Изобретение относится к машиностроению и может быть использовано при создании предварительного натяга в коничес сих роликовых подшипниках при сборке валов редукторов.
Известен способ создания предварительного натяга в конических роликовых подшипниках при сборке валов редукторов, эаключаннцийся в том,что подшипники с жесткой распорной втулкой устанавливают на вал и в кОнус редуктора, размечают на валу базовую линию, измеряют расстояние от базовой линии до бурта на корпусе редуктора, задают валу вращение, нагружают его осевой силой, вновь измеряют расстояние от базовой линии до бурта на корпусе, определяют толщину компенсатора, разбирают редуктор, устанавливают в размерную цепь компенсатор и вновь собирают редуктор С13.
Однако данный способ не обеспечивает долговечности работы элементов редуктора, так как нагружающая вал сила выбирается произвольно, без учета жесткостных характеристик самих подшипников, а трудоемкость процесса сборки редуктора возрастает вследствие необходимости повторной разборки и сборки. Для редукторов с деформируемыми распорными втулками этот способ вообще неприменим.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ создания предварительного натяга в конических роликовых подшипниках при сборке валов редукторов, за ключ акаций ся в том, что,подшипники с распорной втулкой устанавливают на вал и в корпус редуктора, задают валу вращение, нагружают вал осевой силой, измеряют при этом перемещения между внутренними и наружными кольцами подшипников и изменяют длину распорной втулки между внутренними кольцами подшипников в зависимости от величин измеренных перемещений, для чего редуктор разбирают и устанавливаю на вал соответствующий компенсатор С 23,
Однако известный способ не обеспечивает долговечности работы элементов редуктора, так как нагружающая вал сила принимается произвольно равной ее максимальному эксплуатационному значению,а трудоемкость способа возрастает вследствие необходимости измерения перемещений колец подшипников в собранном редукторе с последующей его разборкой для подгонки длины распорной втулки.
Целью изобретения является повьаиение долговечности работы элементов редуктора.
Указанная цель достигается тем/ что согласно способу создания предварительного натяга в конических роликовых подшипниках при сборке валов редукторов, заключающемуся в том, что подшипники устанавливают на вал и в корпус редуктора, задают Beuiy вращение, нагружают вал осевой силой, измеряют при этом перемещения между внутренними и наружными кольцами подшипников и изменяют длину распорной втулки между внутренними кольцами подйипников в зависимости от величин измеренных перемещений, нагружают вал осевой силой со значениями, изменякнцимися от нуля до максимального эксплуатационного на данном валу, измеряют при этом перемещения между внутренним и наружным кольцами каждого подшипника, определяют по полученным зависимостям пё ремещения от усилия для подшипников оптимсшьиое для данной пары подшипников усилие предварительного натяга, прикладывают оптимальное усилие к вращающемуся валу и измеряют момент сопротивления вращению вала, устанавливают на вал распорную втулку, вновь измеряют момент сопротивления вращению вала в сборе и регулируют длину втулки до достижения момента сопротивления вращению, равного измеренному при оптимальном усилии предварительного натяга.
Кроме того, с целью снижения трудоемкости сборки устанавливают на вал деформируемую распорную втулку и регулируют ее длину затягиванием гайки на резьбовом хвостовике вгша.
