй- индустрии.
Цель изобретения -- повьпнение производительности и экономии отде. ючно ) материала.
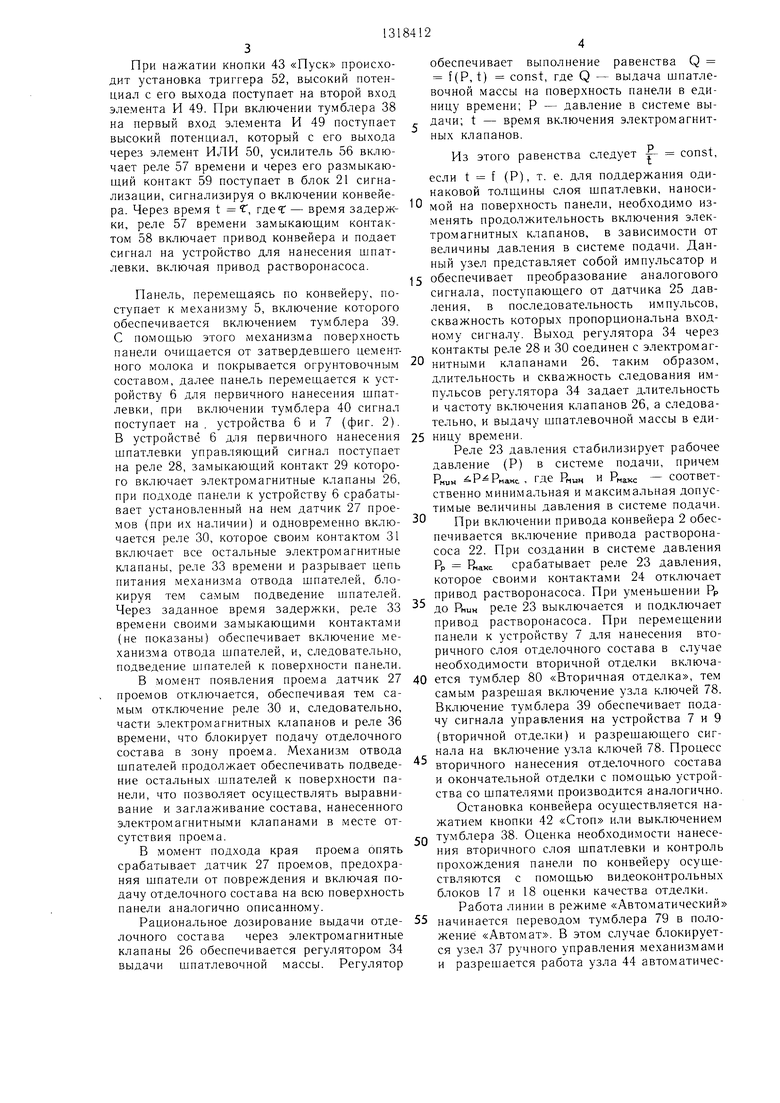
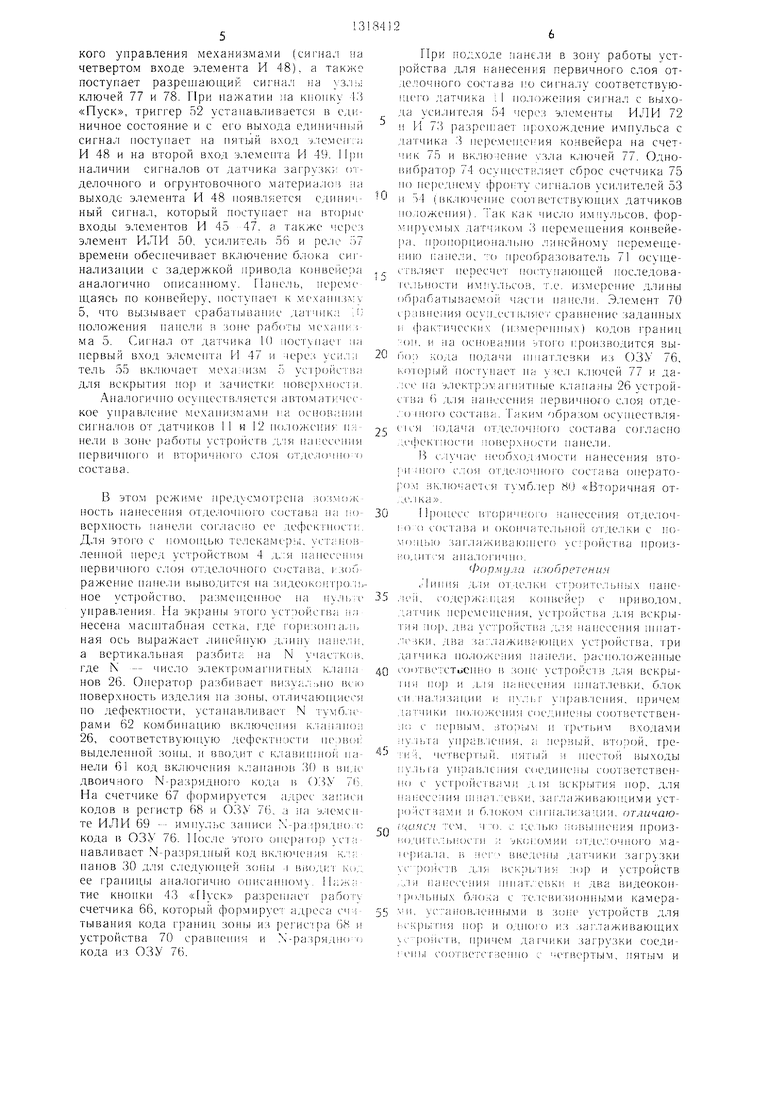
На фиг. I изображена структурная схел ;а линии отделки; на фиг. 2 - функциона.льная схема устройства нодачи шпатлевки изагла- живаюи1.его устройства; на фиг. 3 функциональная схема нульта унравления.
Линия для отделки строите; ьных ;IFHHH (фиг. 1) содержит конвейер I с нриводо.ч 2 и датчиком 3 неремен еиия, нане;1ь 4, уст
рОЙСТВО 5 для ВСК)ЫТИЯ И0), СТрОЙС 1 Р.;) п
и 7 для нанесения нпиат.ювки, заглажи ино- щие 8 и 9 устройства, датчики 0 12 по ложения, датчики 13-15 загрузки, |у,льг 1Н уиравления, видеоконтрольные бл)ки 17 и 18 с телевизио |ными камерами 19 и 20 и блок 2 сигнализации.
Устройство 5 Д.ЧЯ вскрытия пор HbIllO.:iH(но в виде нриводных И1,еток, ус анов;1е1п-:ь х на раме, и служит для искрьггия пор и зачистки новерхности.
Устройства 6 и 7 д:1я ианесения ипа-- девки {((). 2) включают п)ивод pucTiiopo насоса 22, pe. ie 23 давления с зазмыкаю- нди.