Изобретение относится к обработке металлов резанием и предназначено для контроля биения канавки относительно наружной резьбы,
Известен прибор для контроля биений поверхностей детали относительно наружной резьбовой поверхности, содержащий основание с размещенным на нем узлом фиксирования проверяемой детали, имеющим три вращающихся ролика, один из которых выполнен прижимным, а два других ролика - базирующими.
Наиболее близким по технической сущности и достигаемому результату является приспособление для проверки чашки каретки велосипеда, содержащее основание, ус- тановленные на нем механизм фиксирования контролируемой детали, состоящий из узла подвода, выполненного в виде привода и трех кулачков, и узла зажима контролируемой детали, и измерительный механизм, выполненный в виде подвижной стойки с индикатором,
Недостатками данного приспособления являются сложность конструкции, обусловленная тем, что применена сложная клиноп- лунжерная передача, для которой характерны значительные колебания измерительного усилия; низкая точность контроля из-за горизонтальной схемы установки детали и неравномерного зажима детали,. так как невозможно обеспечить зажим резьбовых губок равными усилиями.
Целью изобретения является упрощение конструкции и повышение точности контроля.
Указанная цель достигается тем, что прибор для контроля биения гладких поверхностей деталей относительно наружной резьбы, содержащий основание, установленные на нем механизм фиксирования контролируемой детали, состоящий из узла подвода, выполненного в виде привода и трех кулачков, и узла зажима контролируемой детали, и измерительный механизм, выполненный в виде подвижной стойки с индикатором, при этом узел зажима выполнен в виде трех роликов, жестко закрепленных на соответствующих кулачках, при этом оси роликов, оси кулачков и привода параллельны друг другу и перпендикулярны плоскости основания, а торцы роликов лежат в одной плоскости.
