Известные устройства для контроля спиралей Архимеда кулачковых поверхностей индикатором не обеспечивают возможности их проверки относительно горизонтального движения наклонной прямой, что сужает сферу их применения.
В описываемом устройстве применены взаимосвязанные приводом реечной передачи горизонтально двилсущаяся синусная линейка и вертикально движущийся индикатор, ролики которого взаимодействуют с контролируемой поверхностью кулачка. Угол наклона синусной линейки зависит от крутизны проверяемой спир.ли. Таксе выполнение обеспечивает возможность проверки спирали Архимеда относительно горизонтального движения наклонной прямой, что увеличивает универсальность устройства.
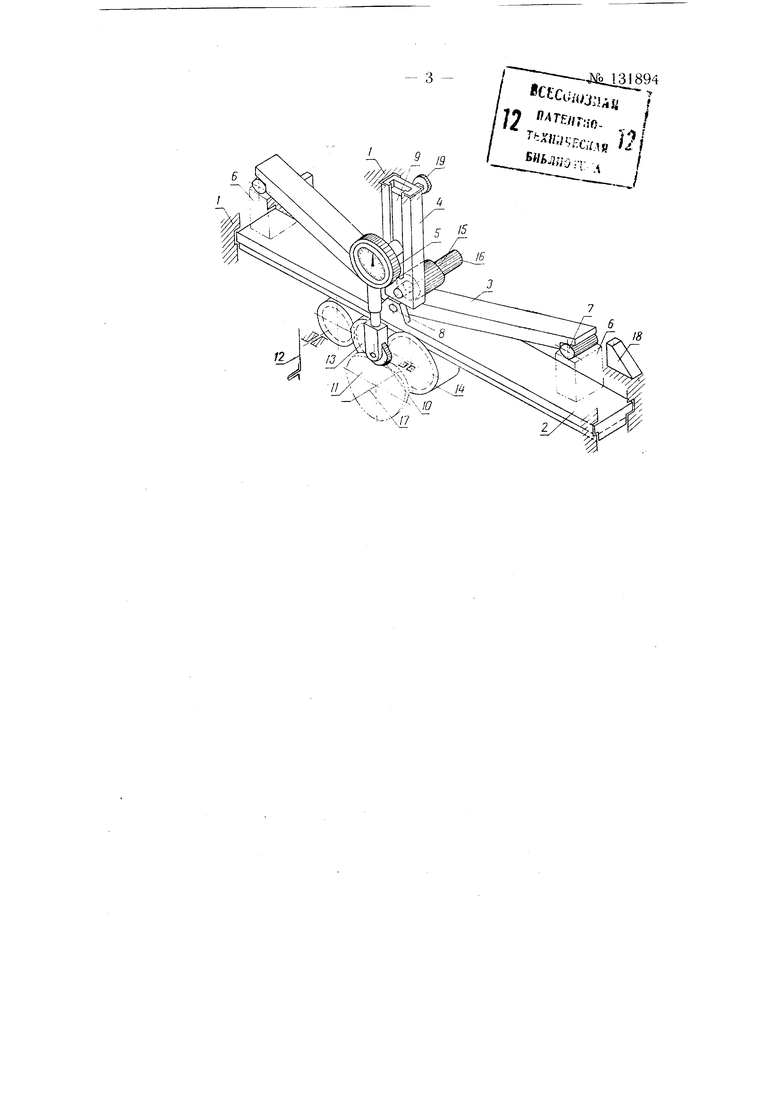
В направляющих станины / (см. кинематическую схему) в горизонтальном направлении перемещается ползун 2, на котором смонтирована двойная синусная линейка 3 и ползун 4 вертикального движения с индикатором 5. Угол наклона синусных линеек зависит от крутизны проверяемой спирами и устанавливается при помощи блоков 6 конпевых мер, подкладываемых под валик 7. При этом синусная линейка поворачивается вокруг оси 8. В случае необходимости, двойную синусную линеГ|ку можно заменять одинарной.
Индикатор 5 укреплен на ползуне 9, перемещающемся в вертикальном ползуне 4, и своим роликом 10, посаженным на наконечник индикатора 5, взаимодействует с контролируемой поверхностью проверяемого кулачка 11. Взаимосвязь горизонтально движущейся синусной линейки 5 и вертикально движущегося индикатора 5 осуществляется приводом реечной передачи при помощи маховика 12, промел ;уточных шестерен 13 и основной щестерни 14, входящей в зубчатое зацепление с
№ 131894- 2 зубчатой .рейкой ползуна 2. По«1зун 4 прижимается к синусной линейке 3 пружиной через втулку 15 и валик 16, закрепленный на ползуне 4, к при перемещении синусной линейки 3 совершает свое вертикальное движение.
На ось 77 шестерни 14 жестко закрепляют проверяемый кулачок //. Для предварительного согласования начальных точек движения втулки /5 относительно синусной линейки 3 и ролика W относительно проверяемого кулачка // ползун 2 сдвигают в положение, когда валик J6 дойдет до упора 18. В этом положении находят начальную точку порверяемой спирс1ли Архимеда относительно ролика 10.
Диаметры втулки 15 и ролика 10 должны быть попарно одинаковы и соответствовать диаметру режущего инструмента, обкатывающего кулачковую поверхность. В зависимости от габаритов проверяемого кулачка 11 индикатор 5 с ползуном 9 устанавливают и закрепляют винтом 19 в таком положении, чтобы шток индикатора мог перемещаться вверх и вниз примерно одинаково. Стрелку индикатора после этого устанавливают на нулевое деление. Дальше маховиком 12 перемещают ползун 2 по направляюощм станины 1, сдвигая синусную линейку 3, на которую опирается ползун 4 через втулку 15. От синусной линейки 3 движение передается на вертикальный ползун 4 и корпус индикатора 5. Это движение и является контрольным.
Одновременно происходит вращение проверяемого кулачка У/, по которому катится ролик 10, перемещая шток индикатора 5. Это движение задается проверяемой поверхностью спирали Архимеда кулачка //.
Любое несоответствие между контрольным движением корпуса индикатора 5 и движением по проверяемой поверхности кулачка // штока индикатора 5 фиксируется стрелкой индикатора 5 как отклонение спирали Архимеда кулачка // от правильной формы.
Предмет изобретения
Устройство для контроля спиралей Архимеда кулачковых поверхностей индикатором, отличающееся тем, что, с целью проверки спирали Архимеда, относительно горизонтального движения наклонной прямой, применены взаимосвязанные приводом реечной передачи горизонтально движущаяся синусная линейка, угол наклона которой зависит от крутизны проверяемой спирали, и вертикально движущийся индикатор, ролик которого взаимодействует с контролируемой поверхностью кулачка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| ГИДРОПРИВОДНОЙ СТЕНД | 1997 |
|
RU2133389C1 |
| Батанный механизм ткацкого станка | 1987 |
|
SU1416550A1 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1956 |
|
SU124636A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Прибор для контроля биения гладких поверхностей деталей относительно наружной резьбы | 1990 |
|
SU1796874A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| ВОДО-ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 1997 |
|
RU2141576C1 |
| Станок для пробивки в ленте отверстий и последующей намотки ее в рулон | 1979 |
|
SU1114322A3 |