11
Изобретение относится к дУговой сварке в защитных газах и может быть использовано в различных областях машиностроения для сварки несимметричных изделий вблизи больших ферромагнитных масс и на больших скоростях.
Цель изобретения - повышение устойчивости горения дуги и улучшение газовой защиты металла шва.
На чертеже представлен эскиз устройства для предотвращения магнитного дутья -при сварке.
Устройство состоит из сопла 1 и насадки 2 в виде стакана из магнитного материала. Толщина дна 3 цилиндрической насадки в 3-5 раз больше толщины ее стенки. В дне стакана насадки выполнено отверстие 4 эксцентрично оси стакана и выборка 5 для усиления шва. В верхней части стакана выполнена внутренняя метрическая резьба для крепления его к соплу горелки. Это позволяет избежать перегрева устройства и сохранить магнитные свойства материала, из которого сделано устройство даже при длительной его эксплуатации.
Предлагаемая форма устройства, насадки в виде стакана способствует замыканию внешних по отношению к дуге и собственных магнитных силовых линий на- оболочке насадки. Внутри оболочки внешнее магнитное поле не взаимодействует с собственным магнитным полем дуги.
Стенка эксцентричного отверстия частично совмещена со стенкой стакана. В результате устройство имеет утолщение магнитной массы впереди движущейся дуги, которая позволяет замыкать на себе повышенную концентрацию магнитных силовых линий.
Толщина дна насадки менее 3 толщин стенки не создает достаточного увеличения магнитной массы, а более 5 толщин делает устройство громоздк и неудобным в эксплуатации.
Соотношение наружного диаметра стакана насадки к диаметру эксцентричного отверстия находится в пределах 1,8-2,0. Уменьшение этого соотношения менее 1,8 приводит к снижению ферромагнитной массы стакана перед дугой, что является недостаточным для надежного экранирования дугового промежутка от внешних магнитных силовых линий, возникающих в свариваемом металле. Особенно это про
0
5
является при сварке на повышенном токе (более 400 Л). Происходит ухудшение формирования шва (появляются подрезы), что свидетельствует о нарушении характера экранируюнщх свойств устройства.При уменьшении диаметра эксцентричного отверстия, т.е. при увеличении соотношения более 2, происходит rtoTe- ря магнитных свойств устройства в ви- .ду сильного его нагрева от теплового излучения дуги. Кроме того, из-за критического расстояния между дугой и устройством возможно возникновение 5 дуги между электродом и устройством, что приводит к нарушению процесса сварки.
Дно устройства плотно контактирует с поверхностью изделия для предотвращения образования воздушного зазора, в который могут проникать магнитные силовые линии, тем самым сильно снижая эффективность защиты от магнитного дутья.
Насадка позволяет дополнительно стабилизировать дугу, используя избыточное давление потока защитного газа, создающегося внутри устройства. Повьш1енное давление обжимает дугу, тем самым стабилизируя ее и по- вьш1ая проплавляющую способность,что благоприятно сказывается на режимах сварки (снижается ток, повьш1ается скорость, уменьшается расход защит- 5 ного газа), и производительность процесса.
Кроме того, щелевой зазор над сварным швом, образуемый выборкой в дне стакана, создает направленный вдоль шва выход защитных газов, что обеспечивает активную защиту поверхности шва от окисления вне зоны сварочной ванны.
Предлагаемая форма устройства позволяет также получить надежную заш:и- ту зоны сварки, которая при больших скоростях ухудшается. Газовая защита концентрируется внутри устройства, которое, перемещаясь вместе с 0 горелкой, рассекает окружающую воздушную среду, предохраняя газовую зашиту от контакта с, ней.
Так как устройство изготовлено из непрозрачного материала, оно за- 5 щищает сваршиков от вредного воздействия излучения дуги.
Для работы устройство навинчивается на сварочную горелку с изолированным от корпуса токоподводом, име0
0
5
ющую интенсивное охлаждение так, чтобы расстояние между нижним срезом наконечника горелки и поверхностью устройства, плотно контактирующего с изделием, составляло 18-25 мм, а широкая часть дна располагалась впереди горелки по направлению сварки. Затем включается подача газа и через выдержку времени (5-7 с), необходимую для вытеснения воздуха из полости устройства, можно зажигать дугу и -начинать процесс варки. В процессе сварки устройство передвигается вместе с горелкой, скользя по поверхности металла. Защитные газы концентрируются в полости устройства, создавая повышенное давление и стабилизируя дугу. Избыточные газы выходят в выборку. В эту же выборку -выходит сформи- ровавшийся щов. При этом снижается расход защитного газа до 10-12 л/мин с высоким качество поверхности шва. Заварка кратера шва не требует дополнительного расхода газа и с выключением дуги прекращается его подача.
Предлагаемое устройство позволяет исключить воздействие внешних магнитРедактор Т.Лазоренко Заказ 2562/14
Составитель i .Квартальнова
ТехредМ.Моргентал Корректор С.Черни
Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
-Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
ных силовых линий на дугу, повысить устойчивость горения дуги, улучшить газовую защиту при больших скоростях сварки более 2 м/мин, защитить окружающих от излучения дуги.