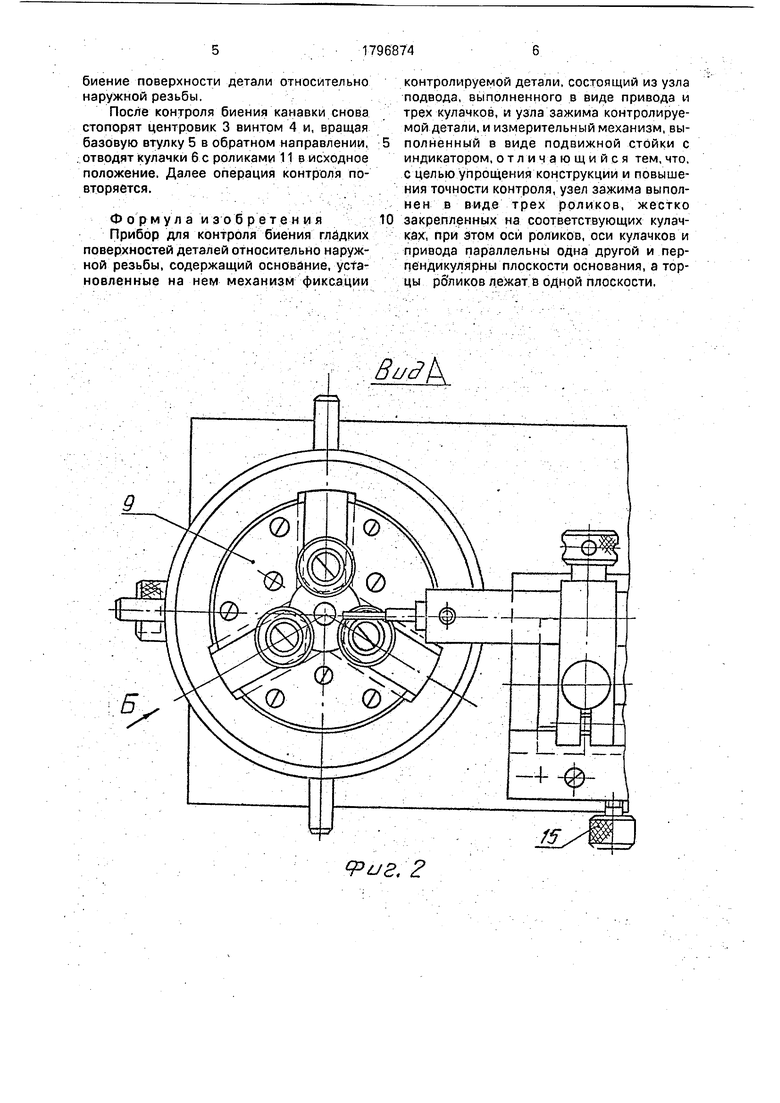
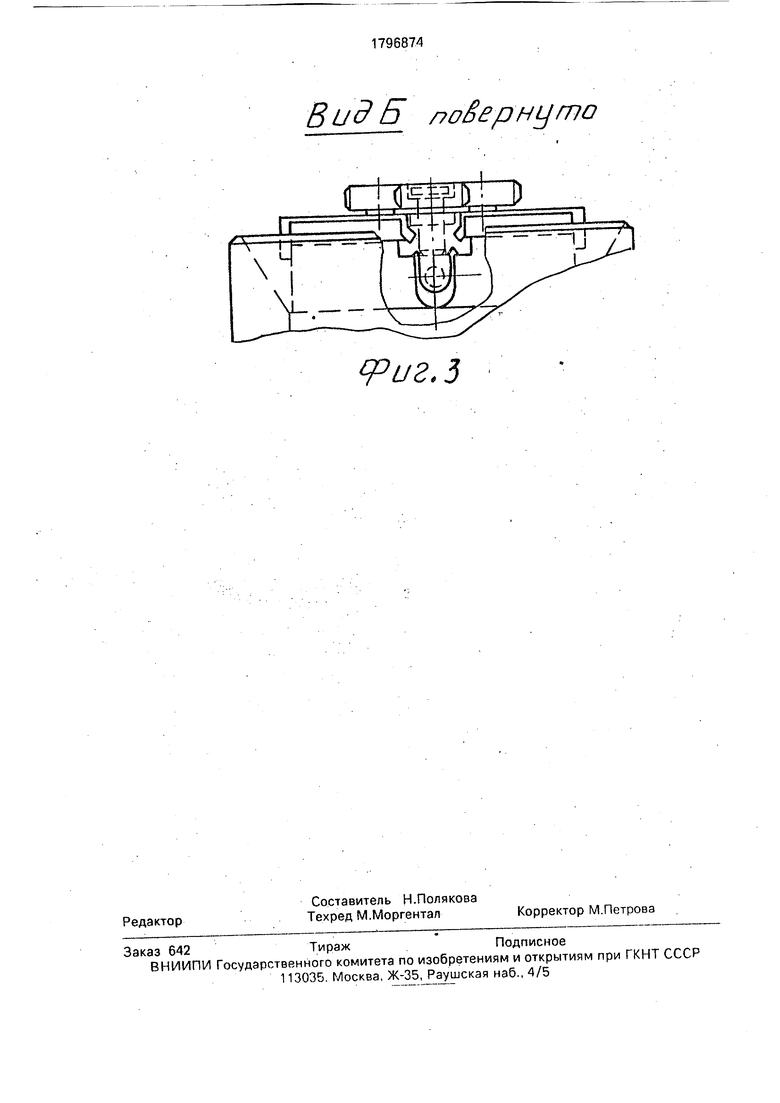
На фиг. 1 изображен прибор для.контроля биения, общий вид; на фиг. 2 - вид А на фиг,1; на фиг.З - вид Б на фиг. 2.
Прибор для контроля биения гладких поверхностей деталей относительно наружной резьбы содержит основание 1 с установленным на нем механизмом
фиксирования контролируемой детали, состоящим из узла подвода и узла зажима контролируемой детали.
Привод представляет собой размещенный с возможностью вращения во втулке 2 центровик 3. Для фиксации центровика 3 прибор имеет винт 4. На центровик 3 навинчена базовая втулка 5 с внутренней конической поверхностью, с которой сопряжены
конические поверхности кулачков 6, приводящих в движение узел зажима контролируемой детали 7. Кулачки 6 подпружинены пружинами 8, установлены с возможностью радиального перемещения в пазах центровика 3 и сверху прикрыты крышками 9.
Узел зажима контролируемой детали 7 выполнен в виде установленных на осях 10 трех роликов 11, жестко закрепленных на соответствующих кулачках б, причем торцы
роликов 11 лежат в одной плоскости. Оси 10 роликов 11, оси кулачков 6 и привода параллельны друг другу и перпендикулярны плоскости основания 1. Комплект роликов 11 данного шага применяется для контроля изделий с этим шагом. Ролики 11 в комплекте отмечены порядковым номером, который определяет величину смещения резьбы от торца до ролика 11. У каждого ролика величина смещения равна 1/3 шага резьбы. По
оси центровика 3 установлен упор 12 для проверяемой детали 7 с возможностью регулирования по высоте.
