Изобретение относится к электротехнике и может быть использовано при изготовлении манжет для корпусной изоляции коллекторов.
Целью изобретения является снижение трудоемкости за счет изготовления двух заготовок одновременно.
На фиг. 1 представлено устройство для изготовления электроизоляционных манжет, общий вид; на фиг. 2 - приспособление для намотки заготовки электроизоляционных манжет; на фиг. 3 - технологическая последовательность укладки заготовки в пресс-форму; на фиг. 4 - сечение пресс-формы с опрессованной манжетой; на фиг. 5 - схема образования поверхности манж еты, аксонометрия; на фиг. 6 - то же, фронтальная проекция; на фиг. 7 - вид А на фиг. 6; на фиг. 8 - сечение Б-Б на фиг. 6.
Способ изготовления электроизоляционных коллекторных манжет осуществляется следующим образом.
Изоляционную ленту 1 размещают на бобине 2 обмотчика 3, приводимого в движение электродвигателем 4 через червячную передачу 5 и конические колеса 6-8, укладывают, постоянно выдерживая требуемую перекрышу ленты, на две матрицы 9, закрепленные при помощи втулок 10 и гайки 11 на стержне 12 на расстоянии I между ними с таким расчетом, что длина образующей kk, равна сумме длин поверхностей кольцевых полостей матриц (манжет) на участках ke и k, е, гп, , причем намотку выполняют наклонными витками к оси стержня 12, закрепленного на основании 13, под углом
o arctg- iгде D - большой диаметр основания матрицы пресс-формы;
cL - наружный диаметр выступа матрицы, сопрягаемого с кольцевой полостью;
Е - расстояние между матрицами. При этом стержень 12 р приводят во вращательное движение с постоянной скоростью с помощью электродвигателя 4 через червячную передачу 14.
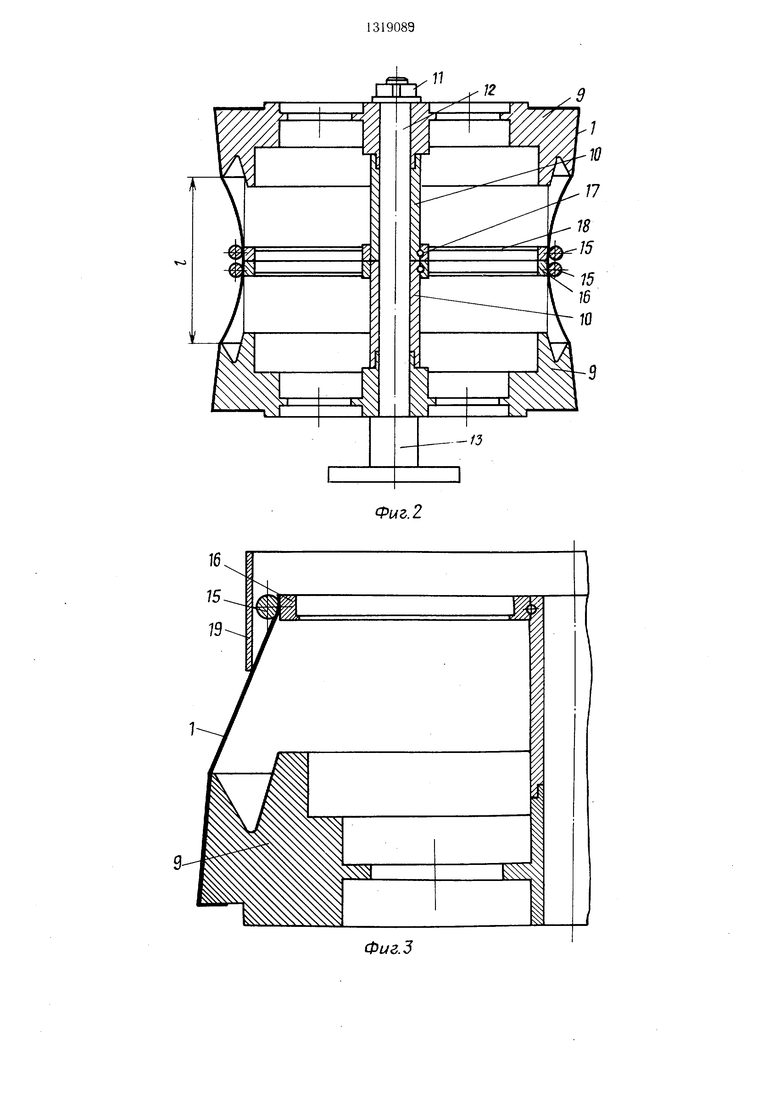
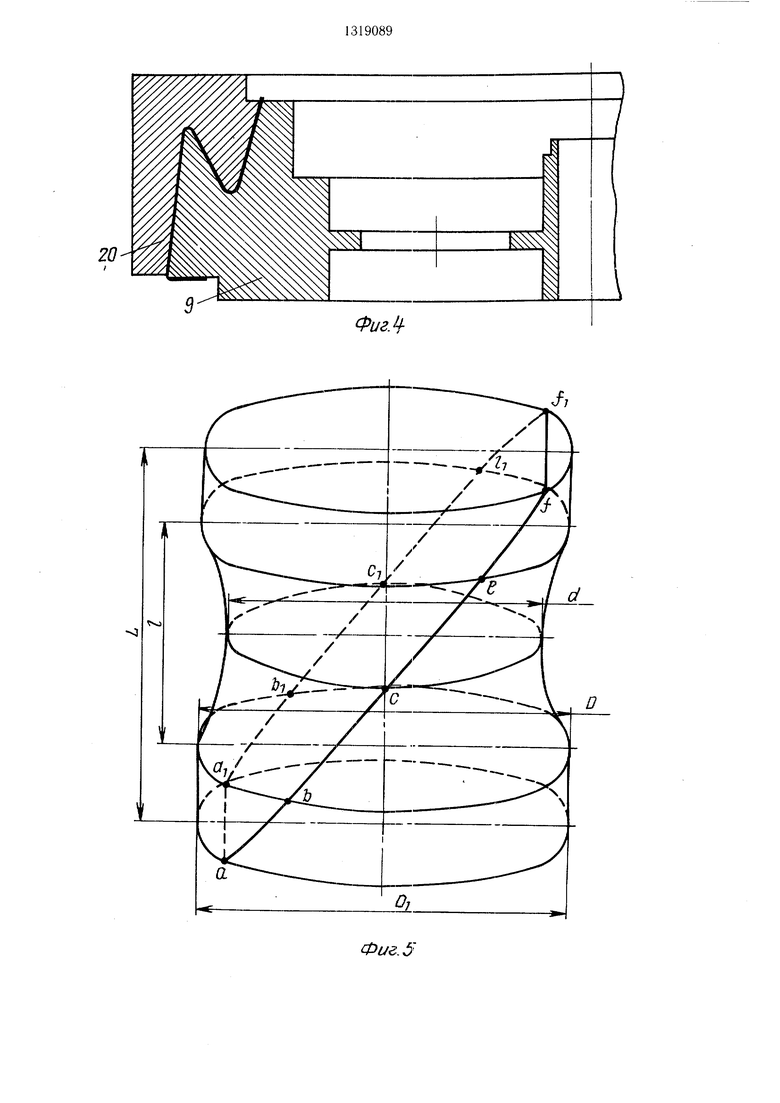
На участках ав, а, е,, i , f, (фиг. 5) изоляционную ленту сразу укладывают на матрицу пресс-формы, а в промежутке все и е, с, в, витки свободно натягивают между матрицами так, что противоположные стороны витка изоляции в плоскости вращения обмотчика образуют две параллельные
