Изобретение относится к сварочному производству, в частности, к устройствам для дуговой сварки плавящимся электродом в защитных газах с приспособлениями для отсоса сварочных аэрозолей и исключения их попадания в зону дыхания сварщика.
Целью изобретения является повышение эффективности отсоса сварочного аэрозоля при сохранении устойчивой газовой защиты.
На чертеже показана горелка, разрез.
Горелка содержит корпус 1 с продольными щелевыми прорезями 2. Внутри корпуса 1 расположен токоподводящий элемент 3, на котором закреплено сопло 4 для подачи защитного газа, установленное относительно корпуса 1 с кольцевым зазором 5. Сопло 4 выполнено с наружной конической поверхностью, расширяющейся к его рабочему торцу. На корпусе 1 с возможностью поворота и продольного перемещения, относительно него и сопла 4 установлена всасывающая насадка 6 с продольными щелевыми прорезями 7. Сопло 4 выполнено с закругленными кромками. Всасывающая насадка 6 выполнена цилиндрической и установлена с кольцевым зазором относительно сопла 4,
Горелка работает следующим образом.
В процессе сварки между электродом и изделием возбуждают дугу. На поверхность шва через сопло 4 подают защитный газ, предохраняющий расплавленный металл от вредного воздействия воздуха. Внутри корпуса 1 при помощи внешнего побудителя тяги создается разрежение, вследствие чего конвективный поток, несущий сварочный аэрозоль, поднимающийся от свариваемого изделия и омывающий наружную поверхность горелки, засасывается через кольцевой зазор 5 и прорези 7 во всасывающей насадке 6. Если интенсивность отсоса чрезмерно велика, всасывающий факел может нарушать течение потока защитного газа и ухудшать защиту сварного шва. Если всасывающий факел слишком слаб, то значительная часть сварочного аэрозоля проскакивает мимо кольцевого зазора 5 и прорезей 7 и вместе с конвективной струей поступает в зону дыхания сварщика. Оптимальная величина расхода защитного газа, расход аспирационного воздуха подбираются в каждом конкретном случае в соответствии с режимом сварки.
При большом расходе защитного газа и большом количестве пылегазовыделений
насадка 6 передвигается в положение, при котором размеры кольцевого зазора 5 становятся максимальными, а прорези 7 в насадке совместились с прорезями 2 g
корпусе. В этом случае площадь всасывающих отверстий максимальна и конвективный поток, содержащий сварочный аэрозоль, поднимается, огибает без отрыва закругленные кромки сопла 4 и отсасывается через кольцевой зазор 5 и прорези 7 и 2. При минимальном расходе защитного газа размеры кольцевого зазора 5 делают минимальными. В этом случае кольцевой зазор служит для отсоса небольшого количества
воздуха из пограничного слоя конвективной струи, вследствие чего она налипает на горелку и засасывается внутрь корпуса через прорези 2. которые могут быть частично перекрыты при повороте насадки 6. Прорези 7 смещены относительно прорезей 2. Регулировкой соотношения между размерами кольцевого зазора и степенью перекрытия прорезей в корпусе можно подобрать оптимальный режим аспирации.
