1
(21)4424310/27
(21)12.05.88
(46)15.04.91. Бюл. Mb 14
(72)А. Л. Карлов
(53)621.882.6(088.8)
(56)Авторское свидетельство СССР
№ 1318745, кл. F 16 С 33/10, F 16 С 43/04, 1986.
(54)СПОСОБ СОЗДАНИЯ ПРЕДВАРИТЕЛЬНОГО НАТЯГА В ПОДШИПНИКОВЫХ УЗЛАХ ПРИ СБОРКЕ РЕДУКТОРОВ
(57)Изобретение относится к машиностроению и может быть использовано для автоматизации сборочных процессов с использованием вибрационного воздействия. Цель изобретения - повышение точности сборки, качества и долговечности подшипникового узла, а также автоматизация. При сборке на подшипниковый узел устанавливается устройство для создания переменной осевой нагрузки в подшипниках с управлением осевым усилием по величине момента сопротивления вращению. Цель изобретения достигается за счет контролируемого процесса прикатки подшипников непосредственно в собранном узле. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363868C1 |
| Способ создания предварительного натяга в радиально-упорных шариковых и конических роликовых подшипниках при сборке узлов редукторов | 1986 |
|
SU1318745A1 |
| Установка для сборки с предварительным натягом опоры с подшипниками качения | 1985 |
|
SU1315676A1 |
| Способ приработки радиально-упорных подшипников в дуплексе | 1989 |
|
SU1663256A1 |
| Устройство для определения момента трения в подшипниковом узле | 1991 |
|
SU1812473A1 |
| Способ сборки подшипниковой опоры с предварительным натягом | 1985 |
|
SU1247710A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1490852A1 |
| Способ создания осевого предварительного натяга в подшипниковом узле | 1990 |
|
SU1733944A1 |
| Способ обеспечения осевого преднатяга в подшипниковом узле | 1982 |
|
SU1068756A1 |
| Способ определения величины компенсации при регулировании предварительного осевого сжатия подшипников в редукторе | 1986 |
|
SU1742664A1 |



Изобретение относится к машиностроению, а именно к автоматизации сборочных процессов с использованием вибрационного воздействия.
Цель изобретения - повышение точности сборки, качества и долговечности подшипникового узла, а также автоматизация и интенсификация процесса приработки подшипников.
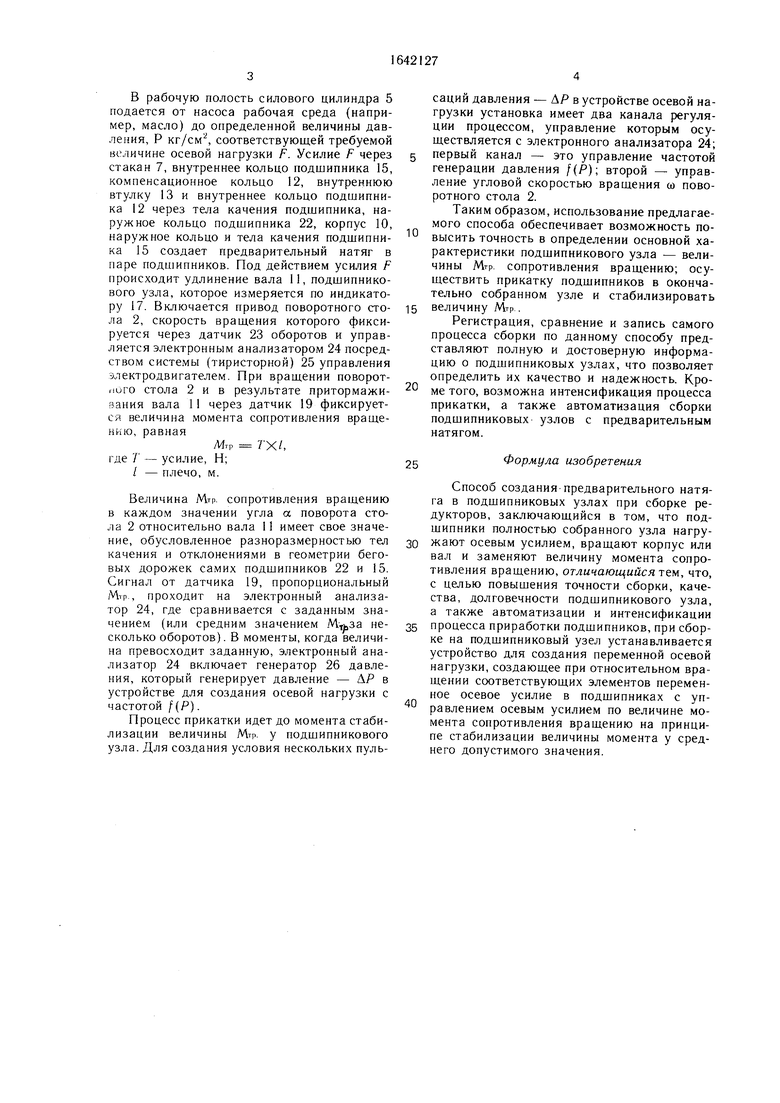
На фиг. 1 показана установка, реализующая предложенный способ; на фиг. 2 и 3 - виды А и Б на фиг. 1; на фиг. 4 - графики зависимости МгР от угла поворота; Р от угла поворота и / (Р) от а.
