подшипника. Крышку прикрепляют винтами к корпусу. Враш.ают корпус 2 редуктора относительно неподвижного вала 1 (или наоборот). Измеряют величину М сопротивления враш.ению и заворачивают на резьбо
1
Изобретение относится к машиностроению и может быть использовано при автоматизации сборки валов редукторов для создания предварительного натяга в конических роликовых и радиально-упорных подшипниках.
Целью изобретения является повышение качества сборки и долговечности узла редуктора.
На фиг. 1 показана схема сборки узла редуктора при измерении моцента сопротивления вращению; на фиг. 2 - собранный с предварительным натягом в подшипниках узел редуктора.
Узел редуктора состоит из вала-шестерни 1 с резьбовым хвостовиком, кор- пуса 2, подшипников 3 и 4, деформируемой распорной втулки 5, крышки 6 с уплотнением 7, фланца 8, на который передается усилие от механизма 9 осевого кагружения, приспособления 10 фиксации и торможения крышки 6 с уплотнением 7 и промежуточ- ной скобы 11.
Создание предварительного натяга в подшипниках при сборке осуществляется следующим образом.
Собранный узел редуктора без гайки (фиг. 2) и без болтов 12,крепящий крышку 6 к корпусу, устанавливают на поворотное приспособление.
Между торцами фланца 8 и внутреннего кольца подщипника вводят промежуточную скобу 11 с пазом, позволяющим уда- лять ее без снятия каких-либо деталей узла.
Крыщку 6 фиксируют в приспособлении 10, обеспечив между ней и корпусом расстояние, равное толщине скобы К). Нагружая подшипники осевым усилием с помощью ме- ханизма 9 и вращая корпус относительно неподвижного вала, добиваются получения момента сопротивления вращению, равного оптимальному предварительному натягу в подщипниках узлов данного типа.
Далее затормаживают корпус и прово- рачивают вал, измеряя величину суммарного момента сопротивления вращению от двух составляющих: от трения в подщипниках и от трения между уплотнением 7 и фланцем 8. Отключив механизм 9 осевого нагружения, снимают осевую нагрузку и удавой хвостовик вала гайку до достижения величины крутящего М, равной суммарному М сопротивления враш.ению. Предлагаемый способ позволяет автоматизировать процесс сборки. 2 ил.
0
г
0
ляют промежуточную скобу 10. Фланец 8 сдвигают к подшипнику 4, крышку 6 закрепляют винтами к корпусу 2. Вращая корпус 2 редуктора относительно неподвижного вала 1 (или наоборот), затягивают гайку до -достижения измеренной величины суммарного момента сопротивления вращению.
Предлагаемый способ позволяет автомати зировать процесс сборки и более точно создавать оптимальный предварительный натяг в подщипниках с учетом всех факторов, влияющих на момент сопротивления вращению.
Формула изобретения
Способ создания предварительного натяга в радиально-упорных шариковых и конических роликовых подшипниках при сборке узлов редукторов, заключающийся в том, что подщипники полностью собранного подшипникового узла, содержащего распорную деформируемую втулку между внутренними кольцами, затягивают гайко й на резьбовом конце вала до достижения .мо- момента сопротивления вращению от трения в подшипниках, равного измеренному при оптимальном натяге, отличаюш,ийсятем, что, с целью повышения качества сборки и долговечности подшипникового узла, на резьбовой конец вала до навинчивания гайки устанавливают фланец и крышку с уплотнением, а между фланцем и внутренним кольцом подшипника вводят промежуточную скобу, крышку с уплотнением фиксируют от поворота относительно вала и корпуса, вращают корпус относительно неподвижного вала, затем нагружают подшипники осевым усилием до достижения момента сопротивления вращению от трения в подшипниках, равного измеренному при оптимальном натяге в узлах данного типа, затем вращают вал относительно неподвижного корпуса и определяют суммарный момент сопротивления вращению от трения в подшипниках и в уплотнении, после чего снимают осевое усилие, удаляют промежуточную скобу, прикрепляют крышку с уплотнение.м к корпусу, навинчивают и затягивают гайку до достижения суммарного момента сопротивления вращению.