м контактом 24 и датчик 25 давлении, например, с манометром с токс вым ныход- ным сигна,лом, электрома1 нитпые клапаны 26, включение которь:х обеспечивает ио- дачу 1ппатлевочной массы и;-; новс рхнос naHe. ik. N э,псктромагнитных кла1:янов 2(1 раснолагаются по вертикали :.i обес:печ; ва- ют нодачу отделочного состав; в .любую ;г зон. Число N клапанов выбирается ii3 условия получения онтнмальногч) качества (л де- лываемой Г1анели, причем в зависимостг; (п тииа отделываемых напс,лей первые К н N клаианоз устанавливаются таким обр;:- зом, чтобы пода15ать шпгпчпевочную массу i зону новерхности па11е.лн, не пмеюн1ук) па этом участке проемов. В coc i ai усл ройства для нанесения И1патлезки входят также дат чик 27 нроемов, например нутевой вык,л1оча- тель, ре.ле 28 с зам1 1каю111,им контактом 29, реле 30 с замыкающими контактами 31 и 32, реле 33 времени, )е1 улят{;г1 34 выдачи 1ппат- левочной масс1, манрамер ими льсал (.1),
Заг,лаживаю1цис уст;)ойства 8 и 9 со ншателями для разрав1П1за11ня и . вания нанесенных сосл авов pa: ,MeineiH)i па ра.ме и снабжены чехани,мом ЗГ) ncpcMcnic ния н иателей в вергнка.льной 11,ч)скостн. ки- не.матически связанным с меха1П Змо : 36 o l вода нп1ате;1ей от поверхиоелл- пане.ли, предотвращающим ПОЛОМКУ ,лей к прохождения края нанелн или проема.