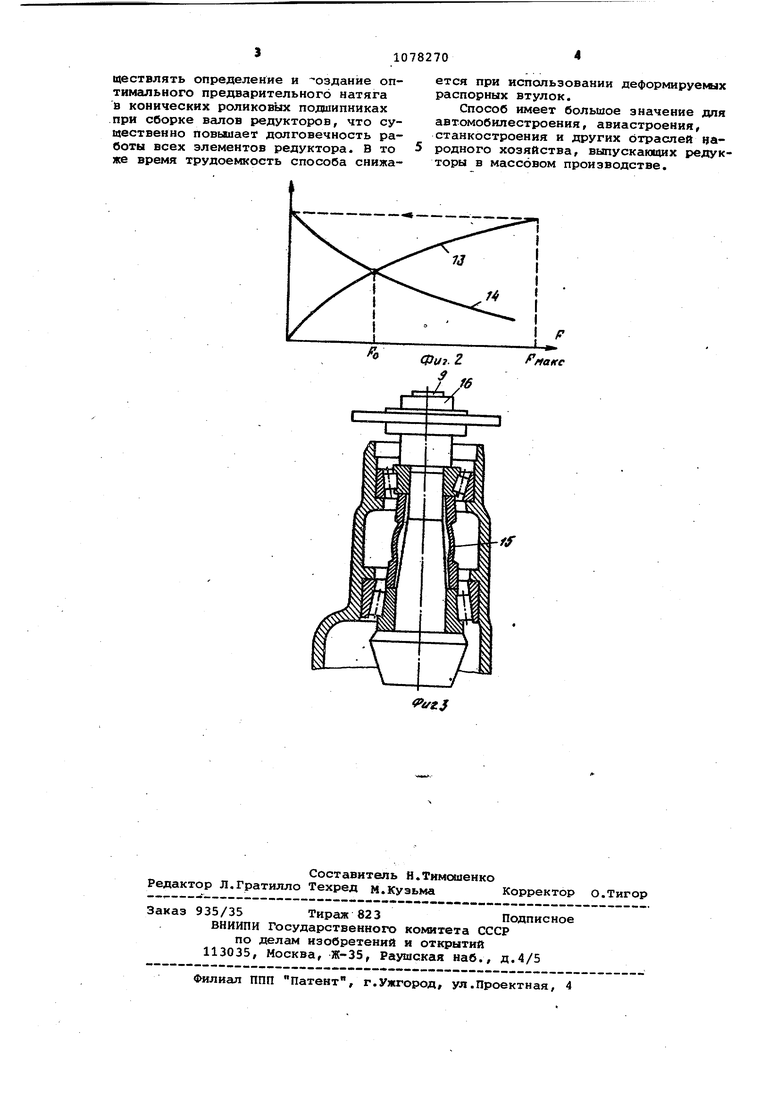
На фиг.1 показана схема измерения перемещений колец подшипников; на фиг.2 - зависимости между усилием и перемещением колец подшипников, снятые экспе1 ментапьно для даиноЯ пары и используе№ле для определения оптимального -усилия предварительного натяга; на фиг.З - вал редуктора в сборе с деформируемой распорной втулкой.
Схема (фиг.1 содерхсит корпус редуктора 1, запрессованные в нем наружные кольца 2 и 3 подшипников, тела 4 и 5 качения, внутренние кольца б и 7, вал 8 с резьбовым хвостовиком 9, нагружающий механизм 10, узел 11
.1
для измерения осевых смещений колец 3 и 7 и узел 12 для измерения осевых смещений колец 7 и б.
Зависимость 13 между усилием и перемещением колец подшипника, нагружаемого эксплуатационной нагрузкой, и зависимость 14 между усилием и перемещением колец подишпника, разгружаемого той же нагрузкой, представлены на фиг.2. °
На фиг.З показаны деформируемая распорная втулка 15 и гайка 16, устанавливаемая на резьбовой хвостовик вала.
Использование предлагаемого способа позволяет более объективно осуществлять определение и оздание оптимального предварительного натяга в конических роликовЬк подшипниках при сборке валов редукторов, что существенно повышает долговечность работы всех элементов редуктора. В то же время трудоемкость способа снижается при использовании деформируемых распорных втулок.