Закругленные кромки сопла 4 способствуют безотрывному обтеканию конвективной струи, несущей сварочный аэрозоль, и препятствуют срыву потока защитного газа. Предложенная горелка позволяет обеслечить плавную регулировку положения и величины всасывающих отверстий, что дает возможность подобрать требуемое соотношение между расходом защитного газа и расходом, скоростью, а также местом ввода
конвективной струи, несущей сварочный аэрозоль, и таким образом обеспечить максимальную эффективность аспирации. Формула изобретения Горелка для дуговой сварки в среде защитного газа, содержащая сопло для подачи защитного газа, корпус, установленную на корпусе с возможностью поворота и продольного перемещения относительно корпуса и сопла всасывающую насадку со
щелевыми продольными прорезями, отличающаяся тем, что, с целью повышения эффективности отсоса сварочного аэрозоля при сохранении устойчивой газовой защиты, в корпусе выполнены продольные щелевые прорези, сопло выполнено с наружной конической поверхностью, расширяющейся к торцу и с закругленными наружными кромками, всасывающая насадка выполнена цилиндрической и установлена с зазором
относительно сопла для подачи защитного газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1118502A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1975 |
|
SU558766A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1438933A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1097464A1 |
| Горелка для электродуговой сварки | 1976 |
|
SU653054A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
Изобретение относится к сварочному производству, в частности к устройствам для дуговой сварки плавящимся электродом в защитных газах с приспособлениями для отсоса сварочных аэрозолей и исключения их попадания в зону дыхания сварщика. Цель изобретения - повышение эффективности отсоса сварочного аэрозоля при сохранении устойчивой газовой защиты. В горелке корпус 1 и всасывающая насадка 6 выполнены с продольными щелевыми прорезями 2 и 7 соответсвенно. Сопло 4 для подачи защитного газа выполнено с наружной конической поверхностью, расширяющейся к его рабочему торцу. Всасывающая насадка 6 установлена на корпусе 1 с возможностью поворота и продольного перемещения относительно него и сопла 4. Это обеспечивает плавную регулировку положения и величины всасывающих отверстий. 1 ил.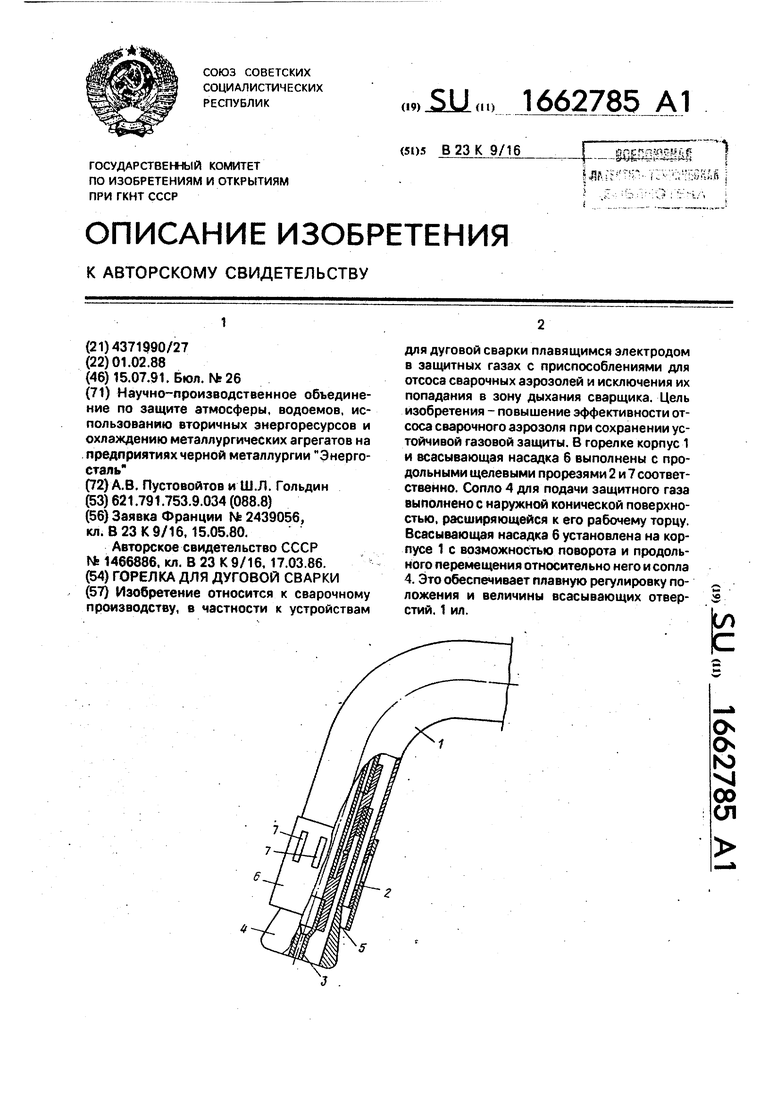
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ 2-АРИЛ(ГЕТАРИЛ)-1Н-ИНДОЛОВ | 2010 |
|
RU2439056C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочная горелка | 1986 |
|
SU1466886A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
