Изобретение относится к машиностроению и может быть использовано при изготовлении срезных потайных заклепочных соединений.
Цель изобретения - повышение качества и надежности соединения.
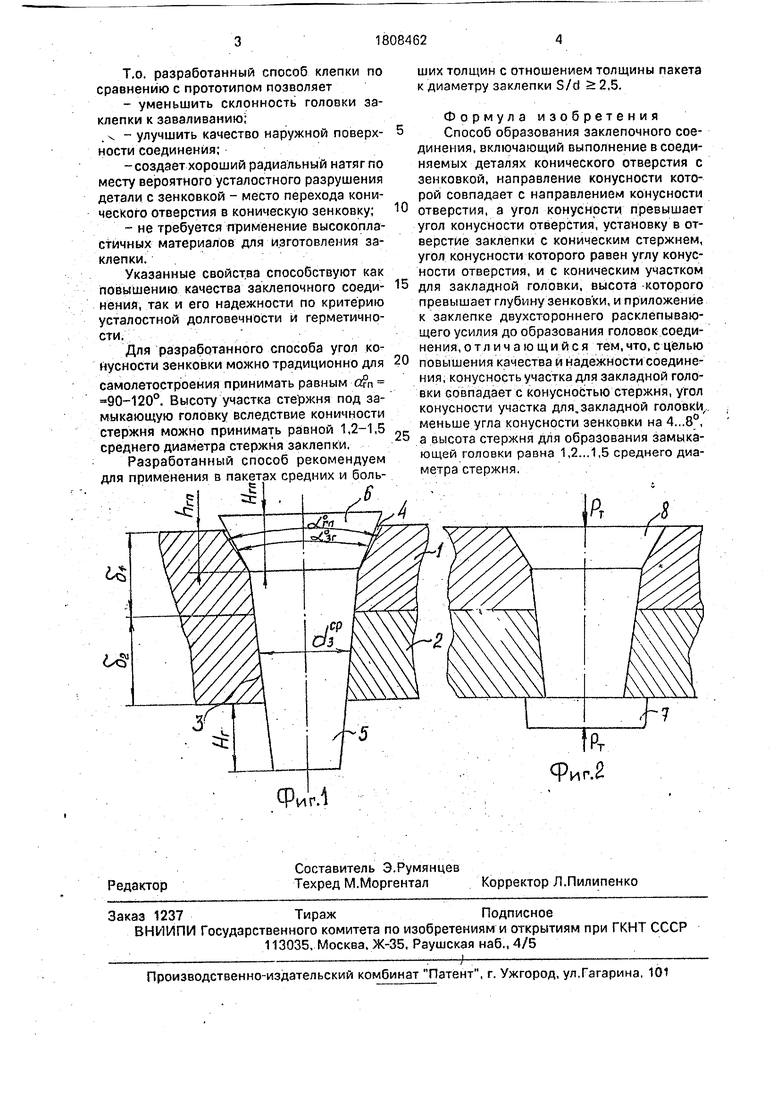
На фиг. 1 показана конструкция и геометрические параметры заклепки и отверстия под нее перед расклепыванием заклепки; на фиг.2 - конструкция заклепочного соединения. .
Разработанный способ образования заклепочного соединения включает выполнение в соединяемых деталях 1, 2 конического отверстия 3 и конической зенковки 4, причем направление конусности отверстия и зенковки совпадает, но угол конусности . зенковки выполняют больше угла конусности отверстия. В коническое отверстие устанавливают заклепку, имеющую конический стержень 5, причем угол конусности стержня равен углу конусности отверстия, и коническую головку 6. Угол конусности головки выполняют меньше угла конусности зенковки Озг , а высота головки - больше глубины зенковки, т.е. НГп hm (фиг.1), Разность между углом конусности головки и углом конусности зенковки составляет 4-8°. Превышение высоты головки над глубиной зенковки создает необходимый запас материала головки для полного заполнения зенковки, а небольшая разность в углах зенковки и головки не требует больших раздач материала головки для качественного заполнения объема зенковки.
Далее заклепку осаживают технологическим усилием Рт; до образования головок заклепки 7 и 8.
00
о
СО
N О
ю
««а
Т.о. разработанный способ клепки по сравнению с прототипом позволяет
- уменьшить склонность головки заклепки к заваливанию; . х - улучшить качество наружной поверхности соединения;
-создает хороший радиальный натяг по месту вероятного усталостного разрушения детали с зенковкой - место перехода конического отверстия в коническую зенковку;
- не требуется применение высокопла- стйчных материалов для изготовления заклепки.
Указанные свойства способствуют как повышению качества заклепочного соединений, так и его надежности по критерию усталостной долговечности и герметичности.
Для разработанного способа угол конусности зенковки можно традиционно для
самолетостроения принимать равным 90-120°. Высоту участка стержня под замыкающую головку вследствие коничности стержня можно принимать равной 1,2-1,5 среднего диаметра стержня заклепки.
Разработанный способ рекомендуем для применения в пакетах средних и боль0
5
0
5
ших толщин с отношением толщины пакета к диаметру заклепки S/d S 2,5.
Формула изобретения Способ образования заклепочного соединения, включающий выполнение в соединяемых деталях конического отверстия с зенковкой, направление конусности которой совпадает с направлением конусности отверстия, а угол конусности превышает угол конусности отверстия, установку в отверстие заклепки с коническим стержнем, угол конусности которого равен углу конусности отверстия, и с коническим участком для закладной головки, высота -которого превышает глубину зенковки, и приложение к заклепке двухстороннего расклепывающего усилия до образования головок соединения, о тлич а ю щи йся тем,что, с целью повышения качества и надежности соединения, конусность участка для закладной головки совпадает с конусностью стержня, угол конусности участка для,закладной головки,., меньше угла конусности зенковки на 4...8°, а высота стержня для образования замыкающей головки равна 1,2...1,5 среднего диаметра стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заклепочного соединения деталей | 1991 |
|
SU1794582A1 |
| Способ образования заклепочного соединения | 1990 |
|
SU1738460A1 |
| Заклепка | 1989 |
|
SU1670205A1 |
| Заклепка | 1986 |
|
SU1401171A1 |
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| Способ образования заклепочного соединения | 1991 |
|
SU1796336A1 |
| Заклепочное соединение | 1988 |
|
SU1555549A1 |
| Заклепочное соединение | 1985 |
|
SU1320545A1 |
| Способ выполнения заклепочного соединения | 1990 |
|
SU1751460A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
Использование: клепально-сборочные работы в машиностроении, самолетостроении. Сущность изобретения: в коническое отверстие соединяемых деталей, выполненное с конической зенковкой, направление конусности которой совпадает с направле нием конусности отверстия, а угол конусности превышает угол конусности отверстия, устанавливают заклепку с коническим стержнем. Угол конусности стержня заклепки равен углу конусности отверстия. Заклепка имеет конический участок для закладной головки. Высота конического участка для закладной головки превышает глубину зенковки, а угол конусности участка на 4.,.8° меньше угла конусности зенковки. Длина стержня, идущего на образование замыка- ющей головки, равна 1,2...1,5 среднего диаметра стержня заклепки. К заклепке прикладывают двустороннее расклепывающее усилие до образования головок соединения. Способ обеспечивает высокое качество и надежность соединения. 2 ил.
| Заклепка | 1985 |
|
SU1278499A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| - ., а | |||