Способ имеет большое значение для автомобилестроения, авиастроения, станкостроения и других отраслей народного хозяйства, выпускающих редукторы в массовом производстве.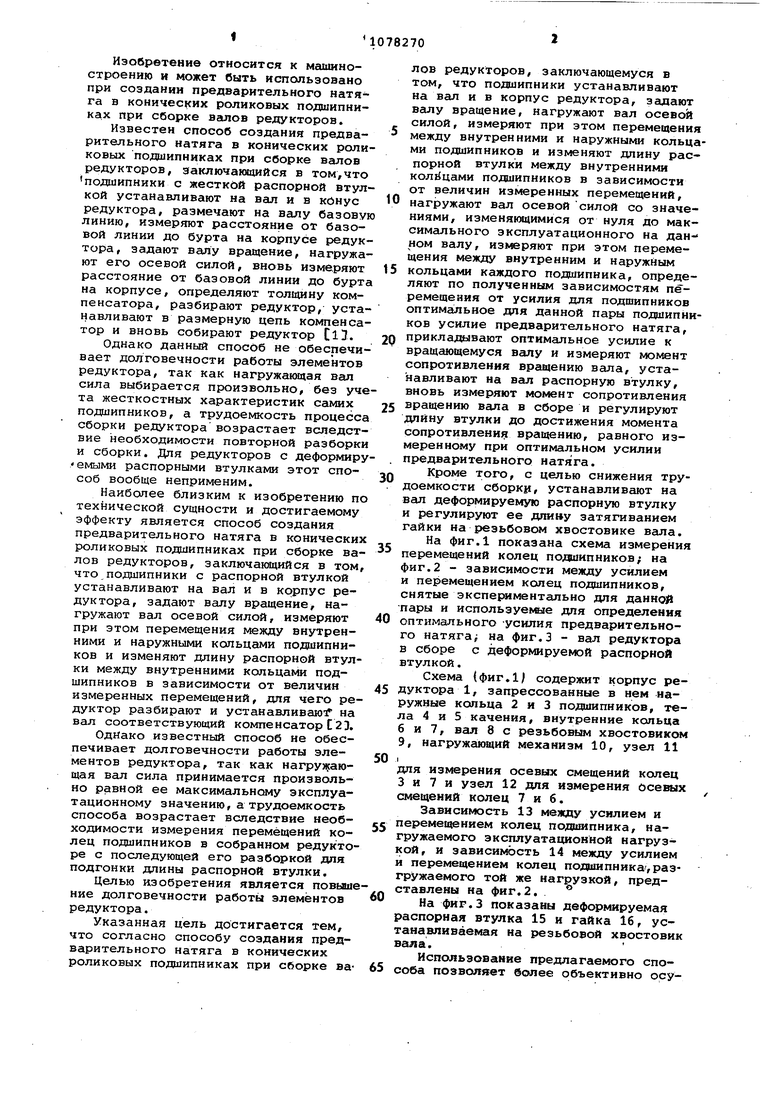
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания предварительного натяга в радиально-упорных шариковых и конических роликовых подшипниках при сборке узлов редукторов | 1986 |
|
SU1318745A1 |
| Способ определения величины компенсации при регулировании предварительного осевого сжатия подшипников в редукторе | 1986 |
|
SU1742664A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1985 |
|
SU1325288A1 |
| Способ обеспечения осевого преднатяга в подшипниковом узле | 1982 |
|
SU1068756A1 |
| Способ обеспечения осевого преднатяга в подшипниковом узле | 1984 |
|
SU1200155A1 |
| Способ определения длины компенсаторной втулки при сборке партии редукторов | 1985 |
|
SU1250891A1 |
| Способ определения допуска на длину деформируемой компенсаторной втулки при регулировке предварительного осевого сжатия подшипников в редукторе | 1986 |
|
SU1372211A1 |
| Способ определения толщины компенсатора при сборке редуктора | 1981 |
|
SU974093A1 |
| Устройство для измерения крутящего момента | 1990 |
|
SU1774196A1 |
| Способ создания осевого предварительного натяга в подшипниковом узле | 1990 |
|
SU1733944A1 |