Прибор имеет измерительный механизм, который состоит из подвижной стойки
13, установленной на ползуне 14, и стопорный винт 15. На стойке 13 установлен хомут 16, во втулке 17 которого перемещается плунжер 18 для контакта с деталью 7. Плунжер 18 подпружинен пружиной 19 и установлен с возможностью воздействия с индикатором.
Прибор для контроля работает следую- щим образом.
Для исключения вращения стопорят центровик 3 привода винтом 4. Контролируемую деталь 7 устанавливают по центру упора 12, Вращением базовой втулки 5 ролики 11 узла зажима подводят к контролируемой
резьбе детали 7 и, когда ролики 11 войдут в контакт с резьбой, перемещают плунжер 18 посредством ползуна 14 до контакта с канавкой детали 7 и тем самым устанавливают индикатор измерительного механизма в измерительное положение. Затем стопорят ползун 14 винтом 15 и ослабляют винт 4, давая тем самым возможность центровику 3 и детали вращаться относительно плунжера 18. Прокручивая деталь 7 вращением ба- зовой втулки 5, по индикатору проверяют
биение поверхности детали относительно наружной резьбы.
После контроля биения канавки снова стопорят цент-ровик 3 винтом 4 и, вращая базовую втулку 5 в обратном направлении, отводят кулачки 6с роликами 11 в исходное положение. Далее операция контроля повторяется.
Ф о р-му л а и з об р ете н и я Прибор для контроля биения глйдких поверхностей деталей относительно наружной резьбы, содержащий основание, установленные на нем механизм фиксации
0
контролируемой детали, состоящий из узла подвода, выполненного в виде привода и трех кулачков, и узла зажима контролируемой детали, и измерительный механизм, выполненный в виде подвижной стойки с индикатором, отличающийся тем, что, с целью упрощения конструкции и повышения точности контроля, узел зажима выполнен в виде трех роликов, жестко закрепленных на соответствующих кулачках, при этом оси роликов, оси кулачков и привода параллельны одна другой и перпендикулярны плоскости основания, а торцы роликов лежат в одной плоскости,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
| Устройство для контроля биения торца относительно оси наружной резьбы детали | 1987 |
|
SU1469336A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Устройство для контроля параметров резьбы деталей | 1986 |
|
SU1397702A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИИ ПРОФИЛЯ ЛОПАТОК И СТЕРЖНЕЙ ОХЛАЖДАЕМЫХ ЛОПАТОК ТУРБИН | 2001 |
|
RU2205363C2 |
| Устройство для контроля биения торца относительно оси наружной резьбы детали | 1980 |
|
SU1012008A1 |
| Накладной прибор для контроля червячных изделий | 1985 |
|
SU1381321A1 |
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
Изобретение относится к обработке металлов резанием и предназначено для контроля биений. Цель изобретения - упрощение конструкции и повышение точности контроля, Прибор содержит основание 1, во втулке 2 которого установлен центровик Зс возможностью вращения. На последний навинчена базовая втулка 5 с внутренней конической поверхностью, с которой сопряжены, кулачки 9, снабженные роликами 11, жёстко закрепленными на каждом кулачке. При этом ось 1.0 каждого ролика 11 расположена в вертикальной плоскости, а верхниеторцы роликов 11 находятся в общей плоскости. Прибор имеет стойку 13, установленную на ползуне 14, и плунжер 18 для контакта с деталью 7 и индикатором. Вращением -базовой втулки 5.ролики 11 подводят к контролируемой резьбе детали 7 и перемещают плунжер 18 посредством ползуна 14 до контакта с канавкой детали 7, тем самым устанавливая индикатор в измерительное положение. Затем, прокручивая деталь 7 вращением базовой втулки 5 по индикатору, проверяют биение поверхности детали относительно наружной резьбы. 3 ил. ел С
Фи г. 2
Вид Б лоёернута
фиг.З
| 0 |
|
SU269499A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Типовые конструкции средств механизации контроля, М,: НИИ ГМ Минавтосель- хозмаш СССР, 1955, с.40 | |||