линии (фиг. 7 и 8), а в вертикальном сечении в промежутке Е (фиг. 5) поверхность заготовки имеет форму однополостного гиперболоида.
По окончании намотки изоляционную ленту закрепляют наружными кольцами 15 (фиг. 2), предназначенными для плотного прижатия изоляционной ленты к внутренним кольцам 16, разрезают на две симмет ричные заготовки по плоскости наименьшего диаметра однополостного гиперболоида (между кольцами), откручивают гайку 11 и снимают обе матрицы 9, удерживая слои ленты от распадания на втулках 10 при помощи штифтов 17, спиц 18, колец
15 и 16.
Окончательную укладку заготовки манжеты в матрицу 9 производят с помощью оправки 19 (фиг. 3), снимают кольца 15 и 16, на матрицу устанавливают пуансон 20 (фиг. 4), заготовку опрессовывают и выпекают по заданному режиму.
Торцовые части манжеты (участки ff, и а о) (фиг. 8), где наблюдается перехлест ленты, вместе с другими выступающими краями удаляют и готовую манжету выни5 мают из пресс-формы..
Формула изобретения
Способ изготовления электроизоляционных коллекторных манжет, заключающийся в получении заготовок конусной формы путем намотки изоляционных лент на два элемента, расположенных в параллельных плоскостях и закрепленных на концах стержня, вращающегося вокруг своей оси, с после- г дующей опрессовкой полученной заготовки в пресс-форме, содержащей матрицу в виде усеченного конуса с диаметром большего основания D, имеющего кольцевую полость и выступ с наружным диаметром d, сопрягаемый с полостью, и пуансон, отличающий- 0 ся тем, что, с целью снижения трудоемкости, в качестве элементов для намотки используют матрицы, обращенные друг к другу выступами, на средней части стержня закрепляют два кольца с наружным диамете ром d, намотку ленты производят под углом к оси стержня
.arctg ,
где 1 - расстояние между матрицами, обжимают ленту вокруг колец, разрезают ее между кольцами, после чего производят опрессовку.