ппaD
12
Фиг.2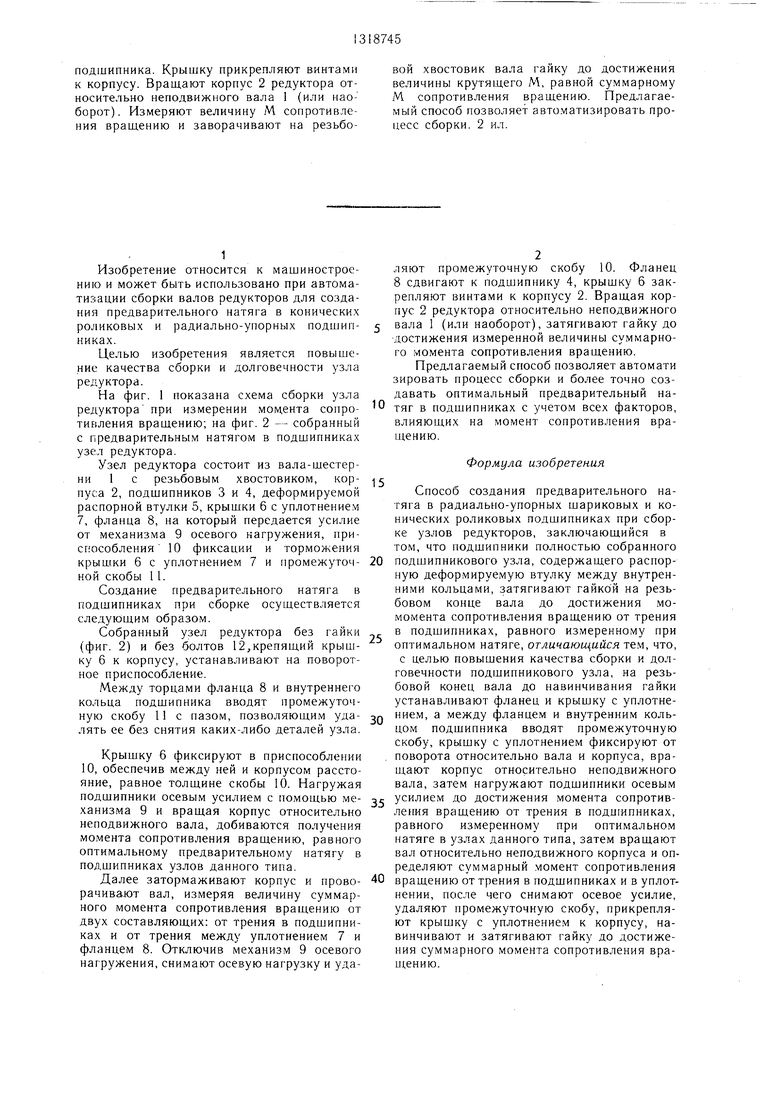
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания осевого предварительного натяга в подшипниковом узле | 1990 |
|
SU1733944A1 |
| Способ приработки радиально-упорных подшипников в дуплексе | 1989 |
|
SU1663256A1 |
| ПОДВАГОННЫЙ ГЕНЕРАТОР ДЛЯ ЭЛЕКТРОСНАБЖЕНИЯ ПАССАЖИРСКИХ ВАГОНОВ | 1995 |
|
RU2094269C1 |
| Способ создания предварительного натяга в подшипниковых узлах при сборке редукторов | 1988 |
|
SU1642127A1 |
| БОРТОВОЙ РЕДУКТОР СНЕГОБОЛОТОХОДА | 2023 |
|
RU2811169C1 |
| Установка для испытания материалов и покрытий на трение | 2016 |
|
RU2619844C1 |
| Устройство для получения вращательного движения Абрамова Валентина Алексеевича (Абрамова В.А.) | 2016 |
|
RU2654690C9 |
| Способ определения величины компенсации при регулировании предварительного осевого сжатия подшипников в редукторе | 1986 |
|
SU1742664A1 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ АБРАМОВА В. А. | 2016 |
|
RU2686648C9 |
Изобретение относится к автоматизации сборочных процессов. Целью изобретения является повышение качества сборки и долговечности подшипниково1-о узла. При создании оптимального предварительного натяга в подшипниковом узле и при контроле его величины моментом (М) сопротивления вращению от трения учитывается помимо М трения в подшипниках М трения в уплотнениях подшипникового узла. Собранный узел устанавливают на поворотное приспособление. Вращают корпус относительно неподвижного вала, измеряя величину Д1 сопротивления вращению. Нагружают подшипники с помощью механизма осевым усилием до достижения крутящего М, соответствующего усилию предварительного натяга в подщипниках узлов данного типа. Далее затормаживают корпус и проворачивают вал. Измеряют величину суммарного крутящего М, включающего две составляющие - М трения в подщипниках и М трения в паре уплотнение - фланец. Отключив механизм осевого нагружения, снимают осевую нагрузку и удаляют промежуточную скобу. Фланец передвигают вдоль вала до торца (Л
| Способ создания предварительного натяга в конических роликовых подшипниках при сборке валов редукторов | 1982 |
|
SU1078270A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