Формула изобретения
Устройство для предотвращения магнитного дутья при дуговой сварке, содержащее сварочную горелку с соплом, на котором установлена насадка, вьптолненная в виде цилиндрического стакана из магнитного материала, отл ичающееся тем, что, с целью повышения устойчивости горения дуги и улучшения газовой защиты металла шва, стакан выполнен с дном,, толщина которого в 3-5 раз больше толщины стенки, в дне стакана вьшол- нено эксцентричное отверстие, стенка которого частично совмещена со стенкой стакана, а в месте совмещения стенок вьтолнена выборка для шва,причем соотношение наружного диаметра стакана к диаметру эксцентричного отверстия выбирают равным 1,8-2,0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная горелка | 1988 |
|
SU1632680A1 |
| Горелка для дуговой сварки | 1974 |
|
SU586972A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2007 |
|
RU2377105C2 |
| Горелка для дуговой сварки | 1988 |
|
SU1662785A1 |
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Плазменная горелка | 1983 |
|
SU1234104A1 |
Изобретение относится к дуговой сварке в защитных газах и может быть использовано в различны областях машиностроения для сварки несимметричных изделий вблизи больших ферромагнитных масс и на больших скоростях. Целью изобретения является повьш1ение устойчивости горения дуги и улучшение газовой защиты металла шва. Устройство состоит из сопла 1 и насадки 2 в виде стакана из магнитного материала. Толщина дна 3 цилиндрической насадки в 3-5 раз больше толщины ее стенки. В дне стакана насадки выполнено отверстие 4 эксцентрично оси стакана и выборка 5 для усиления шва. В верхней части стакана выполнена внутренняя метрическая резьба для крепления его к соплу горелки. Форма насадки способствует замыканию внешних по отношению к дуге и собственных магнитных силовых линий на оболочке насадки. Внутри оболочки внешнее магнитное поле не будет взаимодействовать с собственным магнитным полем дуги. 1 ил. (Л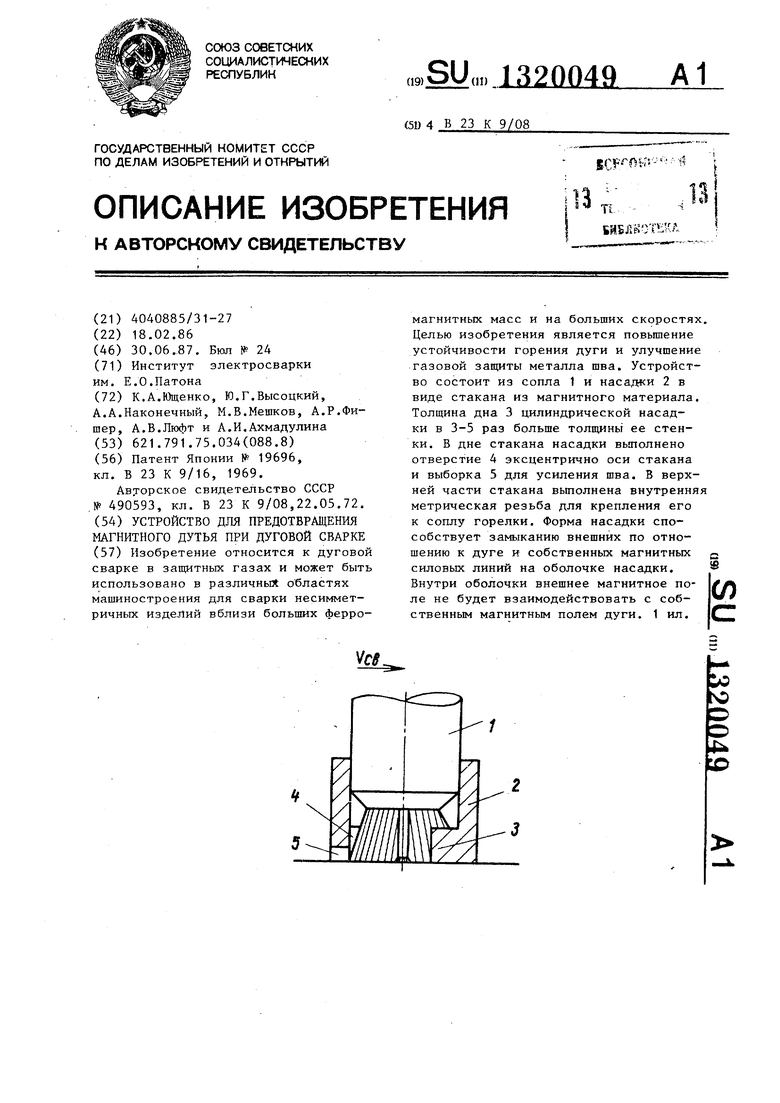
| Короткозамкнутый ротор асинхронного двигателя | 1929 |
|
SU19696A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочная горелка | 1972 |
|
SU490593A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