1. СПОСОБ СОЗДАНИЯ ПРЕДВАРИТЕЛЬНОГО НАТЯГА В КОНИЧЕСКИХ РОЛИ КОВЫХ ПОДШИПНИКАХ ПРИ СБОРКЕ ВАЛОВ РЕДУКТОРОВ, заключающийся в том, что подшипники устанавливают на вал и в корпус редуктора, задают/валу вращение, нагружают вал осевой силой, измеряют при этом перемещения между внутренними и наружными кольцами подшипников и изменяют длину распорной втулки между внутренними кольцами подшипников в зависимости от величин измеренных перемещений, отличающийся тем, что. с целью повышения долговечности работы элементов редуктора, нагружают вал осевой силой со значениями, изменяющимися от нуля до максимального эксплуатационного на данном валу, измеряют при этом перемещения между внутренним и наружным кольцами каждого подшипника/ определяют по полученным зависимостям перемещения от уси-. ЛИЯ для подшипников оптимальное для данной пары подшипников усилие предварительного натяга, прикладывают оптимальное усилие к вращгиощемуся валу и измеряют сопротивления вращению вала, устанавливают на вал распорную втулку, вновь измеряют момент сопротивления вращению вала в сборе и регулируют длину втулки до достижения момента сопротивления вращению равного измеренному при оптимальном усилии предварительного натяга, 2. Способ по п.1, отличающий с я тем, что, с цeJIью снижения трудоемкости сборки, устанавливают на Вёш деформируемую распорную втулку и регулируют ее длину затягиванием гайки на резьбовом хвостовике вала.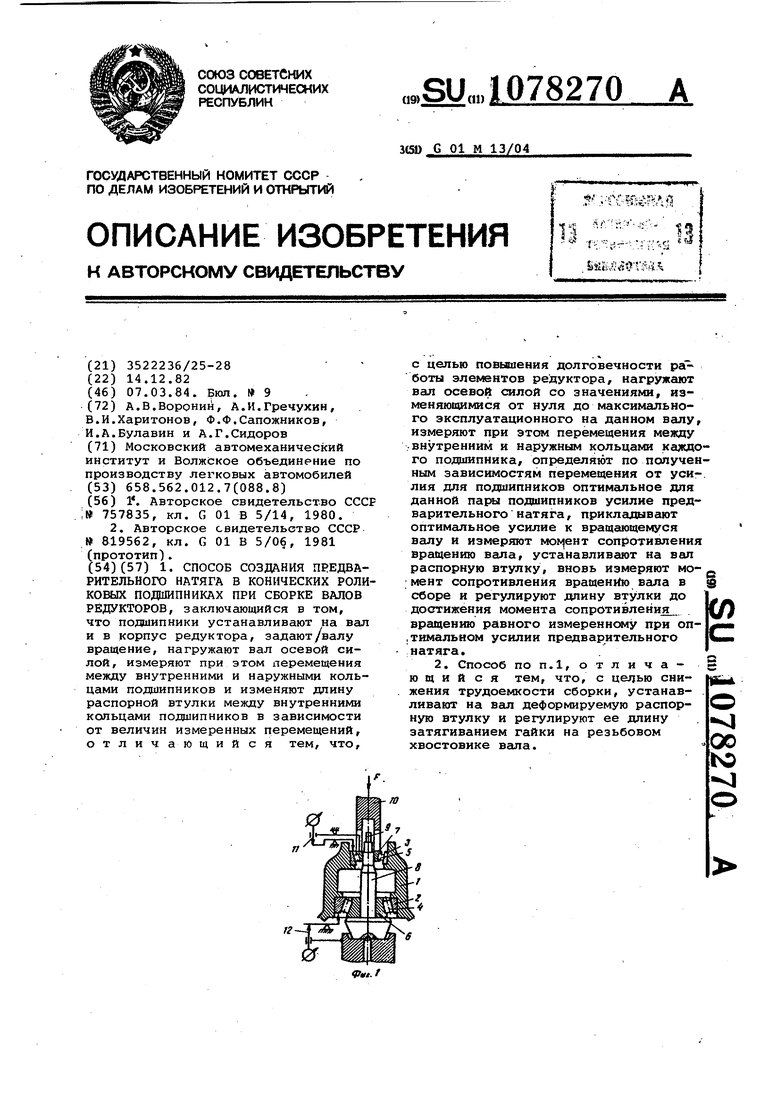
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство ССС ; 757835, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ определения толщины ком-пЕНСАТОРА пРи СбОРКЕ РЕдуКТОРА | 1978 |
|
SU819562A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