Установка содержит основание 1, на котором установлен поворотный стол 2, имеющий привод его вращения в виде регулируемого по оборотам электродвигателя 3 (фиг. 2) и червячной передачи 4.
Установка оснащена устройством для создания переменной осевой нагрузки F, выполненной в виде силового цилиндра 5, поршень 6 которого связан с опорным стаканом 7. Для контроля величины осевой нагрузки имеется манометр 8 и датчик 9 давления, связанные с рабочей полостью силового цилиндра 5. Собираемый подшипниковый
узел в общем случае состоит из корпуса 10, вала 11, кольца 12, втулки 13 и гайки 14 Корпус силового цилиндра 5 установлен на валу 11 подшипникового узла, а поршень 6 через опорный стакан 7 опирается на внутреннее кольцо подшипника 15. Фиксация корпуса силового цилиндра на валу 11 подшипникового узла осуществляется гайкой 16. Установка также содержит устройство для определения удлинения вала 11 подшипникового узла, выполненное в виде индикатора 17 часового типа. Для измерения момента трения в подшипниках предусмотрен узел измерения, включающий кроме поворотного стана 2 рычаг 18 (фиг. 3), закрепленный на корпусе гидроцилиндра 5, т. е. неподвижного относительно вала 11 подшипникового узла, и опирающийся свободным концом на чувствительный элемент датчика 19 усилия (фиг. 3), установленного на расстоянии / от оси вращения поворотного стола 2 на стойке 20, закрепленной на основании 1. Устройство 21 служит для завинчивания стяжной гайки 14.
S
КЛ
С5 Јь
ГО
Ю 1
Способ реализуется следующим образом.
В рабочую полость силового цилиндра 5 подается от насоса рабочая среда (например, масло) до определенной величины давления, Р кг/см2, соответствующей требуемой величине осевой нагрузки F. Усилие F через стакан 7, внутреннее кольцо подшипника 15, компенсационное кольцо 12, внутреннюю втулку 13 и внутреннее кольцо подшипника 12 через тела качения подшипника, наружное кольцо подшипника 22, корпус 10, наружное кольцо и тела качения подшипника 15 создает предварительный натяг в паре подшипников. Под действием усилия F происходит удлинение вала 11, подшипникового узла, которое измеряется по индикатору 17. Включается привод поворотного стола 2, скорость вращения которого фиксируется через датчик 23 оборотов и управляется электронным анализатором 24 посредством системы (тиристорной) 25 управления электродвигателем При вращении поворот- гшго стола 2 и в результате притормажи- вала 11 через датчик 19 фиксируется величина момента сопротивления вращению, равная
М,р 7 Х/, где 7 - усилие, Н; / - плечо, м.
Величина МтР сопротивления вращению в каждом значении угла а поворота стола 2 относительно вала 11 имеет свое значение, обусловленное разноразмерностью тел качения и отклонениями в геометрии беговых дорожек самих подшипников 22 и 15. Сигнал от датчика 19, пропорциональный Mip , проходит на электронный анализатор 24, где сравнивается с заданным значением (или средним значением Млза несколько оборотов). В моменты,когда величина превосходит заданную, электронный анализатор 24 включает генератор 26 давления, который генерирует давление - ЛР в устройстве для создания осевой нагрузки с частотой f(P).
Процесс прикатки идет до момента стабилизации величины МтР у подшипникового узла. Для создания условия нескольких пульсаций давления - ДЯ в устройстве осевой нагрузки установка имеет два канала регуляции процессом, управление которым осуществляется с электронного анализатора 24;
первый канал - это управление частотой генерации давления /(Р); второй - управление угловой скоростью вращения со поворотного стола 2.
Таким образом, использование предлагаемого способа обеспечивает возможность повысить точность в определении основной характеристики подшипникового узла - величины Мтр сопротивления вращению; осуществить прикатку подшипников в окончательно собранном узле и стабилизировать
величину Мтр .
Регистрация, сравнение и запись самого процесса сборки по данному способу представляют полную и достоверную информацию о подшипниковых узлах, что позволяет определить их качество и надежность. Кро0 ме того, возможна интенсификация процесса прикатки, а также автоматизация сборки подшипниковых узлов с предварительным натягом.
25
Формула изобретения
Способ создания предварительного натяга в подшипниковых узлах при сборке редукторов, заключающийся в том, что подшипники полностью собранного узла нагру0 жают осевым усилием, вращают корпус или вал и заменяют величину момента сопротивления вращению, отличающийся т ем, что, с целью повышения точности сборки, качества, долговечности подшипникового узла, а также автоматизации и интенсификации
процесса приработки подшипников, при сборке на подшипниковый узел устанавливается устройство для создания переменной осевой нагрузки, создающее при относительном вращении соответствующих элементов переменное осевое усилие в подшипниках с управлением осевым усилием по величине момента сопротивления вращению на принципе стабилизации величины момента у среднего допустимого значения.
0
Фиг, 2
бидА
Щиг.З
}Ha блок улробления 25
//а ЭВМ Т-22
I
