Изобретение отиосится к сварочному производству и может использоваться для управления сварочной дугой.
Известна свароч;ная горелка, содержащая закрепленные на корпусе электрод и магнитную систему управления с охватывающим электрод ферромагнитиым элемеитом.
Однако известная сварочиая горелка не позволяет получить в зоне сварки регулируемое поперечное магнитное поле и, кроме того, громоздка.
Предлагаемая сварочная горелка отличается от известной тем, что ферромагиитный элемент выполнен с одпим разрезом вдоль оси электрода и установлен с возможностью фиксированного вертикального иеремещения и поворота вокруг электрода.
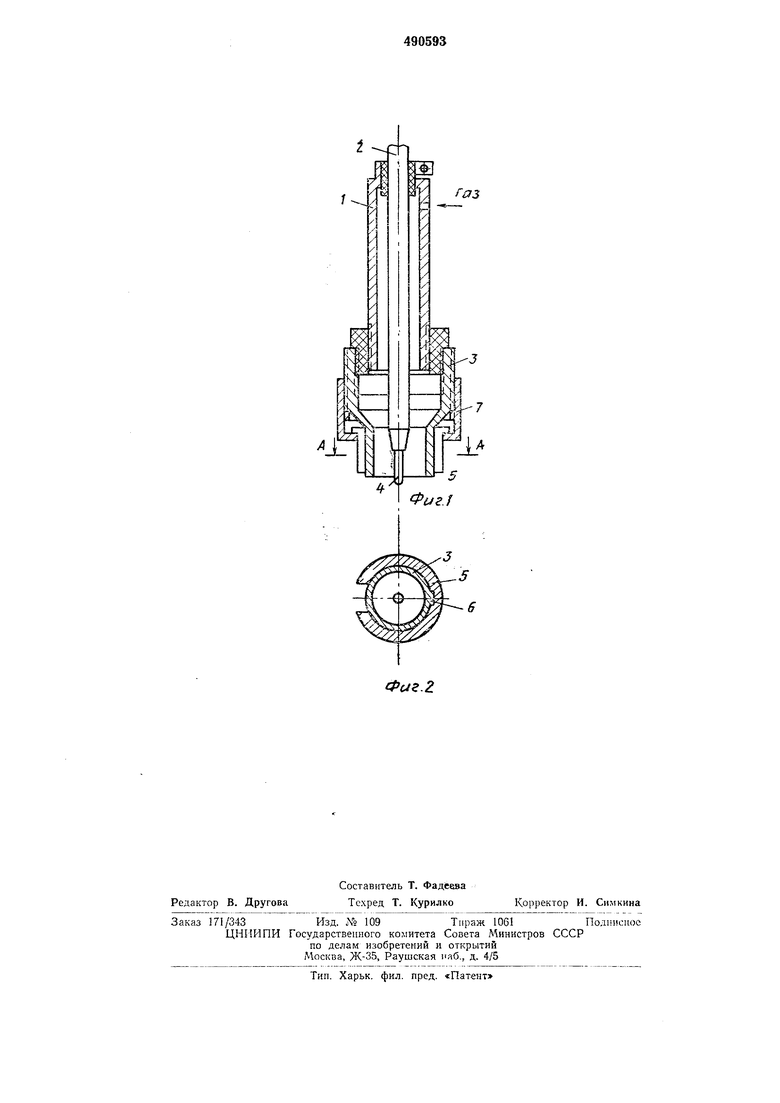
На фиг. 1 изображена предлагаемая горелка; на фиг. 2 - поперечное сеченне сопла горелки.
Горелка состоит из корпуса 1, мундщтука 2, сопла 3 и электрода 4. Мундштук 2 служит для подвода сварочпого тока к электроду п закреплеиия его и.ти для подачи электродной проволоки. На сопло 3 надевается полый цилипдр 5 с одним продольным разрезом, изготовленный из ферромагнитного материала. При протекании тока по электроду в щели (разрезе) полого цилиндра 5 появляются магнитные полюса, которые создают в зоие горения дуги магнитиое поле, отклоняющее дугу в наиравлепии, противоположном местона.тождению разреза. Ступеичатую регулировку величины магнитного поля производят сме1Н1ыми полыми цилиндрами 5 с разиой величиной щели. Точную регулировку величины поиеречиого магнитиого поля осуществляют перемещением полого цилиндра 5 по иаправляю1и.ей 6 вдоль оси электрода посредством накидной гайки 7, навинчиваюихейся иа сопло 3. Нанравляющая 6 служит для предотзращещш проворачивания полого цплиндра 5 при его перемещении вдоль оси электрода 4. Изменепие положения и,ели иолого цилинд)а 5 относительно дуги с целью изменения нанравления с-е отклонения осуществляется новоротом сопла 3 вокруг электрода 4.
В качестве ферромагнитного элемента в зависимости от конструктивных особенностей сопловой части горелок (плазменных или обычиых) могут быть иснользованы тела различной конфигурации, нанример, полый цилиндр, тор, конус и др. При этом, форма иоперечного сечения полого тела может быть
любая, напрпмер, овал, эллипс и т. п. Полое тело может быть установлено внутри или сиаружи сопла сварочной горелки. Концентрические силовые линии магнитиого поля сварочного тока, текущего по электроду и дуге, замыкаются по ферромагнитному телу. При
этом в зазоре полого тела си.товыс .мяпиггиь:линии пересекают поверхность разле. межл. ферромагнитным .материа.том п necj}e ipOMaiнитпой средой (воздухом).
Скачок пама111ичг1Бап11я па этой поворхпостн прпводпт к полвлеппю па иен ппдунпроваппых поверхностпых магнитных зарядов, так называемых магпнтпых полюсов. MarnnTiioe поле этих полюсов создает в зоне горения дуги магнитное поле.