Оиисан1н,1е механизмы мс 1 ул бьп ь CMOii тированы с двух сторон .линии:, что нозв(.1.. яет
1)оизводилъ отделку ол,новре.менно с двух сго) пане;1ей.
Пульт 16 управления (фиг. 3) содержит Vie;i 37 рупюго управления ме.ханиз.мами, вк.лючак)Н1ий л /мб,леры 38 41, кнопки 42 г(/г(п и 4,3 «Пуск, узел 44 автоматического управ.лепия мехапизма.ми, содержапшй .(ннческие Ь1,ле. П 45--49, ПЛИ 50, iU- 51, триггер 52, уси.лители 53--56, реле 57 времени с замыкающими 58 и размы- каюн1им 59 контакта.ми, узел 60 ввода программ)), со;;,е)жан1ий клавинн1ую па- ме,ль 6L N тумб,1еров 62, н нфратор 63, б.лок ()4 ун)ав.1ения, включающий refiepa- т;)р 65 .;тмнульсов, счетчики адреса считывания 66 и адреса записи 67 регистр 68, логически si элемент П,. 1И 69, э.ле.мент 70 сравнения, :р1 об 5аз()и тел1) 71. содержа1ний эле.менты ;.1ЛП 72, П 73, одновибратор 74 и счетчик 75, оператинпое лаломи;1аю1цее устройство (ОЗУ) 76, к,люч -- 77 и 78, содержаnuie . э.ле- MeirroB И, а также л мб::еры 79 «Автомат :п-чпойх и 80 «Вторичпая отделка,
Видс(жо1ггро,льпые блоки 17 и 18 е.лужат Д.1И дис 1 а11 и-1( опенки качества отдел- Kii II лредсл ав.лякгг собой промьин-ленную те- . г,М изионную усл ановку, 11)1:чем тс.левизион- камеры 9 н 20 размешаюл ся перед у.. л-р()йсгвам:л 6 и 7 для панесения 1нпат- .ловки и ;ioзно, оператору наб,лк)дать на 1И1деок(Л1Т)о.льных усл ройств, ра. аил ных на ||у.л1) л1рав,ления, изс браже- понсрхпос тн нане.ли до и ноеле пане- сепня )ог() с,лг)я отделочпого еоел ава. Ма основании оненкн )н(.1С ти, прове- дг-мной о.ле)(., оире;;.е,ляются необх(}ди- мость подачи Ч1 ;аг.лсв:)Ч1|ой массы в ту и.ли иную зону 110ве;)хнос-| I наис .ли и псобх(;ди- мосгь нанесении вторичного с,лоя отделочно- I о . остава.
0
Дал чики i3 .. j по.ложения и нул еиой зьис.лючатель с П жал .,.ли лередачи на ну.льт
М) уьравлення сигналов о нахождении па- пе.н; в зопе );:,Г:(ЛЛ)1 мсханиз.мов.
Л,атчик 3) iienc V.eiKcii г;я (датчик иереме- пн пия 1ЛФ 1| с,лу/кил ;;,ля передачи на г...льт I () управления чос.1едова ; е, 1ьности пульсов, часгсгга с,ледо1 апия колч)1ых нро- ло)ни()на.1Ы1а скоросли |;е|)еме1И,е11Ия конвейера.
,Пиния д, 1я (1тде.лк1; ст)оитс,ль.чых панелей ;)абол аел с.ледуюшим образом.
Предусмотрена но можност1 раболЛ) в
р кнмах «Ручной и «/ втомашчсский. В ре- «Ручг ой ос лцест1 ;,ляю гея дистанционное 15к,лк)че:1не клюлнилч льпых .мехапиз.мов : Гу.ль га К) );1влсния Л о1де,лка панели в соолл етствии с ее К(лк1:И|-урацией (срормой и размером )ем()в). R этом режиме тумб:гр 79 ((|ч;г. .3; нере;и)дится в положение гРхчно, подавая ГСМ самым нотенниал I r:u.r.4 d тумб,леры 38 41 и б,локи)уя к.лючи /7 л 78 и э,лемепт П --8,
При нажатии кнопки 43 «Пуск происходит установка триггера 52, высокий потенциал с его выхода поступает на второй вход элемента И 49. При включении тумблера 38 на первый вход элемента И 49 поступает высокий потенциал, который с его выхода через элемент ИЛИ 50, усилитель 56 включает реле 57 времени и через его размыкающий контакт 59 поступает в блок 21 сигнализации, сигнализируя о включении конвейеобеспечивает выполнение равенства Q f(P, t) const, где Q - выдача шпатле- вочной массы на поверхность панели в единицу времени; Р - давление в системе вы- дачи; t - время включения электромагнитных клапанов.
Из этого равенства следует const,
если t f (Р), т. е. для поддержания одинаковой толщины слоя шпатлевки, наносира. Через время t f, гдет - время задерж- мой на поверхность панели, необходимо изки, реле 57 времени замыкающим контактом 58 включает привод конвейера и подает сигнал на устройство для нанесения щпат- левки, включая привод растворонасоса.
Панель, перемещаясь по конвейеру, поступает к механизму 5, включение которого обеспечивается включением тумблера 39. С помощью этого механизма поверхность панели очищается от затвердевшего цементного молока и покрывается огрунтовочным составом, далее панель перемещается к устройству 6 для первичного нанесения шпатлевки, при включении тумблера 40 сигнал поступает на. устройства 6 и 7 (фиг. 2).
В устройстве 6 для первичного нанесения 25 ницу времени.
менять продолжительность включения электромагнитных клапанов, в зависимости от величины давления в системе подачи. Данный узел представляет собой им пульсатор и
15 обеспечивает преобразование аналогового сигнала, поступающего от датчика 25 давления, в последовательность импульсов, скважность которых пропорциональна входному сигналу. Выход регулятора 34 через контакты реле 28 и 30 соединен с электромаг20 нитными клапанами 26, таким образом, длительность и скважность следования импульсов регулятора 34 задает длительность и частоту включения клапанов 26, а следовательно, и выдачу щпатлевочной массы в едиРеле 23 давления стабилизирует рабочее давление (Р) в системе подачи, причем Р„„„ Р Р„а«с, где РМ«Н и соответственно минимальная и максимальная допустимые величины давления в системе подачи.
шпатлевки управляющий сигнал поступает на реле 28, замыкающий контакт 29 которого включает электромагнитные клапаны 26, при подходе панели к устройству 6 срабатывает установленный на нем датчик 27 проемов (при их наличии) и одновременно включается реле 30, которое своим контактом 31 включает все остальные электромагнитные клапаны, реле 33 времени и разрывает цепь питания механизма отвода шпателей, блокируя тем са.мым подведение шпателей.
30
Реле 23 давления стабилизирует рабочее давление (Р) в системе подачи, причем Р„„„ Р Р„а«с, где РМ«Н и соответственно минимальная и максимальная допустимые величины давления в системе подачи.
При включении привода конвейера 2 обеспечивается включение привода растворонасоса 22. При создании в системе давления Рр Р„ срабатывает реле 23 давления, которое своими контактами 24 отключает привод растворонасоса. При уменьшении Рр
Через заданное время задержки, реле 33 до Рмин реле 23 выключается и подключает
привод растворонасоса. При перемещении панели к устройству 7 для нанесения вторичного слоя отделочного состава в случае необходимости вторичной отделки включавремени своими замыкающими контактами (не показаны) обеспечивает включение механизма отвода шпателей, и, следовательно, подведение шпателей к поверхности панели.
привод растворонасоса. При перемещении панели к устройству 7 для нанесения вторичного слоя отделочного состава в случае необходимости вторичной отделки включаВ момент появления проема датчик 27 40 ется тумблер 80 «Вторичная отделка, тем
проемов отключается, обеспечивая тем самым отключение реле 30 и, следовательно, части электромагнитных клапанов и реле 36 времени, что блокирует подачу отделочного состава в зону проема. Механизм отвода шпателей продолжает обеспечивать подведе- ние остальных шпателей к поверхности панели, что позволяет осуществлять выравнивание и заглаживание состава, нанесенного электромагнитными клапанами в месте отсутствия проема.
В момент подхода края проема опять срабатывает датчик 27 проемов, предохраняя шпатели от повреждения и включая подачу отделочного состава на всю поверхность панели аналогично описанному.
Рациональное дозирование выдачи отделочного состава через электромагнитные клапаны 26 обеспечивается регулятором 34 выдачи щпатлевочной массы. Регулятор
самым разрешая включение узла ключей 78. Включение тумблера 39 обеспечивает подачу сигнала управ;ления на устройства 7 и 9 (вторичной отделки) и разрешающего сигнала на включение узла ключей 78. Процесс вторичного нанесения отделочного состава и окончательной отделки с помощью устройства со шпателями производится аналогично. Остановка конвейера осуществляется нажатием кнопки 42 «Стоп или выключением 5Q тумблера 38. Оценка необходимости нанесения вторичного слоя шпатлевки и контроль прохождения панели по конвейеру осуществляются с помощью видеоконтрольных блоков 17 и 18 оценки качества отделки.
Работа линии в режиме «Автоматический начинается переводом тумблера 79 в положение «Автомат. В этом случае блокируется узел 37 ручного управления механизмами и разре1пается работа узла 44 автоматичес55
обеспечивает выполнение равенства Q f(P, t) const, где Q - выдача шпатле- вочной массы на поверхность панели в единицу времени; Р - давление в системе вы- дачи; t - время включения электромагнитных клапанов.
Из этого равенства следует const,
если t f (Р), т. е. для поддержания одинаковой толщины слоя шпатлевки, наносименять продолжительность включения электромагнитных клапанов, в зависимости от величины давления в системе подачи. Данный узел представляет собой им пульсатор и
обеспечивает преобразование аналогового сигнала, поступающего от датчика 25 давления, в последовательность импульсов, скважность которых пропорциональна входному сигналу. Выход регулятора 34 через контакты реле 28 и 30 соединен с электромагнитными клапанами 26, таким образом, длительность и скважность следования импульсов регулятора 34 задает длительность и частоту включения клапанов 26, а следовательно, и выдачу щпатлевочной массы в еди30
Реле 23 давления стабилизирует рабочее давление (Р) в системе подачи, причем Р„„„ Р Р„а«с, где РМ«Н и соответственно минимальная и максимальная допустимые величины давления в системе подачи.
При включении привода конвейера 2 обеспечивается включение привода растворонасоса 22. При создании в системе давления Рр Р„ срабатывает реле 23 давления, которое своими контактами 24 отключает привод растворонасоса. При уменьшении Рр
до Рмин реле 23 выключается и подключает
до Рмин реле 23 выключается и подключает
привод растворонасоса. При перемещении панели к устройству 7 для нанесения вторичного слоя отделочного состава в случае необходимости вторичной отделки включа
самым разрешая включение узла ключей 78. Включение тумблера 39 обеспечивает подачу сигнала управ;ления на устройства 7 и 9 (вторичной отделки) и разрешающего сигнала на включение узла ключей 78. Процесс вторичного нанесения отделочного состава и окончательной отделки с помощью устройства со шпателями производится аналогично. Остановка конвейера осуществляется нажатием кнопки 42 «Стоп или выключением Q тумблера 38. Оценка необходимости нанесения вторичного слоя шпатлевки и контроль прохождения панели по конвейеру осуществляются с помощью видеоконтрольных блоков 17 и 18 оценки качества отделки.
Работа линии в режиме «Автоматический начинается переводом тумблера 79 в положение «Автомат. В этом случае блокируется узел 37 ручного управления механизмами и разре1пается работа узла 44 автоматичес5
кого управления механизмами (сигнал на четвертом входе элемента И 48), а постулает разрешаюн.1,ий сигнал на узль; ключей 77 и 78. При нажатии иа кнопку -I. «Пуск, триггер 52 устанавливается в едг;- ничное состояние и с ei o выхода единичный сигна. поступает иа нятый }.од v, ieMen-:;j И 48 и на второй вход элемента И 49. При наличии сигналов от датчик;) за1 р зк:.: отделочного и огрунтовочного материал) на выходе элемента И 48 появляется единичный сигнал, который гих тунает на BTOpi.ie входы элементов И 45 47. а также через элемент ИЛИ 50, уеили ель 56 и pe;io Ъ времени обеснечивает включение блока си|-- нализании с задержкой 1фиво;1а конвейера аналогично описанному. Панель, иереме щаясь но конвейеру, ноступаеч к .:е.ха1нг)л; 5, что вызывает срабатывание датчика .i) ноложения нанели si работы .iH-: ; ма 5. Си 1-1ал от датчика К) ностунаег на нервый вход элемента И 47 и че)ез ycii. iM тель 55 включае меха чнзм Ь устройства для вскрытия нор и зачнсткг: чове|)Х1 ос пг Аналогично ос 1нест. 1яется автомат}:чес- кое унравлеиие механизм а.ми i:a основании еигна. юв от датчико II и 12 Н(|;1ож;сни5 ir-i- не.ли 1 зоне рабо 1-ы уетройств д, ;я пагесення нервичио1Ч) и BTO Mi4Hor() с;1оя отделочпп о состава.
В этом режиме нредусмо1 реиа зо..мо/к ноеть нанесения отделочного состава на lio- верхиость анели со1 ласно ее дефек1ТИ)етг, Для этого с помонцло телекамер:,;, УСТИНОВ ленной перед уетройством 4 для нанесения нерви нюго слоя отде.лочног о состава, гзоо- ражеьн1е нане.пи выводится иа (н онтро;;1,.. ное . ст|)ойство, разлкмненное на нуль;с унрав.пения. На эк|)аны этого Ст: ойс1 ва iia несена маснггабная сетка, где 4)pii:u)Hi ;1Л1, ная ось выражает линейную длину нане/п;, а вертика,твная разбита на N х часткс ,, где N - ЧИС.10 э;1ектромагниг1;ых к.пана нов 26. Оператор разби 5ает ВИЗУ;;. Bcio новерхноеть изделия на зоны, отличакяниеся ио дефектности, устанавливает N тумб.осрами 62 комбинацию включения клананоз 26, соответствуюн1ую дефектности не)В()г: выделенной .зоньг и BBo;uiT с к.чавинпю ii;i- нели 61 код вк;ночения кланаиов () в двоичного -разридно 0 кода в О.ЧУ 71;. На счетчике 67 ф)0рмируется адрес записи кодов в рег истр 68 и Ол;У 7(}, а на э. 1емсн- те ИЛИ 69 -- имиул1 с .заииси N -|)a-:ридно ч; кода в ОЗУ 76. I осле это|-о опера гог) c-|.;i навливает N-разрялиый код включения к.-;;: нанов 30 Д/1Я е:1едую1ней зо1н,| л вг,од1:т .,: ее границы aiia. iorHLHio онисашюмх. Наи-;;; тие кнопкн 43 «Иуек разре1на.ет paooi v счетчика 66, который формнр ет ад)еса сч -; тывания кода границ зоны из )егис 1)а 68 и устройства 70 сравнения и кода из ОЗУ 76.
0
5
0
0
5
0
При подходе панели в зону работы устройства для ь;анесения первичного слоя от- ле. ючного состава по CHi Ha.iy соответствую- него л.атчика ; I но.южения еи1-нал с выхода усилите;1я 54 через, элементы ИЛИ 72 п И 7) разре1пает н ;охождение импульса с л.атчика .3 пере.меи1е1- ия конвейера на ечет- чг;к 75 и включение узла к;|ючей 77. Одно- ибрат()р 74 осу1нс--стн;1яет сброс счетчика 75 1И) нереднему фрогту сигна.юв уенлиггелей 53 и 54 (к;ночение eooN ветствующих датчиков 1 оложе Н1Я). Так как чиело и.мпульеов, (f)op- мн)уемых .датчиком 3 11еремен1ения конвейера, нропорпио 1алы1о л:.111ейному нере.менхе- пию панели, го |)еобраз{ 5атель 71 ств,.1яет пе|)есчет поступающей носледова- гельности имп) Л,сов. т.е. измере1Н1е длины o6p;i6aTi) час1и п.ннелг;. Э.лемент 70 I. р/звкения ocyir.C C i 1зляет с)авнение заданных п фактических (н: ,.мер(Ч1ньг) кодов |-ранин -он. и па ()(Ч1()ва1Н1и утого произвс1дитея вы- По;; к(.1да иодачп 1и 1ат. 1енки из ОЗУ 76, ь.о-|() носгх пает иа v Н Л ключей 77 и да- .:С1. па э;1ект|) агн ггпые к,)1 26 устрой- сти;) t i д,ля нанесения первичного с. юя отде- . Ч) 1ПОГО coc i aria. 1аки;м образом осушествля- (1СЯ подача отде.лочно1 о состава ссн ласно лпректнос ги )ис.сти нане;1и.
И с.лучае е()бход пюсти панееепия вто- niuioi o (.-/iOH отде. 1()чпо1 о c( операто- :ол1 зк. почается тумблер 8i) «Вторичная от- ...с . ка.
11)()п.есс BTOpa inoixj папесения отде.юч- i I) ii cocTaiia и окончатхч ллю -; О1 де. 1ки е но- n)nU)io заг;1ажпва1о;пе1 о vc:) произ- oл. ;|иа, К)гнч11о.
fl opMLjJiu и:(бретени 1
Л|Н1ПЯ для отделки стр()х паис- .н п, ( одсржапая конв(П1е;) с приводом. ;i;i i-4iH переме1ие1И1я, устройетва д.ля вскры- тпн пор, дна )ойст1 а для напесе Н1я Н1пат- ., два за; лажи ин нних устройства, три да1 чика иоложепия панели, распо.1()жен1Н)1е i ooTiie ;-eTuCiHi() в зоне устройс П для вскры- мги пор и л. гн иа несепия 1ниат;1евки, б. юк с1гп1а.лизации и: пх Л, . 1епия, приче.м латпики иол()ксл1ия сосл.ипепы еоот ететвен- п;; с 1ерв1 1м, З 1 opbp.i п 1 ре П им входами пульта уп)ав, 1спн1я. а пер;н.1Й, вл о:)г)й, гре- , пе1п-5е). пялллй и 1песл ой выходы iiy. H,ia управ, еоедииепы соотзетствен- с устро11ствами. .чля к крьгги я нор, для пипееепия niiia iле11ки, загл;|живаюии1ми уст- poncT iaMn и б.Н)К(.1м С1|1П1силизаиии. отличаю- иияс}1 тс-м, п О. с ПС ы) ;: ;11ьппепия нроиз- П ;; экогомип отдел(Я)но1 о ма- i ( ina/ia. в iicM ввеленП) л.атпики загрузки с ))пст15 Л..ЛЯ 1К к;п.,: 1 ия пор и устройств :;iH папесепия ншат. евки п два видеокон- ро. б,ло;ча с . гевичионны.м и камера- . установленн,гми в зоне устройств для j-v Kpi iiniH нор и одного из .-;а1 .лажиЕ аюнщх v- )OiicTB. причем датчики загрузки соеди- I епы соотзетс гзепно с -етвертым, пятым и
шестым входами пульта управления, выходы видеоконтрольных блоков соединены соответственно с седьмым и восьмым входами пульта управления, датчик перемещения
соединен с девятым входом блока управления, седьмой выход которого соединен с устройствами для нанесения шпатлевки и с приводом конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия отделки строительных панелей | 1978 |
|
SU768646A1 |
| Конвейерная линия для отделки панелей | 1980 |
|
SU1017502A1 |
| Способ конвейерной отделки строительных изделий | 1979 |
|
SU854920A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ ПЛОСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU420462A1 |
| Установка для двухсторонней вертикальной отделки поверхностей строительных изделий | 1989 |
|
SU1660978A1 |
| Конвейерная линия отделки строительных изделий | 1985 |
|
SU1310216A1 |
| СПОСОБ ШПАТЛЕВАНИЯ ДЕФЕКТОВ ДРЕВЕСИНЫ | 1989 |
|
RU2010826C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ, ВКЛЮЧАЮЩЕГО ГРУНТ-ШПАТЛЕВКУ И ОТДЕЛОЧНОЕ ПОКРЫТИЕ | 2016 |
|
RU2693128C1 |
| Установка для отделки плоских строительных изделий | 1980 |
|
SU912511A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ОТДЕЛКИ И ТРАНСПОРТИРОВКИ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ | 1970 |
|
SU288621A1 |
Изобретение относится к устройствам для отделки новер.хности строительны.х изделий в вертикальном положении и позволяет повысить нроизводительность и экономию отделочных материалов. Линия содержит конвейер 1 с приводом 2 и датчиком 3 перемещения, панель 4, устройство 5 для вскрытия пор, устройства 6 и 7 для нанесения шпатлевки, заглаживающие 8 и 9 устройства, датчики 10, 11 и 12 положения, датчики 13, 14 и 15 загрузки, пульт 16 управления, видеоконтрольные блоки 17 и 18 с телевизионными камерами 19 и 20 и блок сигнализации 21. 3 ил. ее оо 4 ГС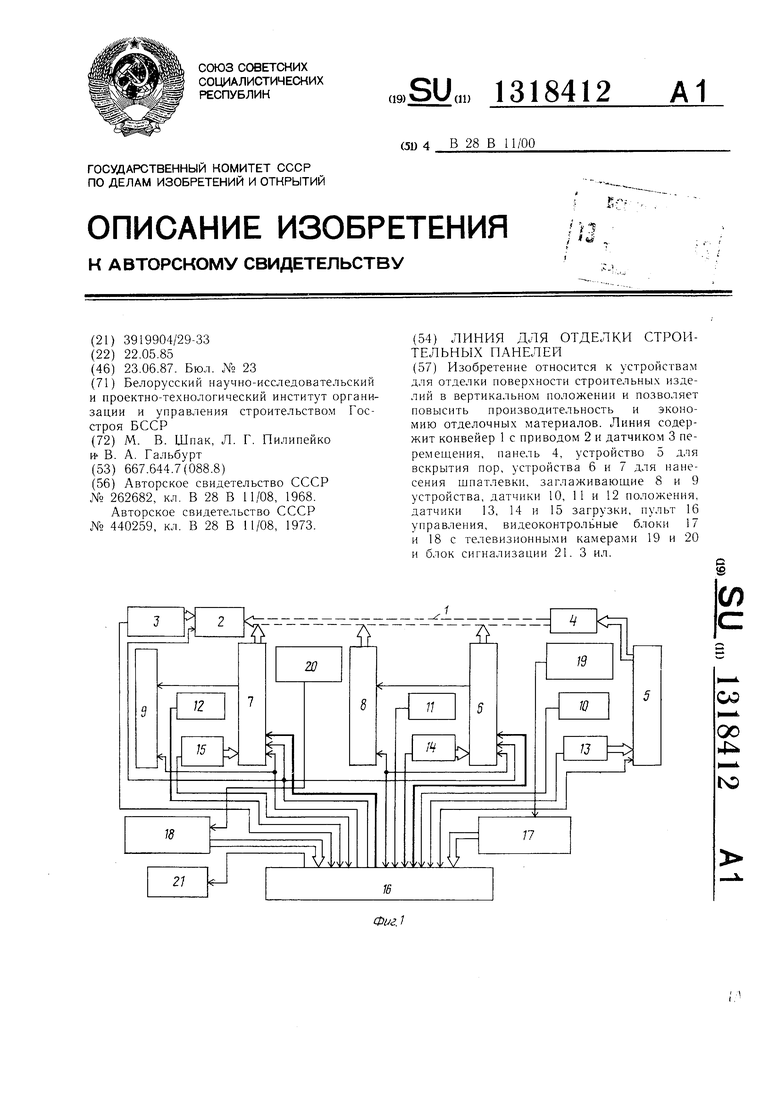
Пуск
21 гогвгчгг
Редактор Н. Лазаренко Заказ 2461/12
Составитель А. Кузнецов
Техред И. ВересКорректор И. Эрдейн
Тираж 524Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Физ.5
| КОНВЕЙЕРНАЯ ЛИНИЯ | 0 |
|
SU262682A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для отделки поверхностей строительных изделий | 1973 |
|
SU440259A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