Ф1Аг.2
Фиг.З
Фиг.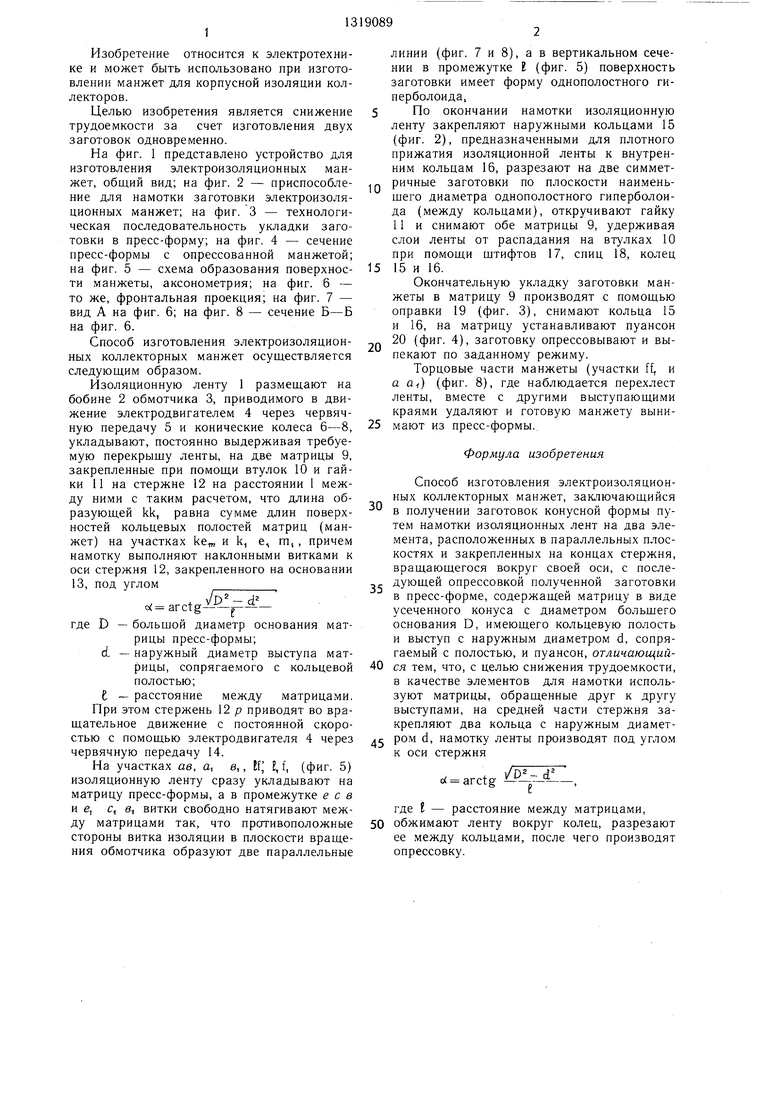
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электроизоляционных манжет | 1982 |
|
SU1050444A1 |
| Устройство для наложения витковой изоляции и намотки катушек электрических машин | 1984 |
|
SU1197012A1 |
| Способ изготовления изоляционных манжет коллекторов электрических машин | 1985 |
|
SU1343483A1 |
| Способ изготовления ворсового нетканого материала и устройство для его осуществления | 1991 |
|
SU1768685A1 |
| Устройство для изготовления ворсового нетканого материала | 1987 |
|
SU1476019A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ПОЛЮСА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2036545C1 |
| Обмоточный станок | 1960 |
|
SU136427A1 |
| Способ изготовления бандажного кольца коллектора электрической машины | 1984 |
|
SU1309134A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
Изобретение относится к электротехнике, в частности к технологии изготовле- йия электрических машин. Цель изобрете11 12 ния - снижение трудоемкости изготовления. Изоляционную ленту 1 paзkeщaют на бобине 2 обмотчика 3, приводимого в движение электродвигателем 4 через червячную передачу 5 и конические колеса 6-8, укладывают, выдерживая требуемое перекрытие ленты, на две матрицы 9, причем намотку выполняют наклонными витками к оси стержня 12. При этом стержень 12 приводят во вращение с постоянной скоростью с помощью электродвигателя 4 через червячную передачу 14. По окончании намотки изоляционную ленту закрепляют и разрезают на две симметричные заготовки. Затем на матрицы устанавливают пуансон, заготовку опрессовывают и выпекают по заданному режиму. 8 ил. с (Л со со о 00 (Х Фиг.1
Фиг. J
Фиг. 6
/;
ь
а.
ФизЛ
Составитель Г. Чебелев
Редактор Г Гербер Техред И. ВересКорректор А. Ильин
Заказ 2517/46Тираж 698Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытии вниипи УДд д к-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 8
| Способ изготовления электроизоляционных манжет | 1982 |
|
SU1050444A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