Ступенчатую регулировку велпч; иы м;;г-ннтного поля в зоне горения дуги осун-юстоляют с.менными, полыми телами, например, полыми цилп ндрами, нмеюнщ.мп разную ninрипу нродолыюго разреза.
Плавпую ре1-ул11ров1 у велпчипы магнитного поля нри заданном сварочном т(;{с неггосредствеппо в пронессе сваркн осун ествляют перемещением полого пилиидра с разрезом вдоль оси электрода.
Толщину стенки полого цилиндра выбирают из условня, чтобы iie пронсходпло Mai-пптного пасыщення материала цплпндра нри пспользованнн обычных режнмов сваркн. В е.чучае изготовления ннлипдров из электротехн)ческой стали достаточно, чтобы толниша степки была бы равной нескольким миллиметрам.
buipais.Ui.nie маг 1ггного по.1Я в зоне сварки ре|-ул11руют измепением положения разреза ПО.ЛО1Ч) 111.11П1Дра отпосителыю электрода. Сварочная 1орелка в этом случае получается
.lerKoii и ко.мнактной (вес но.чого цилнндра из э.1ектротехиической стали не нревып1ает гп)-70 гр). Прн нримепенни пред; 0 кенной горслкп отпад.ает пеобходимость в пр1 менении (нснна. устройств для шггання катушек
электромагнита. Использованне такой горелкп для аргопо-дуговой с.чарки нап.пав.тякж имся электродом позволяет регулировать коэф(|)11инент формы 1нва, панрпмер, уменьнпггь Н1нрнну 11ва в 2 раза и увеличить глубину
лронлавления до 1,5 раз нрн nocTOMinioA скорости сварки Ю сравнению с ajjroiio-дуговой С1заркой обычными горе;п а.ми.
П р е д м е т я з о б р е т е п и я
Сварочная горелка, содержащая закрепленные на корпусе электрод п Л1агпитную систему управления е охватьп а1он1им электрод (Ьерро.магнитиым элементом, отличающаяся 25 тем, что, с целью упропгения конструкции, ферромагпптпый эле.мент выполнен с разрезо.м вдоль оси электрода и установлен с возможностью (|)1П сированного вертикального пе1Х.мещепия и поворота вокруг электрода.
Газ
fPus.Z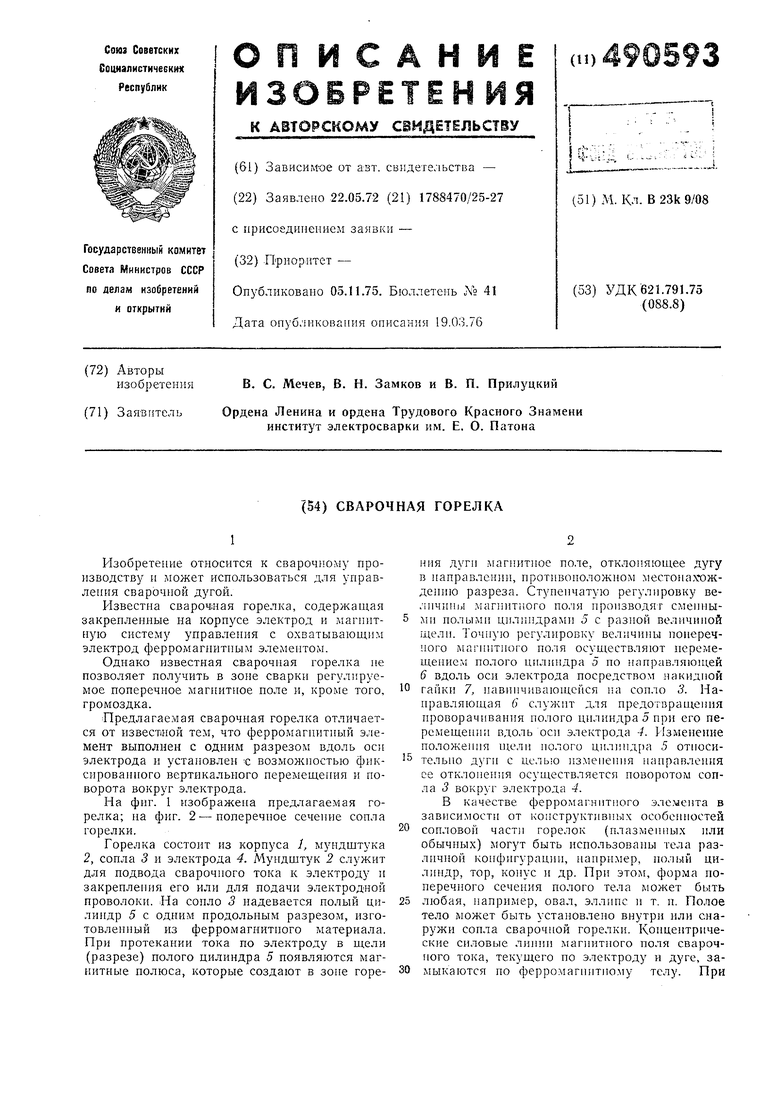
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная горелка | 1988 |
|
SU1632680A1 |
| Горелка для сварки магнитоуправляемой дугой | 1988 |
|
SU1590258A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1097459A1 |
| Горелка для магнитоуправляемой дуговой сварки | 1983 |
|
SU1094688A1 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Способ дуговой сварки неплавящимися электродами в среде защитных газов | 1974 |
|
SU541610A1 |
| Устройство для предотвращения магнитного дутья при дуговой сварке | 1986 |
|
SU1320049A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |